0197787-01_UM_HeadVerification_708_EN.pdf - 第67页
SIPLACE Head V erification User Manual Edition 01/2015 67 4.12.3 Ex planation of Measurement Results Using Results PDF These results can b e seen if you scroll down the "Sum mary" menu or generat e a results PD…

SIPLACE Head Verification
User Manual Edition 01/2015
66
Measurement steps:
Calibration nozzles are present at the segments
1. Head is moved over calibration component bag.
2. Segment 1 picks up calibration component.
3. Segment 1 is rotated by the star to the component camera.
4. Component camera determines the position and angle of the calibration component on the
nozzle
5. Segment 1 is rotated by 4° (4000°)
6. Component camera determines the position and angle of the calibration component on the
nozzle
7. The angle determined for the calibration component must be within a certain tolerance range,
which verifies the positioning accuracy of the DP axis!
4.12.2 Explanation of Measurement Results in "Progress" Menu
After completion of the measurement, the following results appear in the "Progress" menu:
Figure 45: DP rotation results
Legend:
1. Segment measured
2. Angle of calibration component on nozzle determined DP rotation angle after evaluation by
the component camera.
The values must be within a plausible tolerance range (in our case 3.800°..4.300°).
3. Results display (OK green tick / NOK red X)
4. This diagram shows the DP rotation angle (2) values for the segments.
Blue line DP rotation angle
Red lines Upper and lower thresholds (in our case 3.800°..4.300°)
Use the button to zoom in on the diagram.
5. Evaluation image for calibration component under the component camera
SIPLACE Head Verification
User Manual Edition 01/2015
67
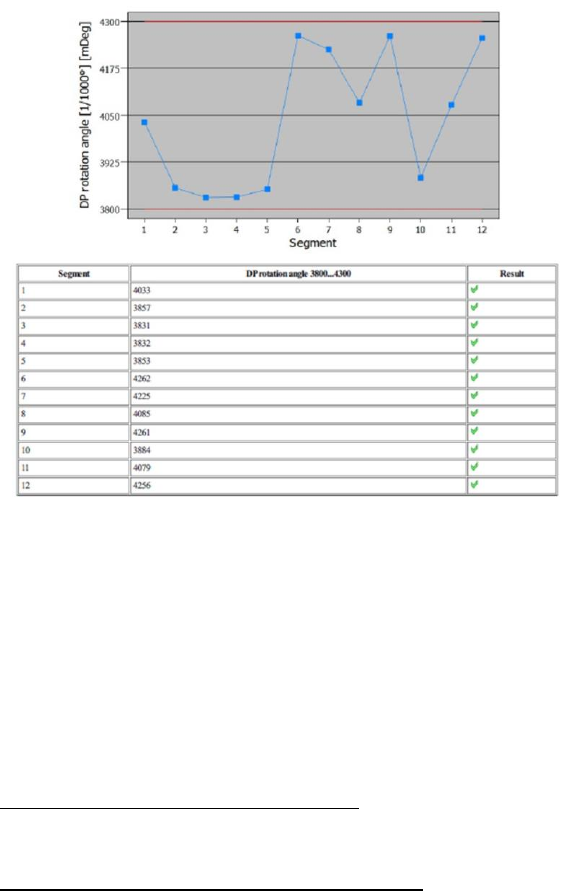
4.12.3 Explanation of Measurement Results Using Results PDF
These results can be seen if you scroll down the "Summary" menu or generate a results PDF!
Figure 46: Results PDF for DP rotation
As we can see in the results above, all rotary angles for the segments are OK. This means that all DPs
can reach the specified angle of 4.000° reliably and within the tolerance range.
This means also that, if a component needs to be corrected by a specific rotary angle after component
evaluation under the component camera, each segment will rotate reliably within the tolerance range
of this angle.
4.12.4 Meaning of the Results
DP rotation angle error at all segments:
1. Possible contamination of component camera Clean the lens or replace the component
camera
DP rotation angle error at individual segments:
1. DP does not rotate reliably Replace the DP / segment
2. Calibration component rotates on nozzle Nozzle dirty
Check nozzle seat
Check vacuum

SIPLACE Head Verification
User Manual Edition 01/2015
68
4.13 "ZDS Sensor Values" Measurement
The following tools are required for these measurements:
CP20P: 20x nozzle type 4069 03106244-01 (vacuum nozzle red, closed)
4.13.1 Explanation of Measurement – Procedure
The "ZDS sensor values" measurement determines the functionality of the Z-down light barrier and the
component sensor, in accordance with the rotary angles of the DP or segment.
Firstly, the reference run is applied to determine the brightness adjustment for the Z-down light barrier
(LED Gain). In relation to this, the voltage value is determined for the Z-down light barrier, which
provides a reference value (Sensor value [mV]) for the distance to the switching ring.
Additional measurements are performed to determine the Z-down light barrier voltage values when the
switching ring issues the Z axis end position signal during placement (Spring resp. low [mV]) and
also when the Z axis makes contact at full force (Spring resp. high [mV]), corresponding to a
complete compression of the segment spring.
In further tests, the rotary axis of the DP / segment is rotated by a full rotation (360°). During this, the
Z-down light barrier voltage values are constantly recorded and an image recorded of the distance
from the Z-down light barrier to the switching ring. The changes in voltage are measured in steps of
5°, to prove a relatively even fluctuation. The entire change in voltage is also determined over the
complete 360°.
As this measurement is performed in the component sensor area, the changes in nozzle tip length can
be measured across the entire 360°. These changes in length are recorded in steps of 5° and must
remain within a certain range.
The results of these measurements provide feedback about the following sources of errors:
1. Swaying switching rings
2. Dirty switching rings
3. Defective Z-down light barrier
4. Defective segment spring
Measurement steps:
1. Firstly, a height reference run is performed with the nozzle 4069.
2. Then a brightness adjustment for the Z-down light barrier LED is performed. This involves the
star rotating each segment into the placement position and switching the Z-down light
barrier.The voltage value determined at the segment setting 0° provides the value Sensor
Value [mV] which illustrates the distance between the Z-down light barrier and the DP
switching ring. The LED gain value is also determined. This is the brightness adjustment for
the LED in the Z-down light barrier, which returns during light barrier referencing. There is a
relationship between the brightness LED gain (transmitter) and the Sensor Value [mV]
(receiver), which shows the basic functionality of the Z-down light barrier.
This is performed separately for all segments.
3. Then segment 1 is moved downwards by the Z axis, with a segment setting of DP 0°.
For this, the Z axis is moved downwards to the height reference run position, using the travel
profile TP13 [TP13 NOZZLE CHANGER DOWN]. As soon as the DP switching ring has
triggered the Z-down light barrier, the voltage value for the Z-down light barrier Spring resp.
low [mV] is determined. The axis moves downwards at full force, until the current sensor of
the Z axis issues the end position signal. The segment spring is now fully compressed. The
voltage value for the Z-down light barrier Spring resp. high [mV] is now determined
again.This measurement is used to provide information about the switching ring and the linear
guide of the segment.
This is then performed separately for all segments.
4. Segment 1 is rotated into the placement position.
5. Segment 1 is rotated by 360° (step size 1°).