OM-1832-002w_SL.pdf - 第97页
6.3 参考テーピング寸法 6.3.1 参考テーピング寸法(8mm 紙) 角穴パンチキャリア形テーピング角穴パンチキャリア形テーピング Fig.F1角穴ピッチ (2mm)Fig.F2角穴ピッチ (4mm) 角穴パンチキャリア形テーピング P 2 P 1 T 2 T A 0 B 0 P 0 φ D 0 (送り穴) 引出し方向 部品をテーピングした状態 カバーテープ E F…
6.2テープローディング時間とテープ自動入れ替え時間
6.2 テープローディング時間とテープ自動入れ替え時間
Table F2
No 項目 仕様 内容
1 テープローディング時間 約6秒
テープ先端をフィーダ所定位置にセット後のローディング
動作開始から、吸着位置へのテープ送りが完了するまでの
所要時間
※テープの種類や送りピッチの違いにより、所要時間は多
少異なります。
2 テープ自動入替時間 約8秒
生産運転中に先行テープが部品切れとなり、後続補給済み
テープとの自動入替えに要する時間
※部品切れとなった先行テープの排出時間を含みます。
ノート
テープ切り替わり動作中は、当該レーンからの吸着ができません。
このため、フィーダオルタネート機能や、後回しリカバリ機能の併用を
推奨します。
後回しリカバリ機能は、テープ切り替わり動作で吸着ができない間、待
機させずに、当該レーン部品の吸着をスキップして、他の部品装着を継
続する運転です。
SL フィーダは通常フィーダと違い、後続補給テープがセットされている
場合には、部品切れ発生後、自動的に後続テープとの切り替わりが行わ
れるため、一時的にスキップした部品を最後に装着して、生産をそのま
ま継続します。
1407-001
OM-1832
6-2
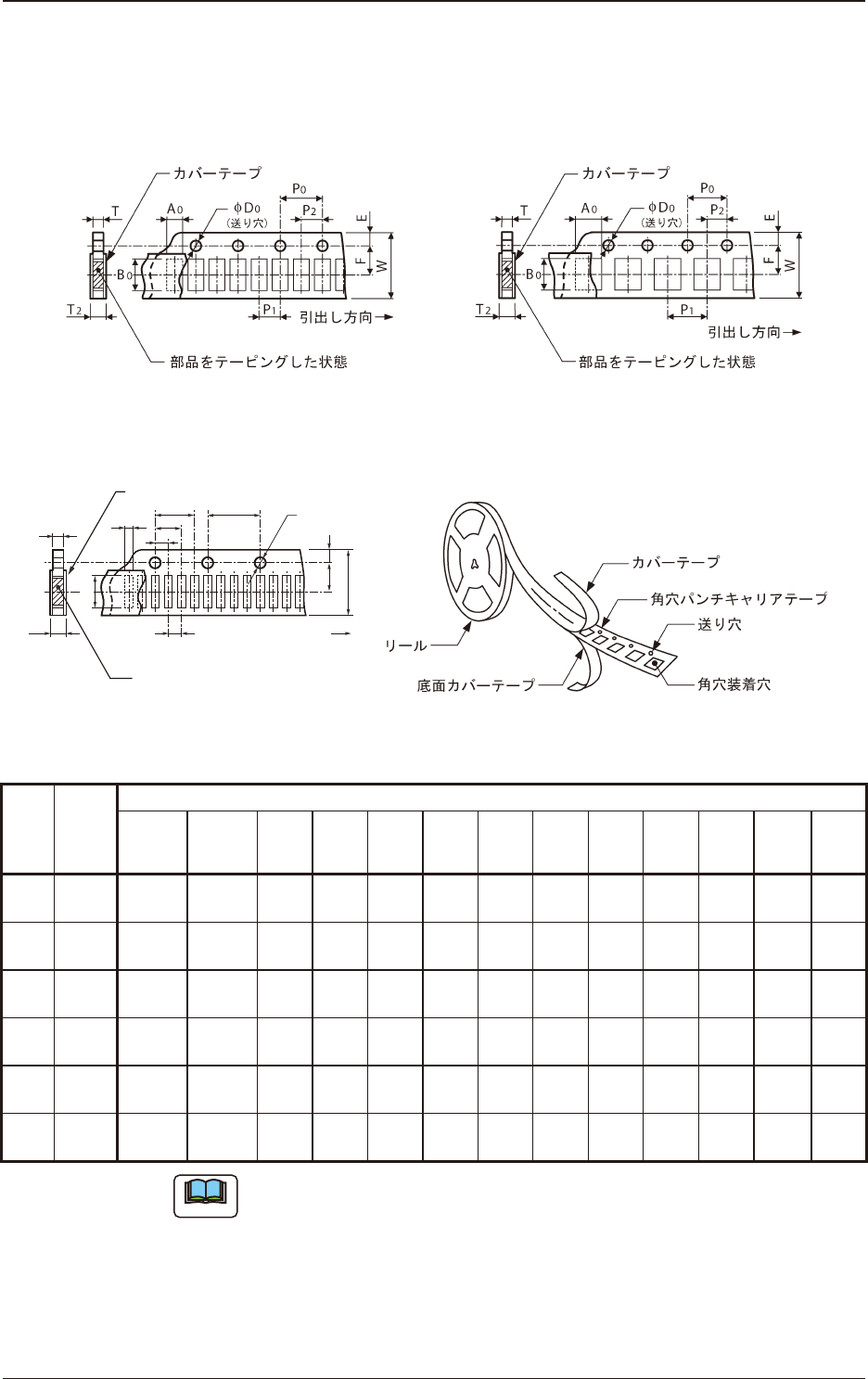
6.3 参考テーピング寸法
6.3.1 参考テーピング寸法(8mm 紙)
角穴パンチキャリア形テーピング角穴パンチキャリア形テーピング
Fig.F1角穴ピッチ (2mm)Fig.F2角穴ピッチ (4mm)
角穴パンチキャリア形テーピング
P
2
P
1
T
2
T
A
0
B
0
P
0
φ
D
0
(送り穴)
引出し方向
部品をテーピングした状態
カバーテープ
EF
W
P
3
P
4
Fig.F3角穴ピッチ (1mm)Fig.F3-1
Table F3
カバー
テープ
処理部
タイプ
テープ幅
×
送り
ピッチ
(mm)
参考テーピング寸法
(mm)
A
0
B
0
W F E P
1
P
2
P
3
P
4
P
0
D
0
T T
2
S 8×1
0.2
を
超え
0.6
以下
0.4
を
超え
1.2
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
1.0
±
0.05
1.0
±
0.05
2.0
±
0.05
3.0
±
0.05
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
0.6
以下
0.6
以下
S 8×2
0.2
を
超え
0.6
以下
0.4
を
超え
1.2
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
2.0
±
0.05
2.0
±
0.05
- -
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
0.7
以下
0.7
以下
M 8×2
0.4
を
超え
0.8
以下
0.7
を
超え
1.7
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
2.0
±
0.05
2.0
±
0.05
- -
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
1.1
以下
0.7
以下
M 8×4
0.8
を
超え
3.4
以下
1.7
を
超え
2.0
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
4.0
±
0.05
2.0
±
0.05
- -
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
1.1
以下
1.1
以下
L 8×4
0.8
を
超え
3.4
以下
1.7
を
超え
2.2
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
4.0
±
0.05
2.0
±
0.05
- -
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
1.1
以下
1.1
以下
LL 8×4
1.6
を
超え
3.4
以下
2.2
を
超え
3.7
以下
8.0
±
0.1
3.5
±
0.05
1.75
±
0.1
4.0
±
0.05
2.0
±
0.05
- -
4.0
±
0.05
φ
1.5
+
0.1
0
0.16
以上
1.1
以下
0.8
以下
ノート
(a) A
0
× B
0
はテーピングの角穴寸法を表します。
角穴と部品とのクリアランスは吸着率に影響しますので、適正クリ
アランスを設けているテーピング部品をご使用ください。
(b) テープフィーダ仕様は、吸着率などに関して保証するものではあり
ません。
吸着率は、本体の調整具合、または本体とテープフィーダの組合せ、
テーピングの状態により変動します。
6.3参考テーピング寸法
1407-001
OM-1832
6-3
(c) 角穴の中心と送り穴の中心のずれは、0.05 mm 以下の範囲とします。
(d) P
0
の累積ピッチの許容差は、10 ピッチで ± 0.2 mm の範囲とします。
(e) カバーテープが、送り穴にかかったりキャリアテープからはみ出し
てはいけません。
また、カバーテープの厚さは、0.07 mm 以下(紙カスを含む)とします。
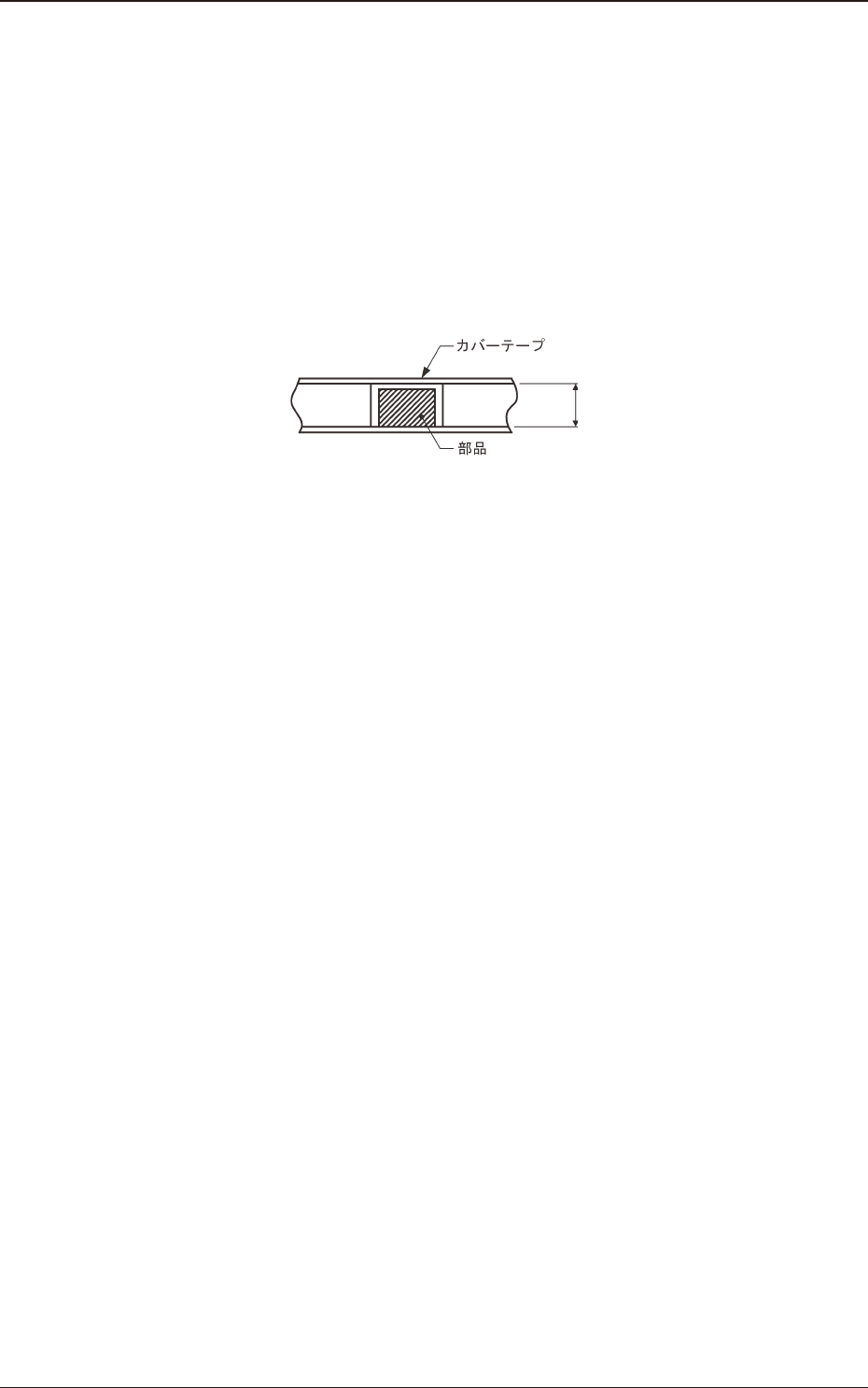
(f) 部品本体または部品電極が、テープ上面より突き出していないテー
ピングをご使用ください。
紙テーピング部品について
“テープ厚さ(T)> 部品の厚さ”のテーピングをご使用ください。
T
Fig. F4
(g) 部品吸着面は、吸着ノズルで吸着可能な形状とします。
(h) テーピングの製造工程で発生したカスやケバにより、カバーテープ
厚が増すことがあります。
その場合でも全体の厚さが表中“T
2
”を超えないようにしてくださ
い。
6.3参考テーピング寸法
1407-001
OM-1832
6-4