3_AVS_V2_MFU_BA-intern_DE_07-2019.pdf - 第177页
ASM AVS - B EDIENUNGSANLEITUNG S EITE 177 VON 182 Erl äut eru nge n z ur I nt erpr et atio n d er G raf ik Einz elw ert e -Da rst ellu ng: Bei der Bewertung der Graf ik ist erst mal darau f zu achten, ob eine Normal v er…
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 176 VON 182
• Vergleich von versch. Maschinenspezifikationen
Bei der Spezifikation von Siplace Maschinen werden meist 4 Sigma verwendet. Andere
Hersteller benutzen oft 3 Sigma für die Angabe Ihrer Spezifikation.
Manche Kunden verlangen die Berechnung nach einer 5 Sigma Spec. und generell ist
dabei ein Trend zu 5 Sigma, bzw. 6 Sigma Angaben zu sehen.
Um die verschiedenen Angaben miteinander zu Vergleichen muss folgendes beachtet
werden.
Wird die Angabe der Ergebnisse mit 5, oder 6 Sigma verlangt, so muss prinzipiell erst
geklärt werden, ob diese Änderung einer Verschärfung der standardmäßigen Angabe der
Spezifikation sein soll, oder ob die Bewertung auf Basis 5, oder 6 Sigma äquvalent zur
Standard Angabe von 4 Sigma erfolgen soll.
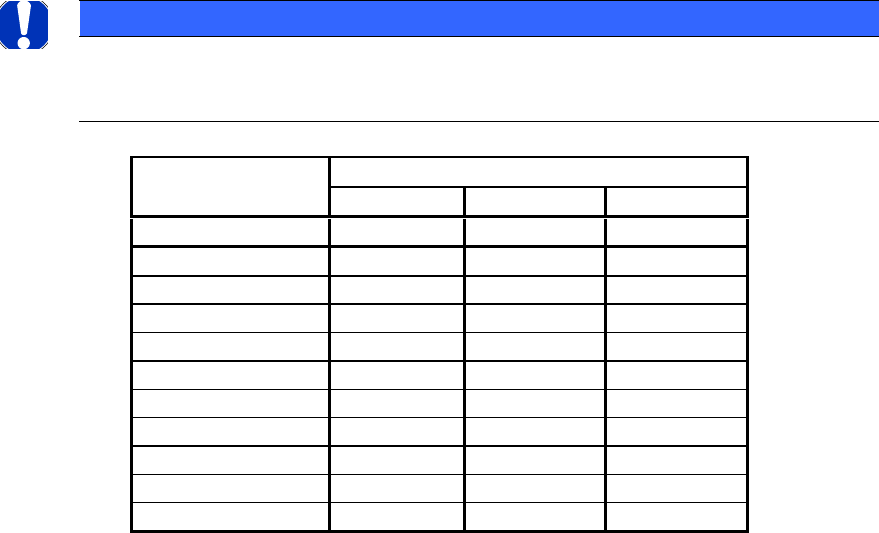
Sehen Sie dazu die nachfolgende Tabelle.
HINWEIS / NOTICE
Sigma-Angaben dürfen nicht einfach ausgetauscht werden.
Die Spezifikationsgrenzen müssen dazu evtl. angepasst werden.
Will man also von einer Spezifikation 90µm / 4 Sigma auf eine äquivalente Angabe
bezogen auf 5 Sigma gelangen, so gilt:
±90µm / 4 = 22,5µm (1σ) => 22,5*5 = ±112,5 (~±113µm).
D.h., eine äquivalente 5σ Spec. zu ±90µm / 4σ, liegt bei ±113µm.
Falls also die Angabe von 5σ bei gleichbleibenden Limit’s gefordert wird, muss darauf
hingewiesen werden, dass die Maschine also um ±23µm besser sein soll, als bei der
Standard Spezifikation.
4 Sigma
(Siplace Standard)
äquivalente Werte für…
3 Sigma
5 Sigma
6 Sigma
in µm
in µm
in µm
in µm
120
90
150
180
90
68
113
135
80
60
100
120
70
53
88
105
60
45
75
90
50
38
63
75
40
30
50
60
30
23
38
45
20
15
25
30
15
11
19
23
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 177 VON 182
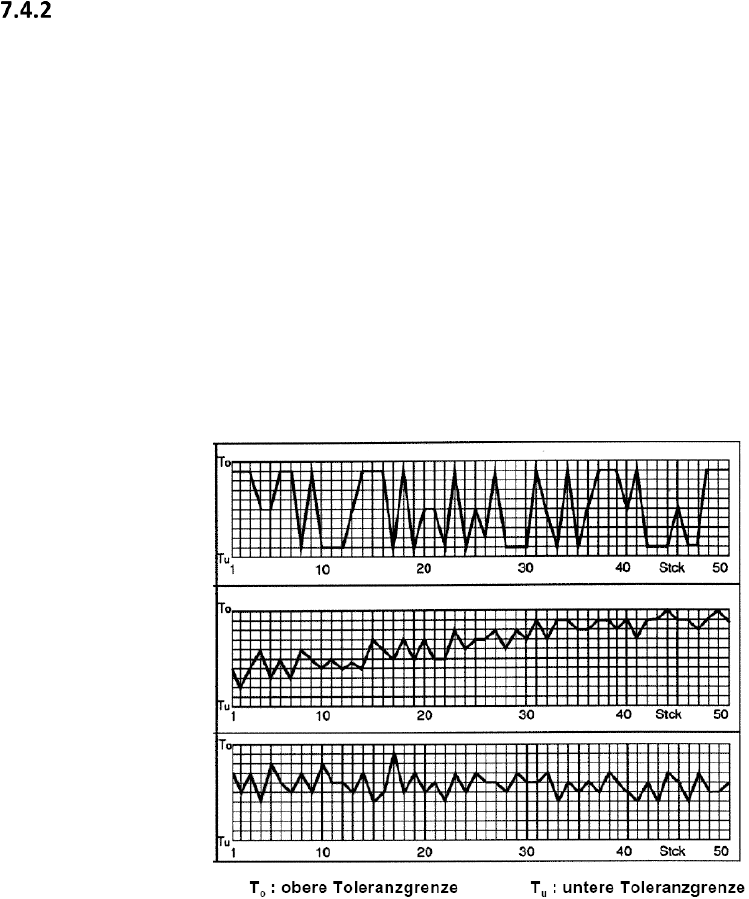
Erläuterungen zur Interpretation der Grafik Einzelwerte-Darstellung:
Bei der Bewertung der Grafik ist erst mal darauf zu achten,
ob eine Normalverteilung vorliegt.
(1) Normalverteilung ?
a) chaotischer Verlauf:
Die Messwerte springen chaotisch zwischen wenigen Werten hin und her.
D.h. die Einzelwerte sind nicht normalverteilt. Die Maschine gilt als nicht fähig.
b) Normalverteilung mit Trend:
Die Messwerte folgen einem Trend, der auf systematische Einflüsse auf den Prozess hin-
deutet. Der Prozess muss z.B. durch Mapping noch stabilisiert werden.
c) Normalverteilung ohne Trend:
Die Messwerte streuen zufällig um einen konstanten Mittelwert, so dass die Messwerte
statistisch ausgewertet und die Maschinenfähigkeitsindizes ermittelt werden können.
a)
b)
c)
ASM AVS - BEDIENUNGSANLEITUNG
SEITE 178 VON 182
HINWEIS / NOTICE
Die Reihenfolge der Messung spiegelt sich zu 100% in der Grafik »Einzelwertdiagramm« wieder. Achten Sie
daher bei der Interpretation der Grafik auf die Messreihenfolge!
Siehe auch 5.3.5.3.8 Meßablauf (Reihenfolge) einstellen.
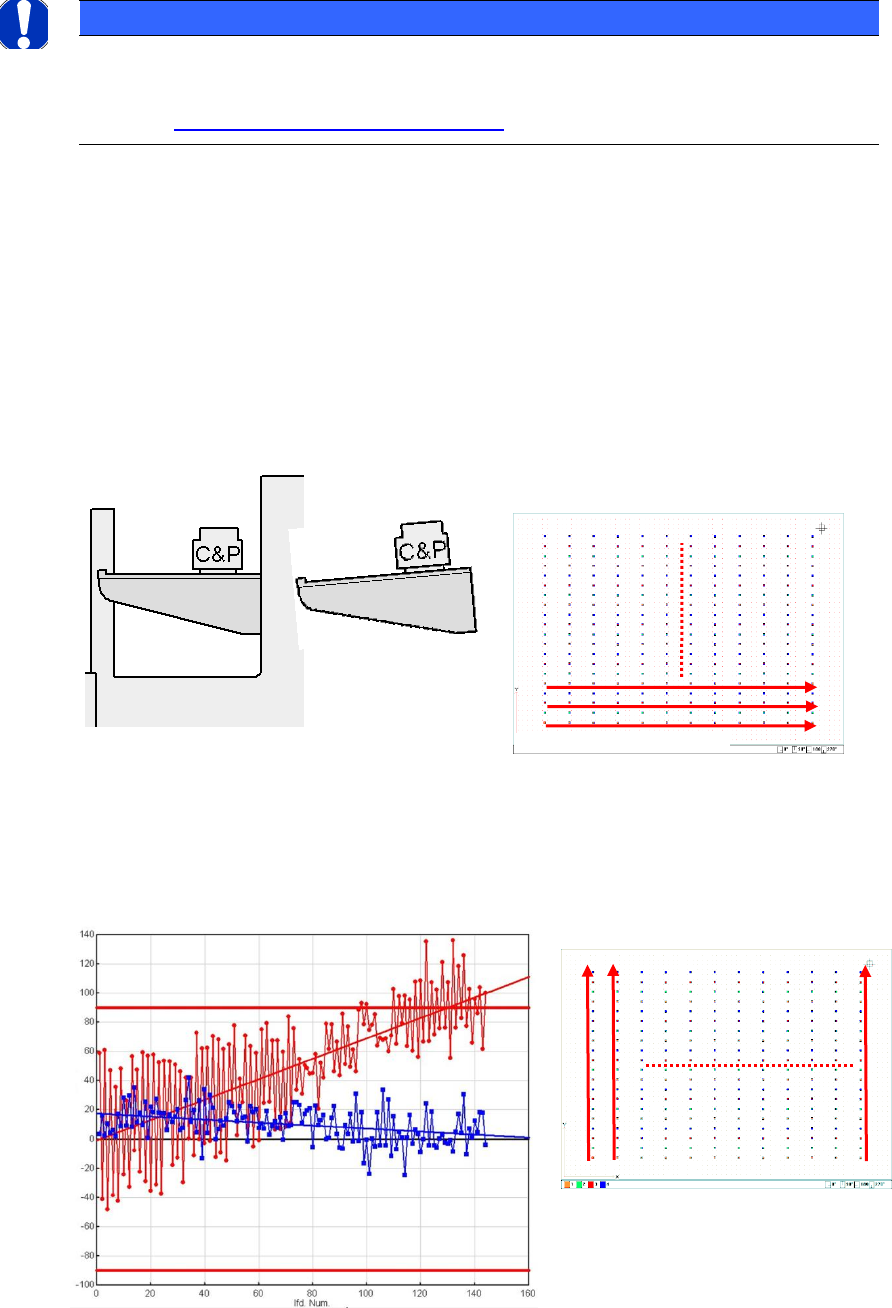
(2) Trend (Verlauf) Mapping?
Speziell bei der Interpretation von Trends muss auf den Zusammenhang zwischen Bestück
Reihenfolge und Messreihenfolge geachtet werden.
Annahmen:
Portal ist in Y Richtung schräggestellt.
Der Kopf hat in X-Richtung über den Stern abgerollt. Wenn man also die Platte von oben
betrachtet, wurden die Bauteile mit einem Kopfzyklus von links nach rechts bestückt.
Der nächste Kopfzyklus schließt sich nach oben an.
Wurde die Messung spaltenweise und ohne Richtungswechsel durchgeführt, sieht das Er-
gebnis wie folgt aus.
Portalverzug
Bestückreihenfolge
Messreihenfolge