TR7100_Repair-Station_Manual(V8.5_Ch).pdf - 第123页
單元 三 、 S PC 使 用手冊 AO I R e p a i r S t a t i on 使 用 手冊 1 19 n 以 上 圖 為 例 , 第 一個 群組 「 G1 」 的 規 格 資料 就是 由 元 件 「 C 1_1 」 與 「 C 10_1 」 的 上 、下 限與 標準 差 資料 平 均 而 得 。 Ø 關 於 這 兩種 模 式的說明 ,請 參 見 「 即 時顯示性監控項目設定 」 的內 容。 7 . 3 .4 即時 顯 …
單元三、SPC 使用手冊
AOI Repair Station 使用手冊
118
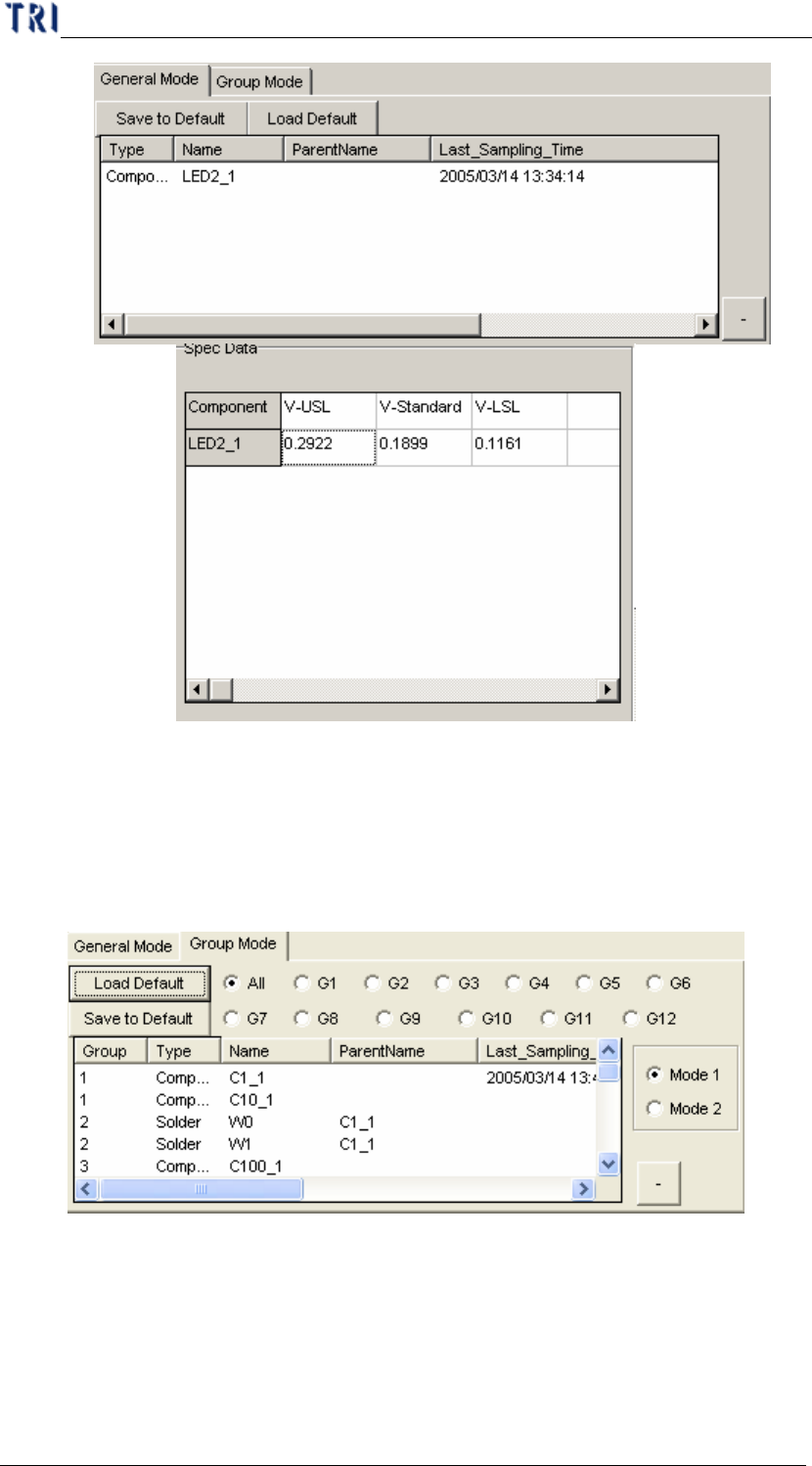
n 以上圖為例,在「Spec Data」內所顯示的規格資料就直接是
元件「LED2_1」的上、下限與標準差資料。
Ø Group Mode:若監控清單模式為「Group Mode」的話,則所顯示
的規格資料就是各群組內項目的上、下限與標準差平均資料,如下
圖所示。
單元三、SPC 使用手冊
AOI Repair Station 使用手冊
119
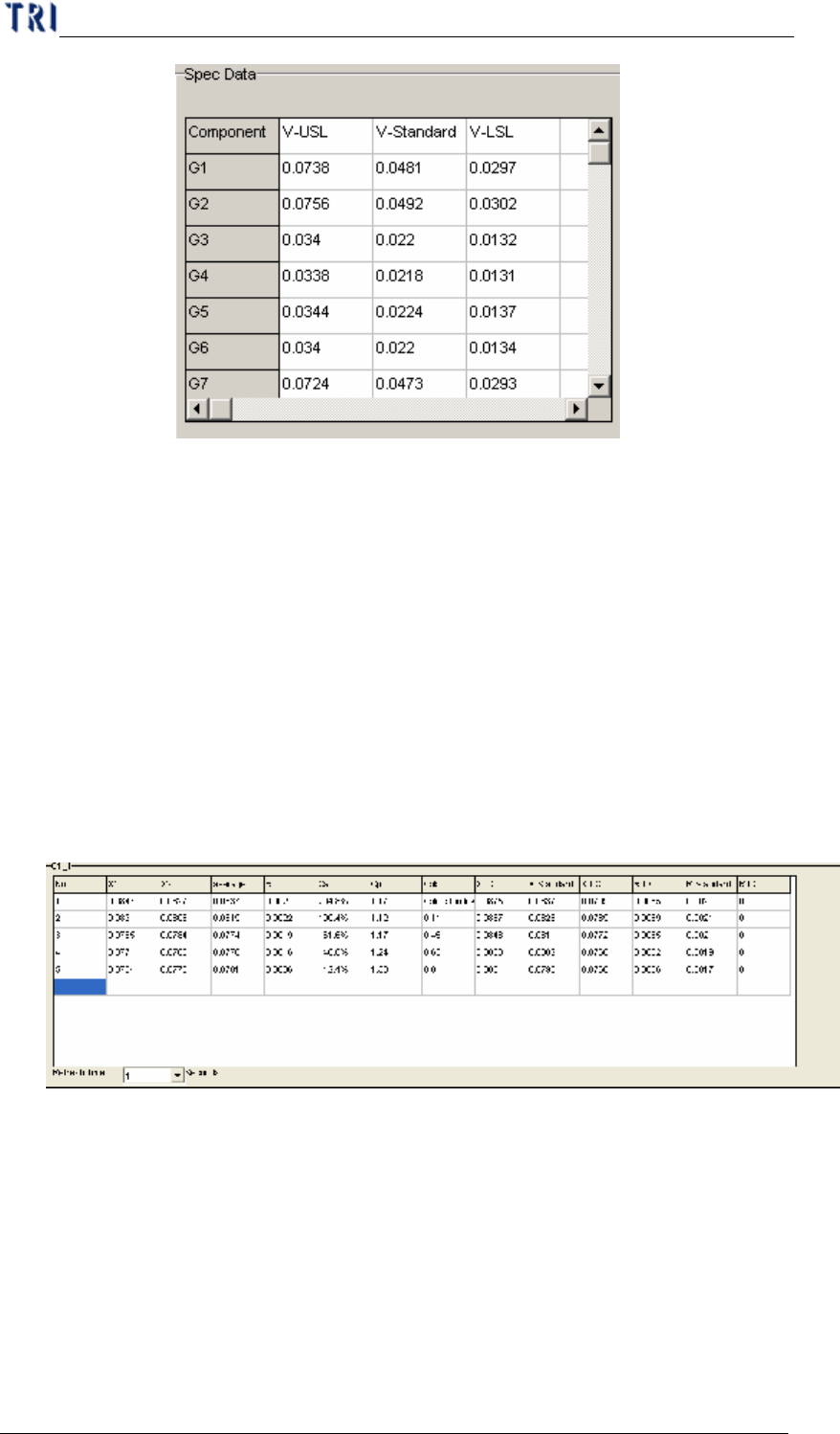
n 以上圖為例,第一個群組「G1」的規格資料就是由元件「C1_1」
與「C10_1」的上、下限與標準差資料平均而得。
Ø 關於這兩種模式的說明,請參見「即時顯示性監控項目設定」的內
容。
7.3.4 即時顯示性監控項目統計資料區:此區顯示了即時顯示性監控項目
的抽樣資料與相關統計值資料,位於畫面中間左右兩邊的 SPC Data
區塊,但是會根據監控項目所使用的管制圖不同,而有所不同,分
別說明如下。
Ø X bar 管制圖與 R 管制圖:若 監 控 項目使用了 X bar 管制圖與 R
管制圖的話,則所顯示相關的統計資料,如下圖所示。
Ø 現在就針對統計資料中的每一個欄位進行說明如下:
n X1、X2…Xn:樣本值,同一個元件或錫點,此數值會根
據所選擇的 Feature 而有所不同,以 7006 來說,可以選擇
的 Feature 有 V(體積)、A(面積)、H(高度)、PX(X
偏移)、PY(Y 偏移),而 7100 來說,可以選擇的 Feature
有 X(X 偏移)、Y(Y 偏移)、Theta(角度),以 ICT 來
說,可以選擇的 Feature 有 Measure(測量值),舉例來說,
若選擇的是 7006 的 V,則代表此種欄位內所呈現的數值

單元三、SPC 使用手冊
AOI Repair Station 使用手冊
120
為元件或錫點的體積。根據樣本大小的不同,而所呈現的
欄位數量不同,若樣本大小為「5」,則會呈現為「X1」、
「X2」、「X3」、「X4」與「X5」。
n average:平均值,就是將 X1、X2…Xn 內的數值相加後,
除以樣本大小,舉例來說,若樣本大小為「5」,則該欄位
的值就為(X1+X2+X3+X4+X5)/5
n R:全距,就是將 X1、X2…Xn 內最大的數值減去 X1、
X2…Xn 內最小的數值
n Ca:製程準確度,其計算方式如下所示:
Ca=((X bar-規格中心值)/(規格公差)/2)*100%
規格公差=規格上限-規格下限
n Cp:製程精密度(計算方式請參見下方的相關公式)
n Cpk:製程能力指標(計算方式請參見下方的相關公式)
n X-UCL:X-bar 管制上限值(計算方式請參見下方的相關
公式)
n X-Standard:X-bar 管制中心線值
n X-LCL:X-bar 管制下限值(計算方式請參見下方的相關
公式)
n R-UCL:R chart 管制上限值(計算方式請參見下方的相關
公式)
n R-Standard:R chart 管制中心線值
n R-LCL:R chart 管制下限值(計算方式請參見下方的相關
公式)
n 相關公式