20198291408824651321.pdf - 第24页
东莞市晶研仪 器科技有限公 司 - 21 - 在打磨的过 程中我们时常 会遇到打磨断刀 的情况,当我 们碰到此类情 况时我们可 以按照以下 流程来进行更 换刀具、对刀 和继续打磨的 操作: A. 点击打磨界面的“急停”按钮,这时机器会处于暂停状态 ,再次点击“急停” 按钮,使得 暂停的状态解 除; B. 点击打磨界面的“加工换刀”按键,然后点击“运行”按 键,这时机器会自动 抬刀到一旁 , 我们按照前 面讲到的的换 刀操作来换好 新的打…
东莞市晶研仪器科技有限公司
- 20 -
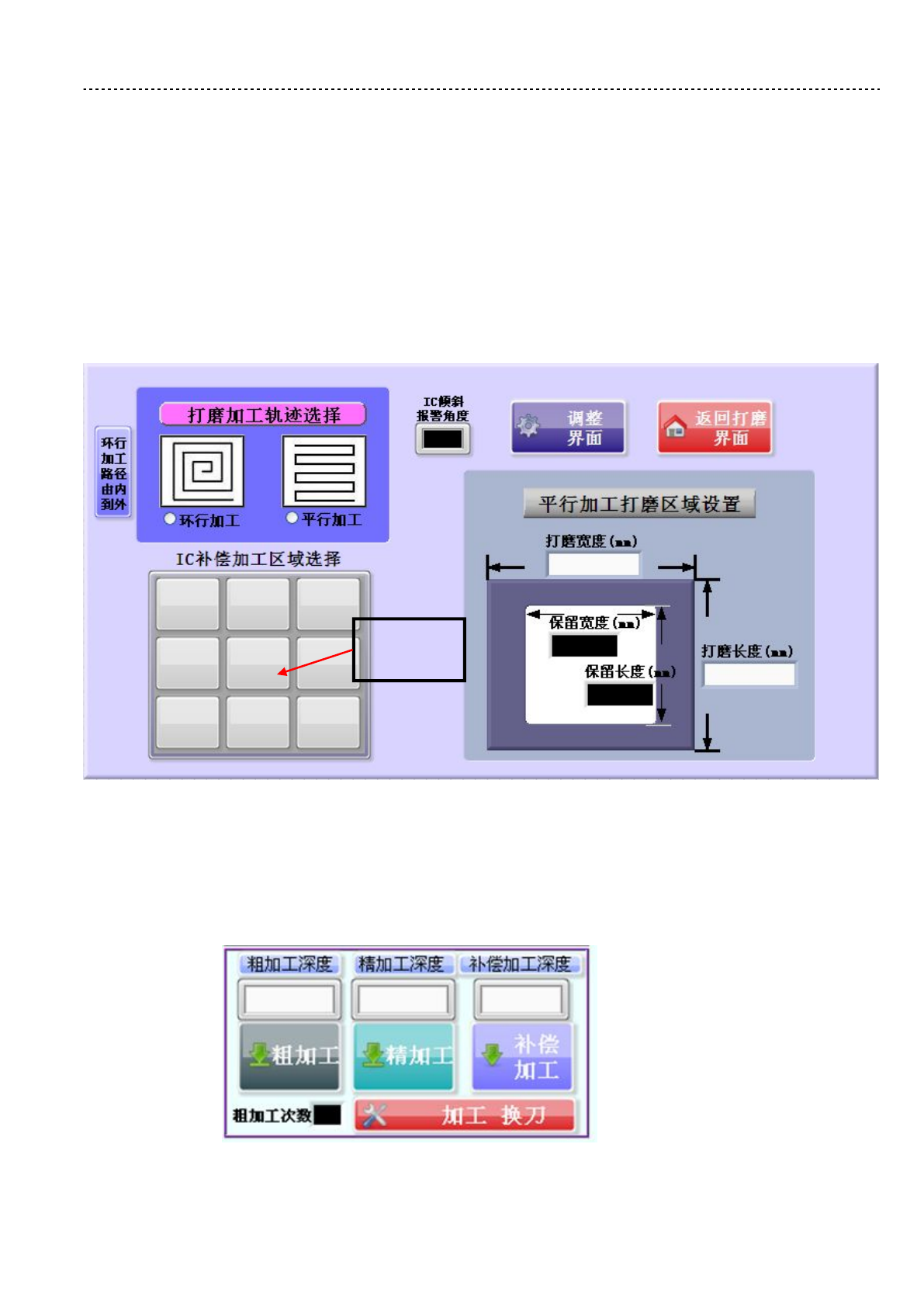
引起的,碰到这种情况我们就需要用到
IC
加工模式中的补偿加工来对这种局部变形
的
IC
进行补偿打磨,具体操作步骤如下:
(警告:进行一下操作前请确认您的打磨程序选定的是当前打磨
IC
的程序)
A.
第一步:切换界面至加工模式界面,选择需要进行补偿加工的位置(我们将
IC
的位置九等份,请选择相对应的位置);
B.
第二步:切换至打磨界面,选择补偿加工并设定补偿加工的深度,一般设置
0.01~0.03mm,
直接点击“运行”按键就可以对由局部变形引起的铜皮残留进行补偿
加工了。
5.
加工过程中断刀
保存当前
IC 定位点

东莞市晶研仪器科技有限公司
- 21 -
在打磨的过程中我们时常会遇到打磨断刀的情况,当我们碰到此类情况时我们可
以按照以下流程来进行更换刀具、对刀和继续打磨的操作:
A.
点击打磨界面的“急停”按钮,这时机器会处于暂停状态,再次点击“急停”
按钮,使得暂停的状态解除;
B.
点击打磨界面的“加工换刀”按键,然后点击“运行”按键,这时机器会自动
抬刀到一旁
,
我们按照前面讲到的的换刀操作来换好新的打磨刀具;
C.
换好打磨刀具以后,我们再次点击“运行”按键,这时打磨机会自动对刀,自
动对刀以后我们再选择“粗加工”“精加工”,点击“运行”就可以完成加工过程
中断刀后的打磨了
6.
打磨完成的
IC
掉点
打磨完成的
IC
掉点通常由以下原因引起的:
1.
需要打磨的
IC
之前已经用其他的维修方法维修过了
(
如热风枪吹过的
IC)
;
2.
打磨刀具之前已经打磨过很多
IC
,刀具的磨损比较严重了;
3.
选择的加工方式不正确,打磨大的
IC
时选择了粗加工由内向外的加工方式;
4.
需要打磨的
IC
反面的
IC
已经打磨过了,导致底部是空的,打磨过程中不断振
动引起掉点。
如果是第一种原因引起的掉点,
IC
板直接进行报废处理;如果是第二种原因引起
的掉点,更换打磨刀具即可解决;如果是第三种原因引起的掉点,我们在选择好打
磨程序以后将加工模式界面的“环形加工路径由内向外”取消即可;如果是第四种
原因引起的掉点,我们通常在背部已经被打磨掉的位置粘上橡皮泥,来避免打磨过
程中的振动。

东莞市晶研仪器科技有限公司
- 22 -
四、打磨机的维护与保养
1、丝杆清洁及润滑
打磨机使用时要养成良好的习惯,经常使用的客户一个月必须要做次清洁工作,
丝杆、光轴和轴承清洁是必须工作,可以用一块干净的抹布,把丝杆光轴部分手动
擦干净,轴承部分清洁不到地方可以用一个小刷子清洁,待清洁干净后,可以用油
壶喷洒润滑油到丝杆、光轴、轴承上面,然后控制机器来回移动,充分润滑数次,
这时候可能丝杆上面还有黑色的污垢出现,这时重新用抹布擦净,重复润滑-擦净动
作,最后丝杆光亮油滑即可。
2、主轴保养
加工过程中,主轴夹头、螺帽和螺丝牙部分容易进灰尘和生锈,这时需要对主
轴装夹部分涂抹防锈油,清洁螺牙的铁锈;夹头、螺帽生锈严重,可以更换夹头和
螺帽,以保证机器使用的时候同心度。由于 800W 水冷主轴是水冷的,主轴内孔循环
腔体可能生锈,这时候可以使用先把主轴里面使用过的主轴冷却液排尽,然后将主
轴清洗液倒入水箱内,开启水泵,循环清洗 1-2 小时,对于长时间没用的主轴可以
循环清洗 4-5 小时,清洗完后成后,可以将清洗液排尽,水箱重新倒入主轴冷却液
即可正常使用。
3
、常用耗材更换
主轴螺帽、夹头、刀具、步进电机联轴器、润滑油、主轴冷液等均属于晶研 BGA
打磨机的常见耗材,这些耗材在我们的淘宝店铺和实体店铺均有销售,详情请联系
余工 15013769568 殷工 13530346034