0197787-01_UM_HeadVerification_708_EN.pdf - 第75页
SIPLACE Head V erification User Manual Edition 01/2015 75 4.14.2 Ex planation of Measurement Results in "Progress" Menu After com pletion of the measurem ent, the f ollowing results appe ar in the "Progres…
SIPLACE Head Verification
User Manual Edition 01/2015
74
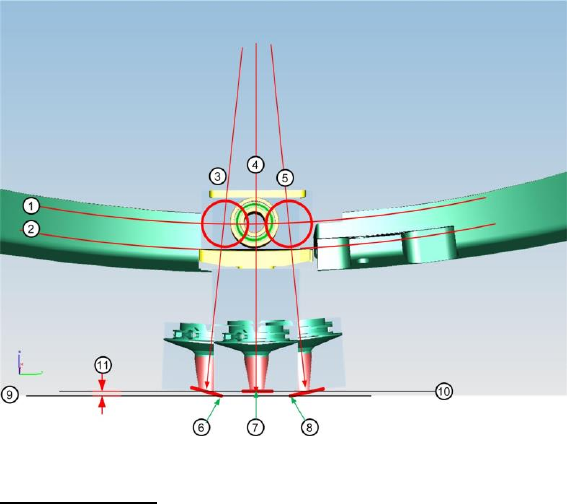
Figure 51: Function description component sensor calibration
Diagram legend:
1. Central line for driver bearing in jaws (slight radius)
2. Jaw bottom surface (slight radius to transition to raceway)
3. Central axis of driver bearing at jaw stop left
4. Central axis of driver bearing in center of jaws
5. Central axis of driver bearing at jaw stop right
6. Corner of nozzle surface, which interrupts component sensor when in jaw stop left position (9)
7. Nozzle tip which interrupts the component sensor in jaw center position (10). This is also
height 0, determined during the reference run and used as a reference point for determining
the Calibration value.
8. Corner of nozzle surface, which interrupts component sensor when in jaw stop left position (9)
9. This is a symbolic illustration of the component sensor beam when the component sensor is
interrupted in the position jaw stop left or jaw stop right. In reality, the component sensor beam
is always at a height of 10, the Z axis must therefore be pulled upwards (negative movement)
so that the corner of the nozzle surface does not yet interrupt the component sensor!
10. Component sensor beam
11. Calibration value
This is the change in Z height when the nozzle surface tilts over the diagonal line during star
rotation and triggers the component sensor "early".
SIPLACE Head Verification
User Manual Edition 01/2015
75
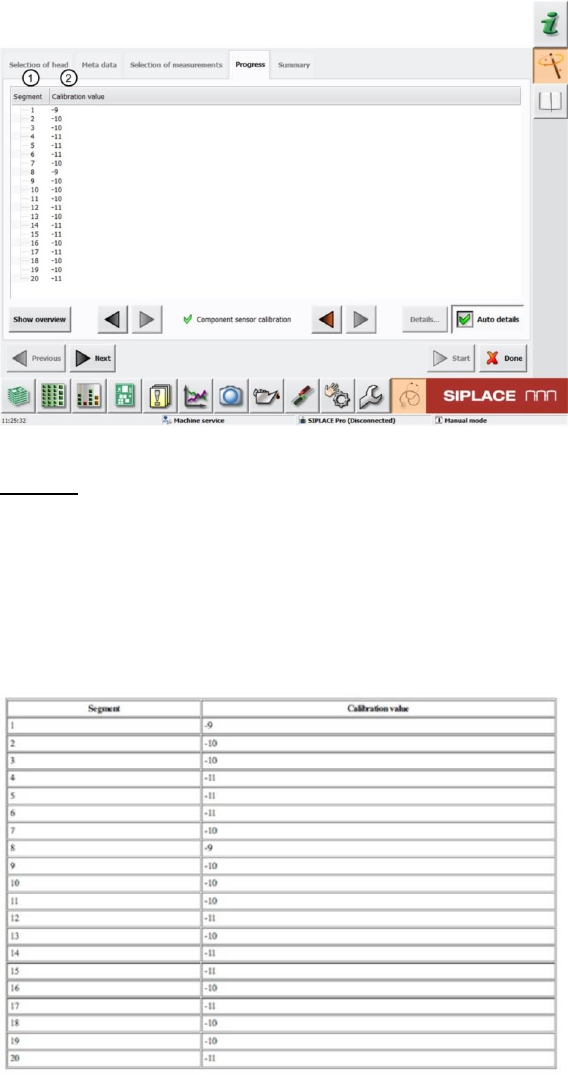
4.14.2 Explanation of Measurement Results in "Progress" Menu
After completion of the measurement, the following results appear in the "Progress2 menu:
Figure 52: Component sensor calibration result
Legend:
1. Segment measured
2. The Calibration value is calculated from the change in Z axis travel path during axis
overlapping (star axis - Z axis) and triggering of the component sensor.
4.14.3 Explanation of Measurement Results Using Results PDF
These results can be seen if you scroll down the "Summary" menu or generate a results PDF!
Figure 53: Results PDF component sensor calibration
See 6.14.2
SIPLACE Head Verification
User Manual Edition 01/2015
76
4.14.4 Meaning of the Results
Calibration value error at all segments:
1. Component sensor fitted at a slant Readjust component sensor
2. Component sensor lens defective Replace component sensor
3. Component sensor lens dirty Clean with isopropyl alcohol
4.15 "Segment Offset Up & Down" Measurement
The following tools are required for these measurements:
CPP: 12x nozzle type 2057 03070280-01 (calibration nozzle)
CP20P: 20x nozzle type 4235 03098748-01 (calibration nozzle)
CP20A: 20x nozzle type 1235 03015222-01 (calibration nozzle)
1x calibration component CPP 03010565-01
or
1x calibration component C&P20A/P 03034148-01
4.15.1 Explanation of Measurement – Procedure
The "Segment offset up & down" measurement checks the degree to which a segment is outside its
rotation axis. This eccentricity is known as the segment offset. The "segment offset up" describes the
rotation (offset) of the segment in docked state, meaning with the Z axis up. The "segment offset
down" describes the rotation of the segment in the bottom position. This position then illustrates the
eccentricity of the segment axis in the pickup or placement position, meaning the offset between the
component and PCB camera. This measurement is important and enables the machine to calculate
this displacement into the target positions during pickup and placement, thereby increasing the pickup
or placement accuracy.The "Segment offset up & down" measurement is performed for each segment,
in the top or bottom position and at four angles (0°, 90°, 180° and 270°), so that the exact rotation can
be determined and also so that the influence of the Z linear guide between the segment top and
segment bottom positions can be calculated into the equation.
The results of these measurements provide feedback about the following sources of errors:
1. Deformed segments
2. Defective Z linear guides of DP/segments
Measurement steps:
1. Firstly, the exact position of the calibration component in the bag is determined with the PCB
camera, as the actual position (the exact center and position), and is then adopted as the
pickup position. This center is determined using 4 points at the corners of the calibration
component.
2. Segment 1 now moves downwards at an angle of 0° and picks the calibration component up
from the pickup position determined (calibration component center).
3. Segment 1 is moved upwards again.
4. Segment 1 is rotated by the star over the component camera.
5. The component camera measures the four calibration component structure fiducials to
determine the exact position of the calibration component to the camera center, thereby
optically centering the calibration component.The offset values determined here are saved as
Up X [µm] and Up Y [µm]. This value now describes the eccentricity of the calibration
component to the camera center.This value provides the "Segment offset up" for segment 1 at
0°, as we can assume that segment 1 picked up the calibration component exactly in the
center.
The offset values determined are calculated into the following placement (putdown) of the
calibration component (calibration component bag) as correction values.
6. The star now rotates the segment with the calibration component back into the placement
position.