3_AVS_V2_MFU_BA-intern_DE_07-2019.pdf - 第106页
ASM AVS - B EDIENUNGSANLEITUNG S EITE 106 VON 182 • Wenn kein USC vorhanden ist beacht en Sie die Einst ellungen aus folgender Tabell e Parameter Recommended Settin g Parameter Recommended Settin g FRONT PRINT SP EED 25m…
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 105 VON 182
Zusätzlich zu den obigen Parametern müssen am Drucker folgende Einstellungen überprüft wer-
den:
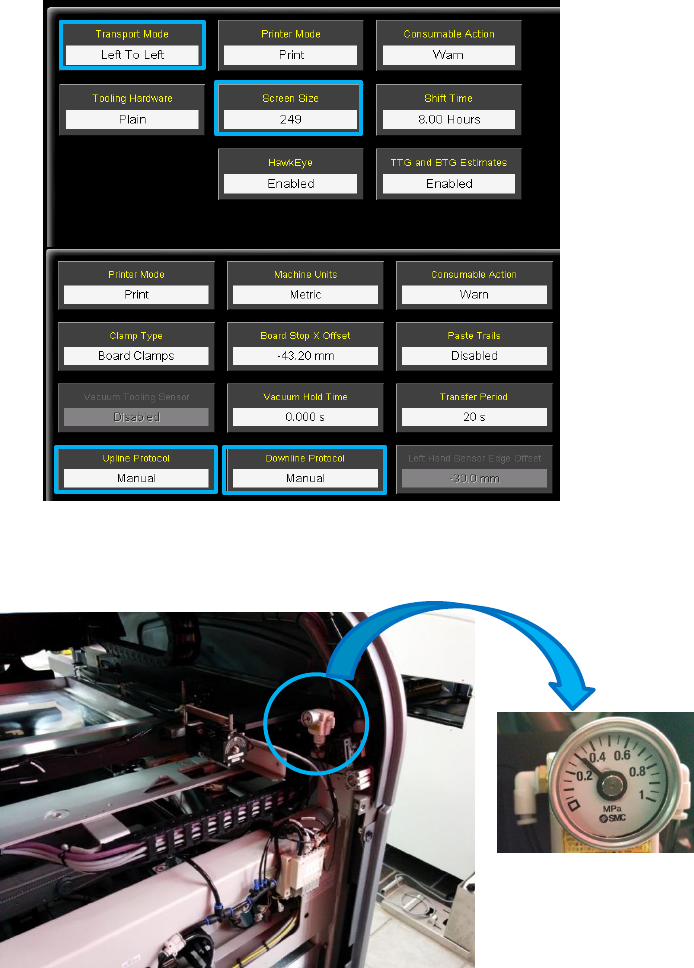
• Maintenance / Machine Setup / Transport Mode – Left to Left
• Maintenance / Machine Setup/ Screen Size - ensure set correctly (typically 249)
• Maintenance / Machine Setup / Basics /Upline and Downline – Manual
• Druck der Rahmen-Klemmung (Chase Clamp pressure) auf 0.35MPa (3,5 bar) setzen – dies
muss am Regler in der Maschine hinten links eingestellt werden.
• Stellen Sie sicher, dass ausreichend Reinigungsstoff auf der Rolle verfügbar ist.
Für die MFU wird ca. 1m gebraucht.
• Wenn ein blaues USC verwendet wird, dann stellen Sie es auf "Dry / Dry every board".
• Bei Verwendung eines Cyclone Reinigers sicherstellen, dass "Dry / Dry with Oscillate" einge-
stellt ist.
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 106 VON 182
• Wenn kein USC vorhanden ist beachten Sie die Einstellungen aus folgender Tabelle
Parameter
Recommended Setting
Parameter
Recommended Setting
FRONT PRINT SPEED
25mms
-1
CHASE CLAMP PRESSURE
3 - 4 bar (nominal 3.5 bar)
REAR PRINT SPEED
25mms
-1
CLEAN REGIME
Double Dry Oscillate
PRINT FRONT LIMIT
40.0000 mm
CLEAN SPEED
Default
PRINT REAR LIMIT
40.0000 mm
STENCIL
FG Stainless 100µm
FRONT PRINT FORCE
39.24N (4.00 kg setting)
STENCIL FRAME
HTVG
FRONT PRINT FORCE
39.24N (4.00 kg setting)
PRINT MEDIA
Loctite 3616
SNUG FORCE
40N
SQA Width
250mm
BOARD CLAMP PRESSURE
3 bar
SQA Overhang
25mm
PRINT GAP
0.00mm
SQA Material
Stainless
SEPARATION SPEED
1.0000 mm/s
SQA Angle
60 degree
SEPARATION DISTANCE
3.0000 mm
Kleber aufbringen
Platzieren Sie die Schablone im Drucker mit dem Etikette (Serien-Nr., Barcode) vorne links.
Stellen Sie sicher, dass der Kleber mindestens 8 Stunden vor den Tests aus dem Kühlschrank ge-
nommen wird und so an die Umgebungstemperatur angepasst wurde.
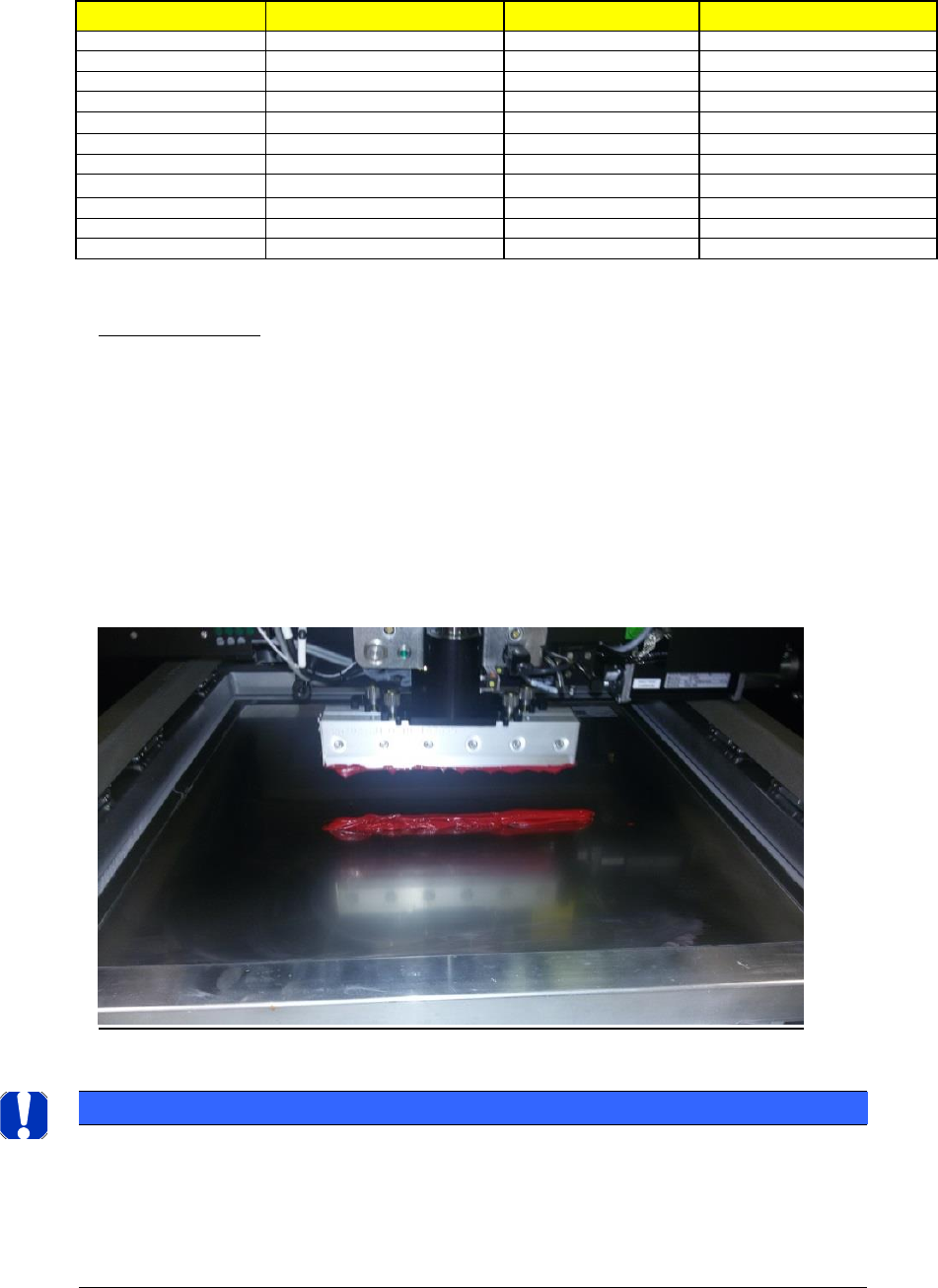
Bringen Sie nun eine Wurst des Klebers (Druck Material) auf die Schablone auf, direkt vor der
ersten Lochreihe, mit einem ungefähren Durchmesser von 15mm (siehe Bild unten).
Stellen Sie sicher, dass der erste Druck “Front to Back“ ausgeführt wird.
HINWEIS / NOTICE
Vorschlag für Schablone und Kleber
Wir schlagen die Verwendung einer Schablone mit 800µm Kreis-Applikationen, oder mit 1mm Quadraten
vor.
Als Paste empfehlen wir den Kleber LOCTITE 3616 rot, verfügbar in 400ml Kartuschen, die in eine Silikon-
Spritze aus dem Baumarkt eingespannt werden kann.
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 107 VON 182
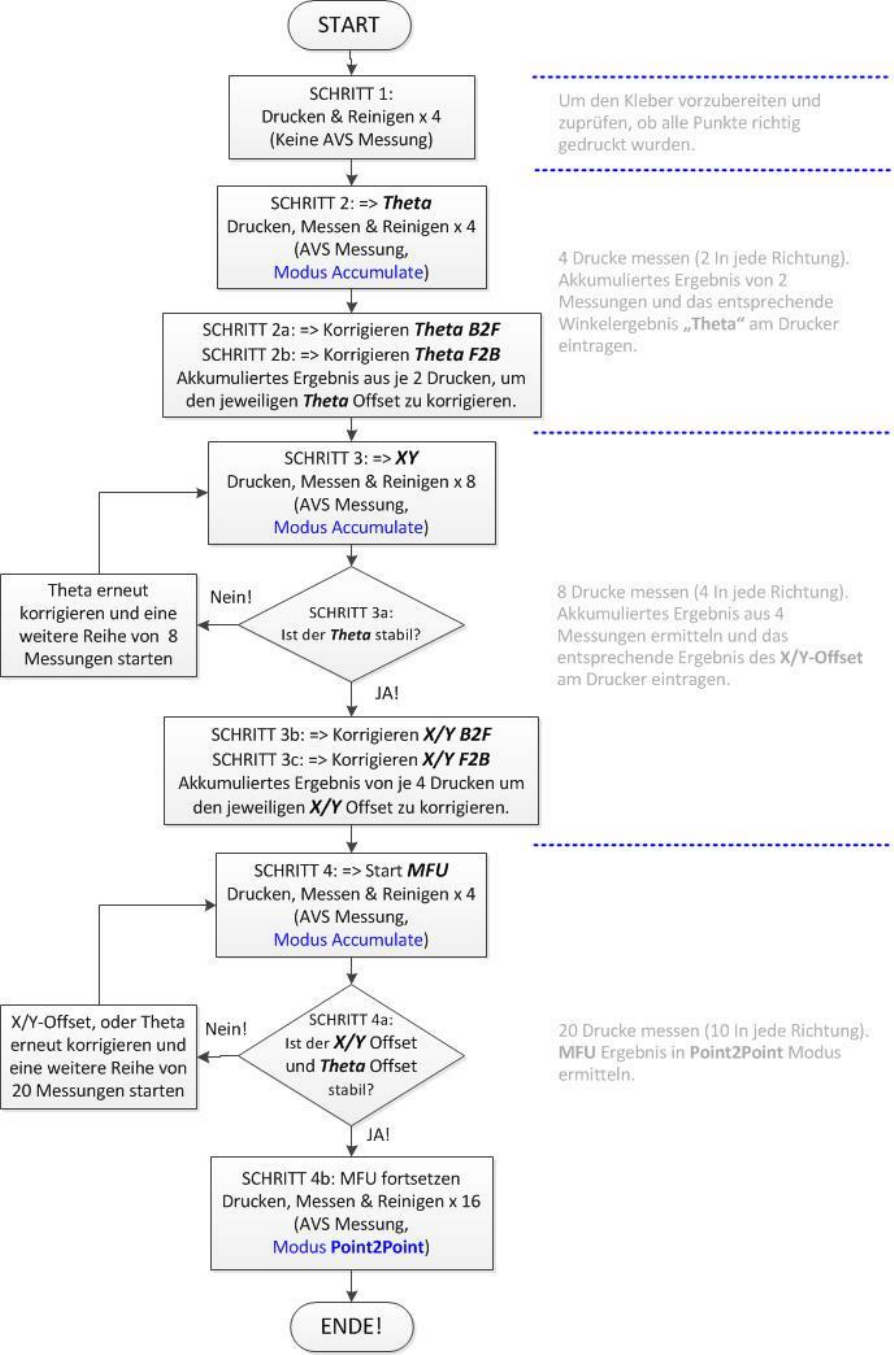
Ablauf Drucker MFU (Flowchart)