0197787-01_UM_HeadVerification_708_EN.pdf - 第18页
SIPLACE Head V erification User Manual Edition 01/2015 18 3.6 Overvie w of Measurements fo r CP20A (20 Min) The following tools are r equired for m easurem ents: 20x nozz le type 12 35 03015222- 01 (calibration nozzle) 2…
SIPLACE Head Verification
User Manual Edition 01/2015
17
3.5.2 SW708.x Image 127 and Higher (25 Min)
The following tools are required for measurements:
20x nozzle type 4235 03098748-01 (calibration nozzle)
20x nozzle type 4069 03106244-01 (vacuum nozzle red, closed)
20x nozzle type 4004 03098544-01
20x nozzle type 4105 03102457-01
4x magazine for 4xxx nozzle 03101503-01
1x calibration tool C&P20A/P 03034148-01 (placed in machine)
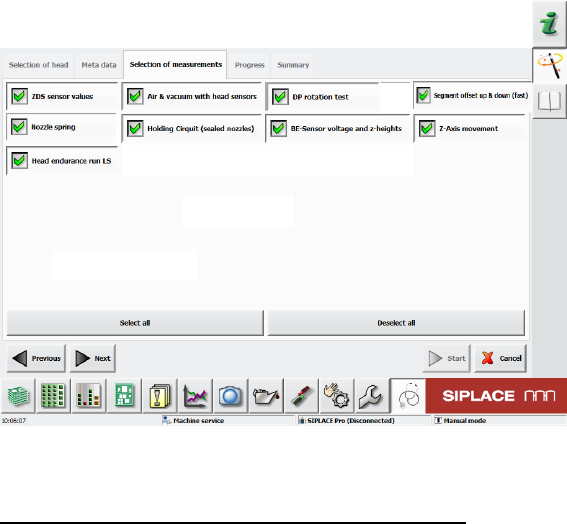
Figure 10 Selection of measurements CP20P from build127
The following measurements are performed in order:
1. ZDS sensor values chapter 6.13 (07:26 min)
2. Air & vacuum with head sensors chapter 6.6 (02:09 min)
3. DP rotation test chapter 6.12 (02:59 min)
4. Segment offset up & down (fast) chapter 6.9 (02:32 min)
5. Nozzle spring chapter 6.3 (01:38 min)
6. Holding circuit (sealed nozzle) chapter 6.2 (01:35 min)
7. Component sensor voltage and z-heights chapter 6.1 (01:32 min)
8. Z-axis movement chapter 6.4 (04:36 min)
9. Head endurance run LS chapter 6.8 (02:27 min)
The specified times may deviate and are only for guidance purposes. If the measurements are
performed as single measurements (not in "Select all" mode), longer script loading times (approx. 1
min) could delay the single measurement!
SIPLACE Head Verification
User Manual Edition 01/2015
18
3.6 Overview of Measurements for CP20A (20 Min)
The following tools are required for measurements:
20x nozzle type 1235 03015222-01 (calibration nozzle)
20x nozzle type 1069 03094112-01 (vacuum nozzle red, closed)
4x magazine for 1xxx nozzle 03016831-05
1x calibration tool C&P20A/P 03034148-01 (placed in machine)
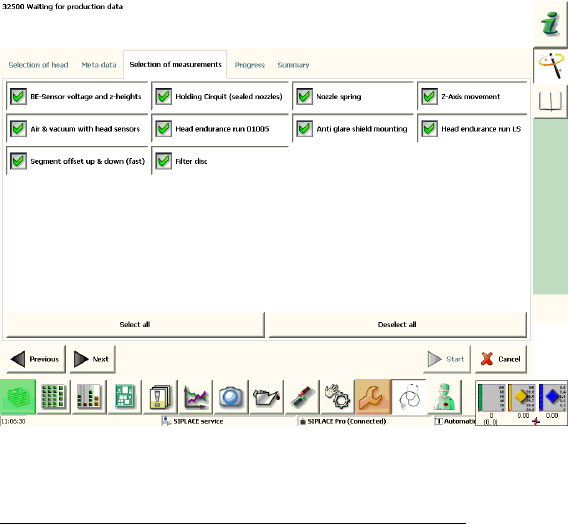
Figure 11: Overview measurements for CP20A
The following measurements are performed in order:
1. Component sensor voltage and z-heights chapter 6.1 (01:16 min)
2. Holding circuit (sealed nozzles) chapter 6.2 (00:20min)
3. Nozzle spring chapter 6.3 (01:10 min)
4. Z-axis movement chapter 6.4 (04:07 min)
5. Air & vacuum with head sensors chapter 6.6 (03:19 min)
6. Head endurance run 01005 chapter 6.7 (01:41 min)
7. Anti glare shield mounting chapter 6.5 (00:22 min)
8. Head endurance run LS chapter 6.8 (03:04 min)
9. Segment offset up & down (fast) chapter 6.9 (02:48 min)
10. Filter disc chapter 6.10 (00:33 min)
The specified times may deviate and are only for guidance purposes. If the measurements are
performed as single measurements (not in "Select all" mode), longer script loading times (approx. 1
min) could delay the single measurement!

SIPLACE Head Verification
User Manual Edition 01/2015
19
4 Description of Measurements
The following chapters describe the individual measurements.
The screenshots used are only examples. Depending on the head type being measured, these may
vary slightly.
The nozzle quantities mentioned refer only to the head to be measured. In vacuum pump mode, you
may need additional nozzle configurations on the head opposite the placement area. (see chapter 5.2)
4.1 "Component Sensor Voltage and Z Heights" Measurement
The following tools are required for these measurements:
CPP: 12x nozzle type 2069 03094135-01 (vacuum nozzle red, closed)
CP20P: 20x nozzle type 4069 03106244-01 (vacuum nozzle red, closed)
CP20A: 20x nozzle type 1069 03094112-01 (vacuum nozzle red, closed)
4.1.1 Explanation of Measurement – Procedure
The measurement "Component sensor voltage and z-heights" is used to determine the function of the
component sensor and the Z axis values during upwards and downwards movement by the
component sensor.
The results of these measurements provide feedback about the following sources of errors:
1. Component sensor function
2. Component sensor contamination
3. Bad nozzle seat
4. State of linear guide DP
5. State of driver bearing DP
6. State of Z motor bearing and driver
Measurement steps:
The closed vacuum nozzles are set up on the segments.
1. Firstly, the component sensor function is checked by determining the analog voltage value in
its uncovered state. This value must be within the range defined for correct component sensor
function.
The value determined is known as Component sensor voltage and must be between the
Min and Max values. If the analog value determined is below this, it is assumed that the
component sensor is either dirty or that the lens prism is defective or that the internal
electronics no longer function correctly!
2. The machine then performs a height reference run on the conveyor side. After this, the head
moves over the nozzle station, where the Z axis applies travel profile TP13 [TP13 NOZZLE
CHANGER DOWN] to press the nozzles with high force onto the segment, ensuring the best
possible nozzle seat.
3. The machines then moves over the conveyor side again.
4. The Z axis moves down to the conveyor side and determines for each segment how the
component sensor is enabled during downwards and upwards movement of the Z axis.
During downwards movement of the Z axis, the travel profile TP5 [TP5 LIGHT BARRIER] is
used to determine the end signal with the light barrier. During upwards movement, the nozzle
interrupts the component sensor beam. This generates the value Z-down [µm]
The upwards movement of the Z axis is performed with the travel profile TP1 [TP1 ABSOLUT
DEFAULT]. As soon as the nozzle releases the component sensor, the Z-up [µm] value is
issued.
5. The difference between the Z-down and Z-up is the hysteresis of the Z axis.This results from
the tolerances in the bearings of the axes affected and the nozzle holder spring in the DP
drive. During a downwards movement (negative acceleration), the spring is compressed
slightly and is then slightly extended again during the upwards movement (positive
acceleration), due to the inertia!