RS-1_维修调整要领书.pdf - 第177页
维修调整要领书 垫隙片插入位置如下 。 一共要在 5 个部位插入,其中 A 有 2 处, B 有 2 处, C 有 1 处。 A 的垫隙片请添加在 距切带机刀刃端面 100mm 的位 置上 , 顶紧切带机刀刃 的固定螺丝进行 定位。 ( 反向侧也要进 行相同的作业 ) B 的垫隙片与 A 相反,请添加在距切 带机刀刃端面 10mm 的位置上, 顶紧 切带机 刀刃的固 定螺丝进行定位。 100 mm A B 10 mm 以螺丝为基准顶紧 …
维修调整要领书
(4) 上刀片组件的刀片表面的保护胶带(如:包装胶带)粘贴,组装安装台。
固定螺丝(带垫圈的六角凹头螺栓 M4 L=30)
(5) 下刀片的刀片表面的保护胶带(如:包装胶带)粘贴,组装左和右的下刀刃。
固定螺丝(带垫圈的六角凹头螺栓 M5 L =12)
(6) 剥下齿面的保护带,来测量在上一步的方法的间隙。
间隙 0.10mm(0.09mm 通,0.10mm 不通过),否则,请调整边缘台粘贴的垫片。
15) 间隙调整结束后,进行一次切割检查。
作为切割检查的方法,可使用纸张(复印纸)检查,要做到切口上不留切割残余。
出现切割不良时,请执行“可动刀刃的预压调整”之后的工序。
16) 进行可动刀刃的预压调整。
调整时请确认以下各点。
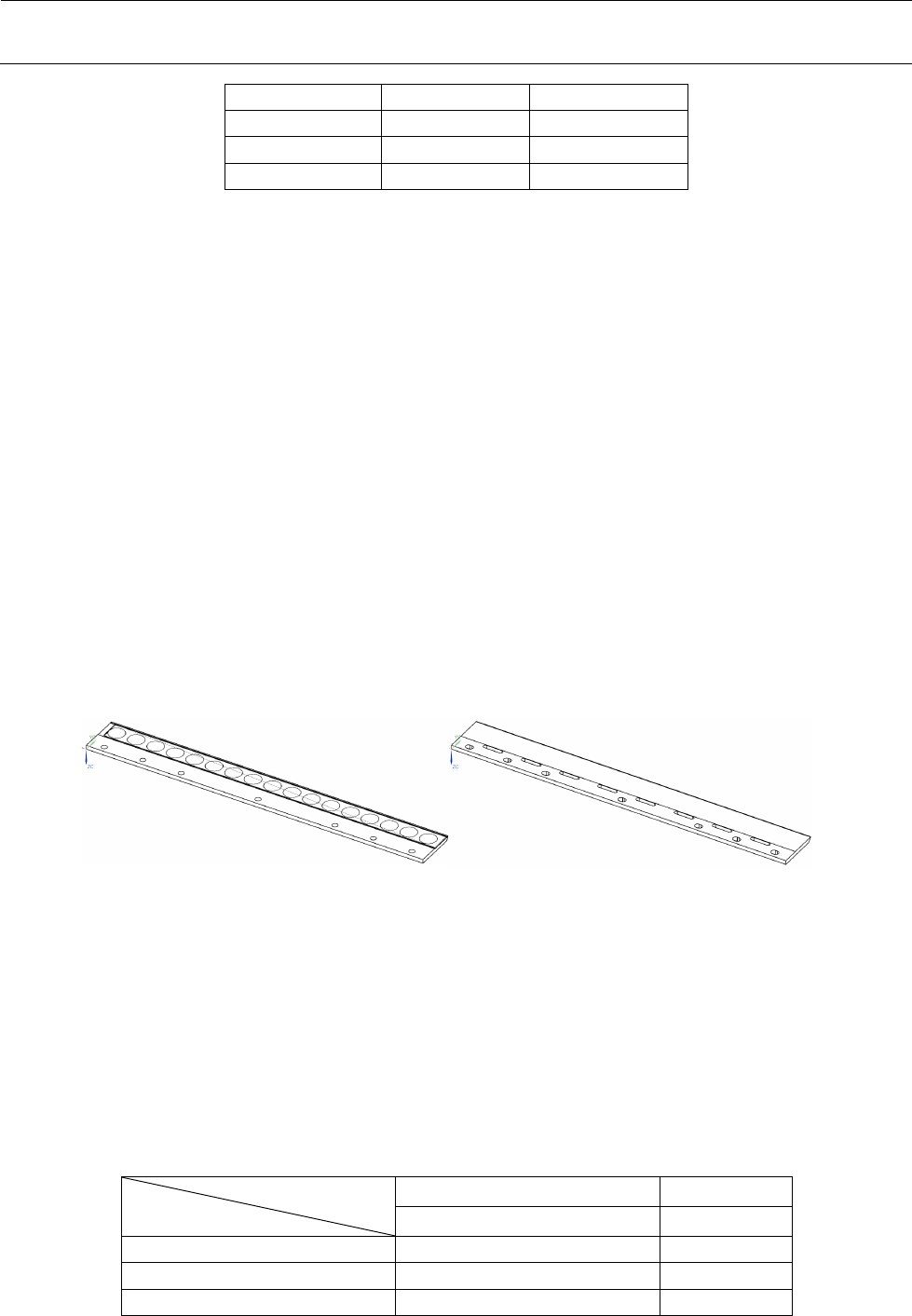
① 确认切带机刀刃的种类。
a) 40182493「LOWER_EDGE」 b) 40189727「LOWER_EDGE」
a) 如果是 a),切带机刀刃的上面粘接着垫隙片。
b) 如果是 b),没有垫隙片,是单单的切带机刀刃。
② 用垫隙片进行预压调整的方法
请在以下部位添加垫隙片。垫隙片的添加量根据切带机刀刃的种类而不同。
请在表中所示的部位上,按照指示的插入量来添加垫隙片。添 加 的 垫隙片要使用与第 14)
道工序中使用的垫隙片相同。
※用上述的垫隙片数量不能改善切割不良时,请检查第 14)道工序。
40186289 SHIM_B_T20 t=0.02mm
40186290 SHIM_B_T40 t=0.04mm
40186291 SHIM_B_T100 t=0.10mm
40186292 SHIM_B_T200 t=0.20mm
切带机刀刃的种类
垫隙片插入位置
a) b)
40182493 40189727
A 0.14mm(0.1mm+0.04mm) 0.1mm
B 0.3mm 0.2mm
C 0.1mm 0.1mm
9-7
维修调整要领书
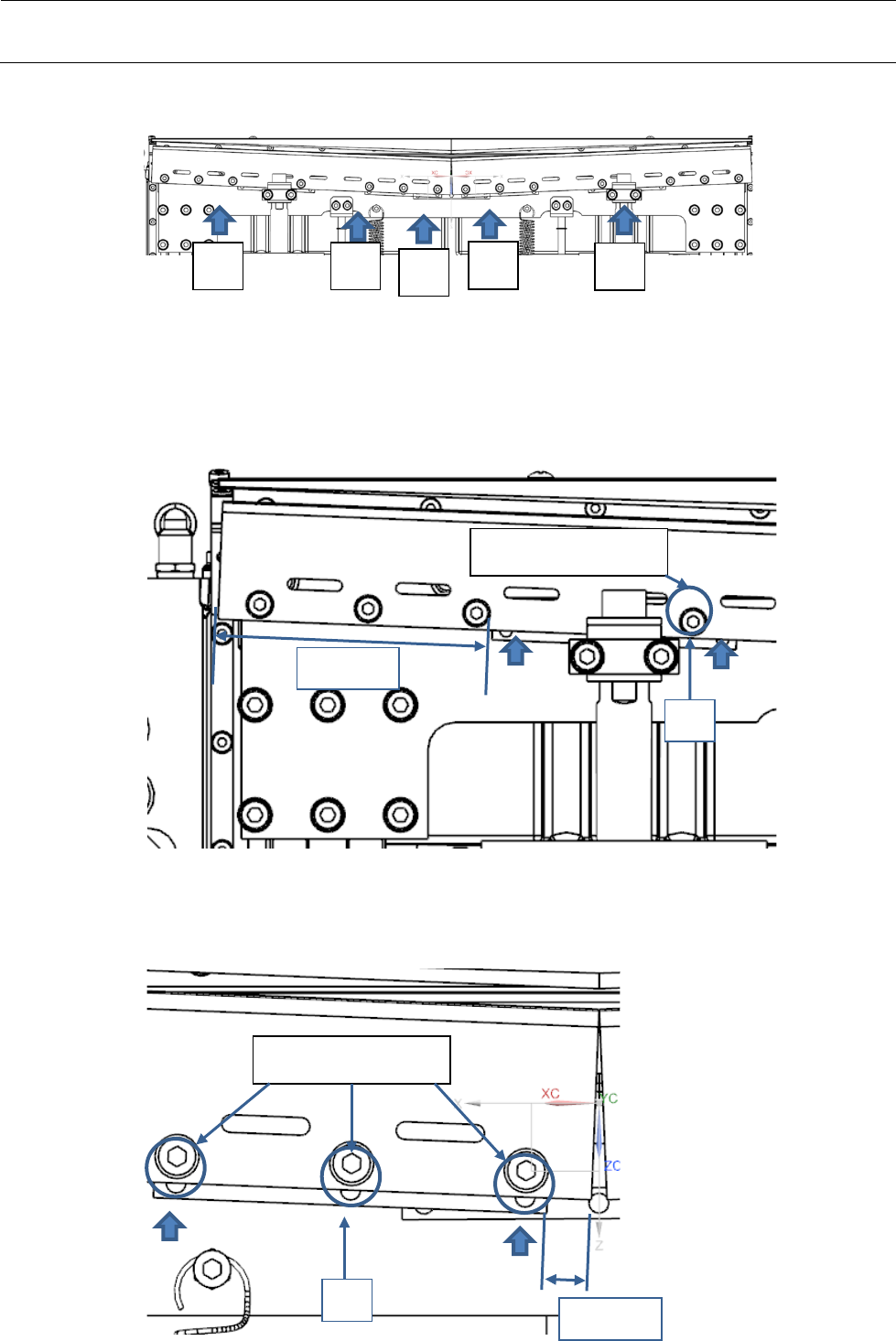
垫隙片插入位置如下。
一共要在 5 个部位插入,其中 A 有 2 处,B 有 2 处,C 有 1 处。
A 的垫隙片请添加在距切带机刀刃端面 100mm 的位置上,顶紧切带机刀刃的固定螺丝进行
定位。(反向侧也要进行相同的作业)
B 的垫隙片与 A 相反,请添加在距切带机刀刃端面 10mm 的位置上,顶紧切带机刀刃的固
定螺丝进行定位。
100mm
A
B
10mm
以螺丝为基准顶紧
付
以螺丝为基准顶紧
A
A B
C
B
9-8
维修调整要领书
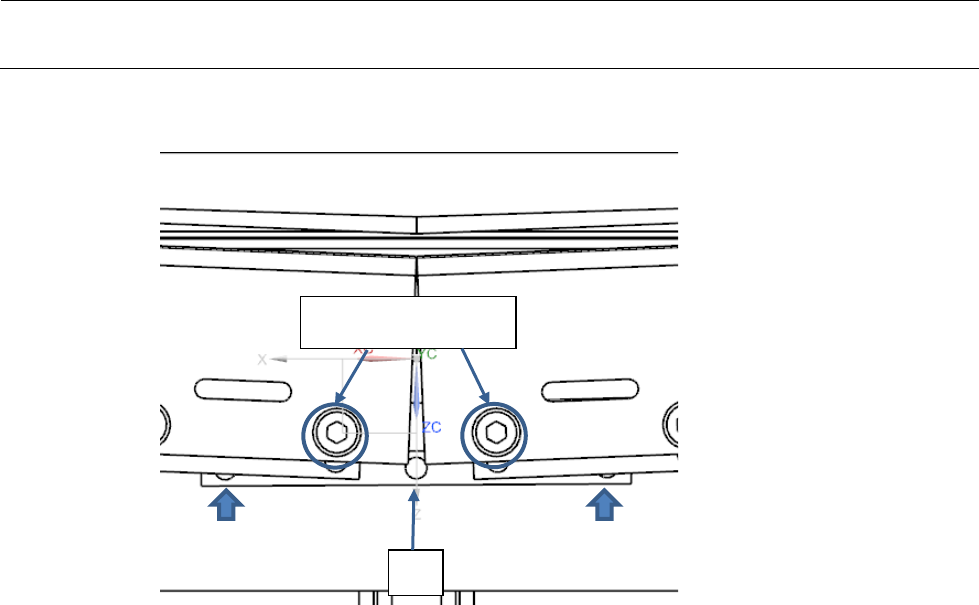
C 的垫隙片请添加在左右切带机刀刃的中央,顶紧切带机刀刃的固定螺丝予以定位。
进行垫隙片的添加作业时,请注意左右的切带机刀刃不要产生高低差。
17) 请再次进行切割检查。
如发生切割不良时,请回到第 16)道工序进行垫隙片块数和位置的核对。
切割不良时的核对项目如下。
1. 请确认垫隙片的块数是正确的。
如垫隙片的块数有错,左右切带机刀刃的上表面发生偏离,导致切割不良。
请确认垫隙片的块数,放入正确的数量。
2. 请确认垫隙片的位置是正确的。
如垫隙片的位置有错,左右切带机刀刃的上表面发生偏离,导致切割不良。
请确认垫隙片确实与基准顶紧,添加在正确的位置上。
18) 切割检查结束后,装配好下刀刃护罩、切带机护罩、PCB 护罩,确认所有护罩已经组装,再连接
第 2)道工序中拆下的空气配管。
19) 请向装置主体供给空气,启动。
C
以螺丝为基准顶紧
9-9