JUKI_FX-3R_MAINTE_CH.pdf - 第265页
维修调整要领书 15 -9 安装有固定电动台架时 1 ) 请在机身底盖 (护罩 FB_A ) 上安装底部排出导向器 ( EO ), 与切带机底座开口部之 Y 方向 的空隙要调整到 0 ~ 0.5mm ,与切带机底座底面之 Z 方向的空隙要调整到 0 ~ 0.3mm 。 ※ 调整余量不足时,请松开护罩 FB_A /护罩 FB_ B 的装配螺丝进行调整。 2 ) 请把底盖角铁安装到切带机底座底面上。 3 ) 请把底部排出盖板 ( EO )装…
维修调整要领书
15-8
15-2-1.
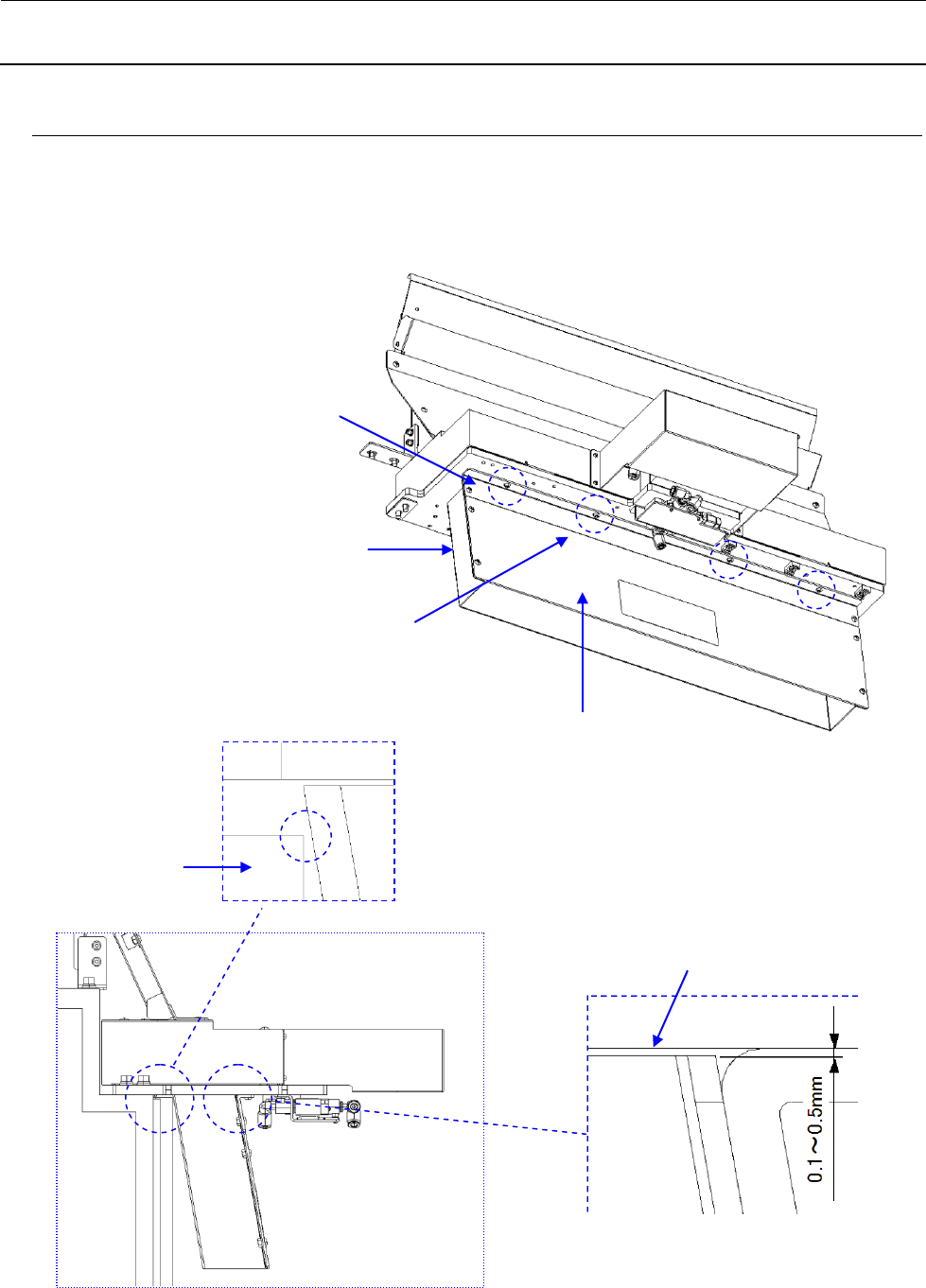
下部排出导板的装配调整
1) 请把底盖角铁装到切带机底座底面上,底部排出导向器与切带机底座底面之 Z 方向的空隙要调整
到 0.1~0.5mm。同时,请确认不与护罩 FB_A 相干渉。
※ 调整余量不足时,请松开护罩 FB_A/护罩 FB_B 的装配螺丝进行调整。
图 15-2-6 下部排出导板的调整
40095334 底盖角铁
40095335 底部排出盖板A
40095333 底部排出导向器
SM3040652TN 圆头螺丝 M4 L=6
不要相互干渉
护罩FB_A
(机身底盖)
切带机底座底面
维修调整要领书
15-9
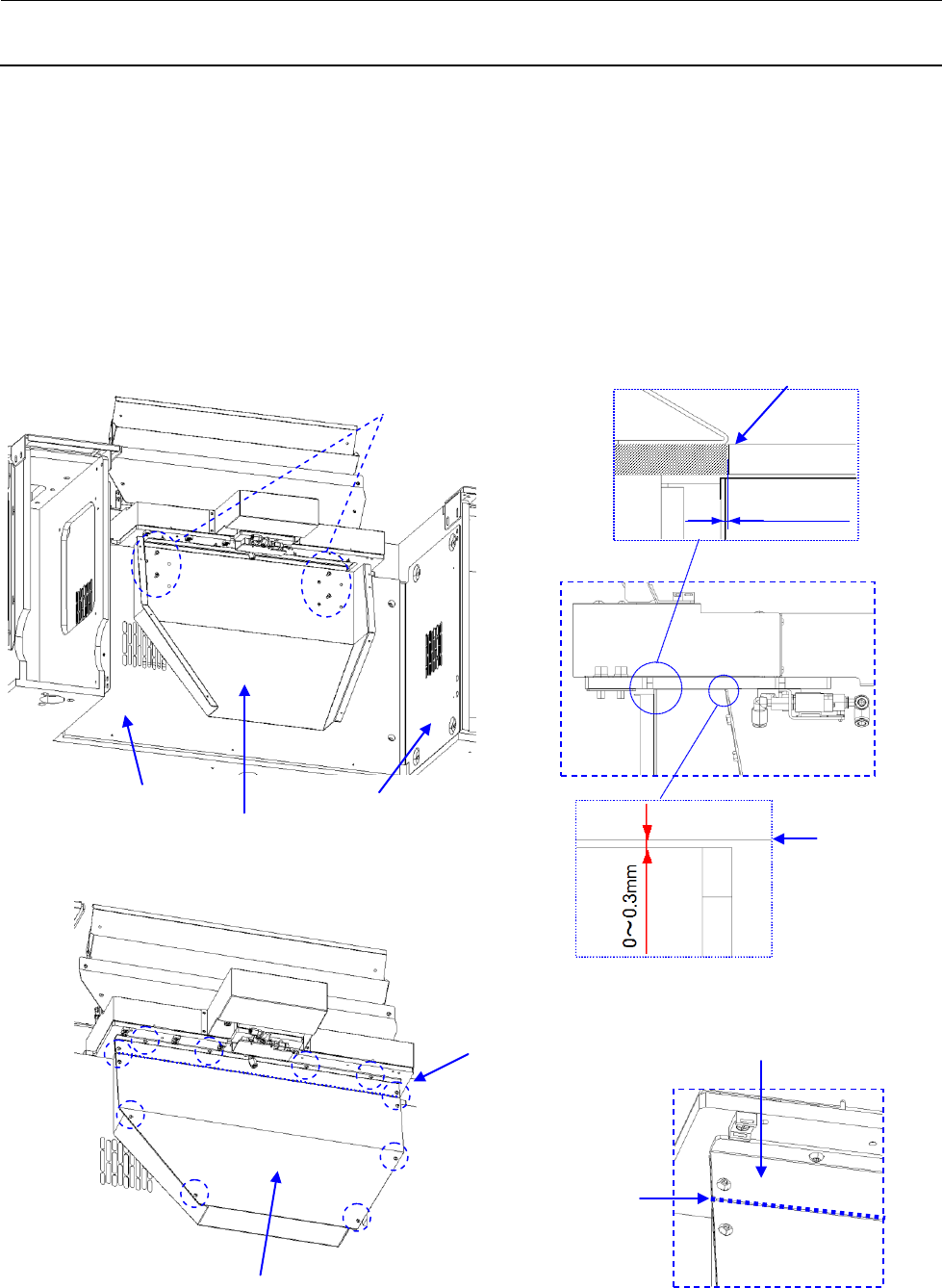
安装有固定电动台架时
1) 请在机身底盖(护罩 FB_A)上安装底部排出导向器(EO),与切带机底座开口部之 Y 方向
的空隙要调整到 0~0.5mm,与切带机底座底面之 Z 方向的空隙要调整到 0~0.3mm。
※ 调整余量不足时,请松开护罩 FB_A/护罩 FB_B 的装配螺丝进行调整。
2) 请把底盖角铁安装到切带机底座底面上。
3) 请把底部排出盖板(EO)装配到底部排出导向器(EO)及底盖角铁上。并且,与底盖角铁
的空隙要调整到 0.15~0.2mm。
图 15-2-7 下部排出导板的调整(固定电动台架)
切带机
底座底面
0~0.5mm
40095360 底部排出导向器(EO)
SM3051052TN
圆头螺丝 M5 L=10
护罩FB_B
护罩FB_A
切带机底座开口部截面
SM3051052TN
圆头螺丝 M5 L=10
40095361 底部排出盖板(EO)
40095334 底盖角铁
间隙:0.15~0.2mm
维修调整要领书
15-10
15-3.
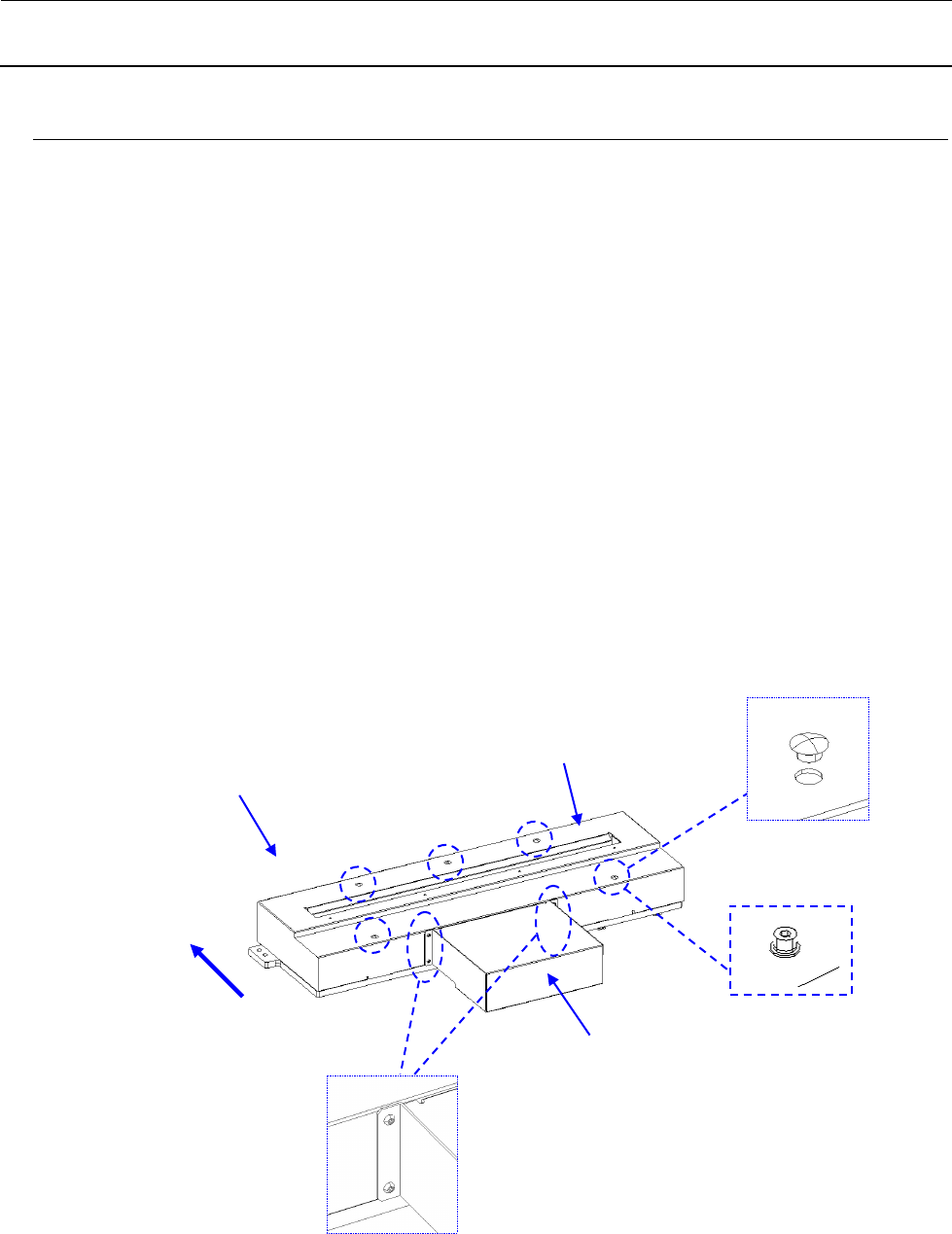
切带机活动刀刃(下刀片)的更换
※ 更换活动刀刃时,请将切带机机身从 FX-3R 主机上卸下,在此状态下进行。
※ 更换切带机刀刃时,请用防割手套等对手进行保护。
1) 请拆下气缸护罩。
2) 请拆下安装在切带机护罩上面的止动销。
3) 请松开护罩安装螺丝(8mm 左右),滑动护罩并拆下。
4) 请拆下将活动刀刃安装在直线导轨上的螺丝以及将气缸安装在基座上的螺丝,把活动刀刃从切带
机基座上卸下。
5) 请拆下将活动刀刃安装在联接条上的螺丝,进行活动刀刃的更换。
6) 请将下刀片 L、R 在中央对齐,紧顶住联接条组装。定位螺丝要脱脂并涂敷 LOCTITE 粘结剂 277。
7) 上护带器要靠向气缸侧组装。
8) 安装时请按相反的操作顺序进行。安装时,气缸的定位螺丝要脱脂后涂敷 LOCTITE 粘结剂 277。
固定好气缸后,请把活动刀刃推到头,确认在此状态下活动刀刃与上刀片支架底座的空隙可确保
达 0.1mm 以上。
9) 更换活动刀刃后,请加注润滑脂(壳牌爱万利润滑脂)。关于润滑脂的涂敷部位及涂敷方法,请
参看 15-5.加注润滑脂。
图 15-3-1 气缸护罩、切带机护罩的拆卸
切带机机身
TA0750404R0
止动销 D=7.5 L=3.5
护罩滑动方向
40084682
切带机护罩
SM3030552TN
圆头螺丝 M3 L=5
40084695
气缸护罩
SL6041292TN
带垫片内六角螺栓
M4 L=12