0197787-01_UM_HeadVerification_708_EN.pdf - 第32页
SIPLACE Head V erification User Manual Edition 01/2015 32 The top and bottom diagram borders a re based on the dispers ion of results f or all "Measure 1 " – "Measure 3" values , which is why the devi…
SIPLACE Head Verification
User Manual Edition 01/2015
31
7. Segment 1 now moves downwards again with travel profile TP34 [TP34 LOW FORCE Z-AXIS]
and determines the end position signal again as Measure 3 [µm]
8. The Z axis then moves back up again using travel profile TP1 [TP1 ABSOLUT DEFAULT].
9. The star steps to segment 2 and performs steps 3-8.
10. These sequences are also performed for all other segments.
11. The values "Measure 1" to "Measure 3" are used to calculate an average value, known as
End position Z [µm].
A value defining the theoretical maximum travel range is stored in the machines. If the
average value is within the tolerance range, the mechanics of the axes are understood to be
OK.
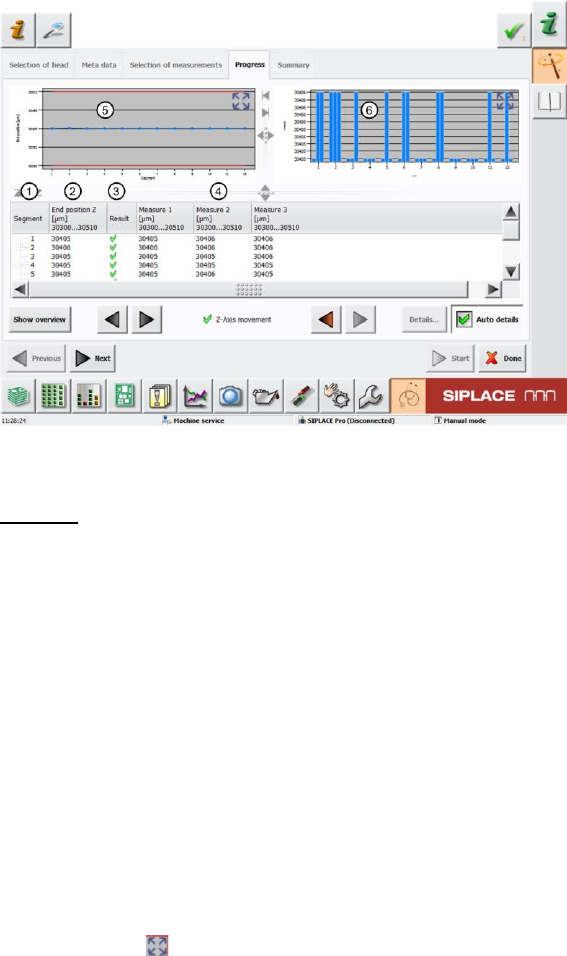
4.4.2 Explanation of Measurement Results in "Progress" Menu
After completion of the measurement, the following results appear in the "Progress" menu:
Figure 20: Z-axis movement results
Legend:
1. Segment measured
2. Calculated End Position Z in µm from the average value of all individual measurements
Measure 1 – Measure 3 (4).
This calculated end position must be within a tolerance (in our case 30300..30510µm) and
indicates the maximum possible Z axis travel path up to a constructive mechanical stop.
End position Z [µm] = (Measure 1 [µm] + Measure 2 [µm] + Measure 3[µm]) /3
3. Results display (OK green tick / NOK red X)
As soon as the Measure 1 – Measure 3 value or the average value End position Z are
outside the tolerance, the segment will be marked as faulty.
4. The results of the three Z axis movements with travel profile TP1 [TP1 ABSOLUT DEFAULT]
are entered here.Each result must be within the tolerance (in our case 30300..30510µm). If
this is not the case, this indicates that the segment guide has difficulty moving.
5. This diagram illustrates the End position Z values for the segments.
Blue line Average end position Z value [µm] for individual segments
Red border Min and max tolerances (in our case 30300..30510µm)
Use the button to zoom in on the diagram.
6. This diagram illustrates the Measure 1 – Measure 3 values for each segment.
3x blue column Measure 1 – Measure 3 [µm] per segment
SIPLACE Head Verification
User Manual Edition 01/2015
32
The top and bottom diagram borders are based on the dispersion of results for all "Measure 1"
– "Measure 3" values, which is why the deviation in bar lengths may be confusing!
Use the button to zoom in on the diagram.
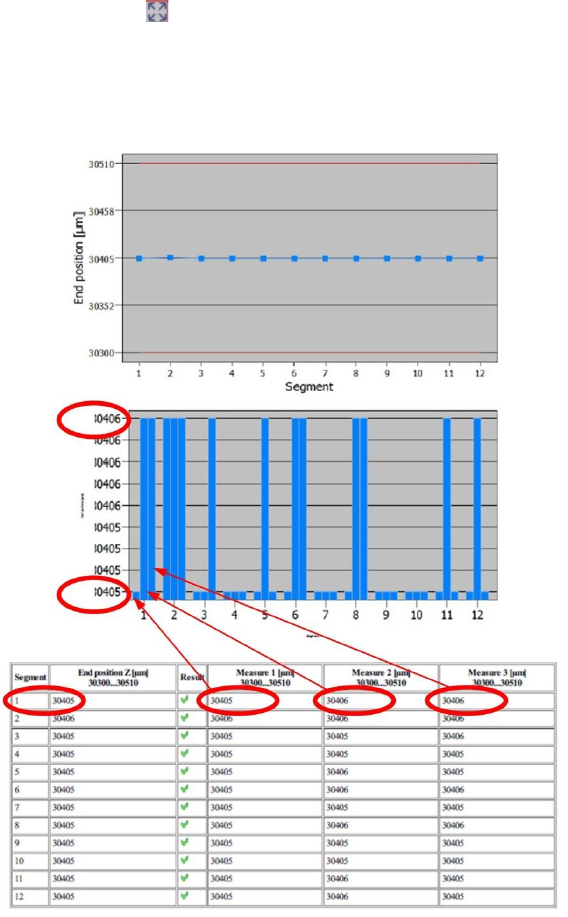
4.4.3 Explanation of Measurement Results Using Results PDF
These results can be seen if you scroll down the "Summary" menu or generate a results PDF!
Figure 21: Results PDF for Z-movement
The average values from the three Measure 1- Measure 3 values provides the End position Z value.
This value shows whether a segment can be easily moved along the entire constructive travel path.
The End position Z value and the three individual measurements Measure 1 – Measure 3 must all
be within the tolerance range. However, slight deviations are normal.
Our example shows that "Measure 1" has a value of 30405µm. "Measure 2" – "3" each have a value
for the travel range of 30406µm.
This difference can also be seen on the bar length in the diagram.
If either "Measure1", "2" or "3" is outside the tolerance, this indicates that the guide for this segment is
defective, as a repeated ease of movement can not be proven. The DP (for CP20P/A) or the segment
guide (for CPP) will need to be replaced soon.
If all "Measure1" – "Measure3" values are outside the tolerance range, this clearly indicates that the
guide has difficulty moving.The DP (for CP20P/A) or the segment guide (for CPP) must be replaced.

SIPLACE Head Verification
User Manual Edition 01/2015
33
4.4.4 Meaning of the Results
"End position Z" errors at all segments:
1. Z axis linear guide is defective
Replace complete Z axis unit
"End position Z" errors at individual segments:
1. If all "Measure 1" – "Measure 3" values are outside the tolerance, this indicates that the linear
guide of the segment (CPP) or the DP (CP20P/A) are defective
CPP: Replace the linear guide for the segment
CP20P/A: Replace the DP
2. If only "Measure1", "2" or "3" are outside the tolerance, an increasing difficulty of movement is
present.
CPP: Prepare replacement of the linear guide for the segment
CP20P/A: Prepare replacement of the DP
4.5 "Cover Switching Ring Mounting" Measurement
The following tools are required for these measurements:
CP20A: 20x nozzle type 1069 03094112-01 (vacuum nozzle red, closed)
4.5.1 Explanation of Measurement – Procedure
This measurement checks the correct installation of the cover switching rings. The cover switching
rings are a key part of the CP20A heads and are responsible for correct triggering of the Z-down light
barrier.
The voltage value for the Z-down light barrier is checked, while the segment is rotated in 90° steps.
This gives an idea of whether the cover switching ring is defective, tilted or dirty.
The results of these measurements provide feedback about the following sources of errors:
1. State of Z-down light barrier
2. Installation error for cover switching ring on DP
3. State of cover switching rings