SER04989020_YVL88II Service_J.pdf - 第31页
3- 10 SER04989020 調整 第 3 章 1 1 . ヘッド部 YVL88II のヘッド部は、ヘッド 1 とヘッド 2 より構成されています。部品の吸 装着精度を保つために、各ヘッドの真空発生が適切でなければなりません。さら に、ヘッド部に関するマシンデータも最適値に設定する必要があります。ここで は、ヘッド部の真空発生、マシンデータの確認および設定方法について説明しま す。 ■ YVL88II ヘッド部 20443100-…
3-
9
SER04989020
調整
第
3
章
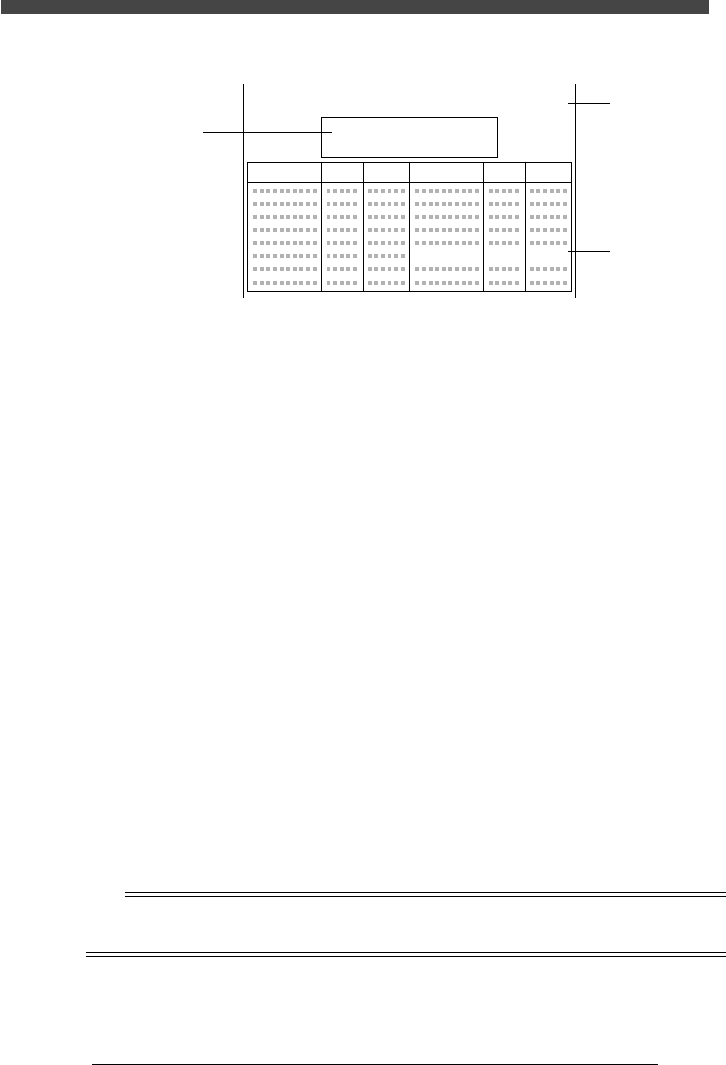
■ 入力モニター画面例
6A043007-00
[↑↓←→]で選択し [Enter]で実行
[ESC]:中断,コマンドウィンドウヘ
入力モニター 指定アーム
軸移動速度
NL09
本機
100
検出
コンベア NL09-16 10000000
名 称 名 称OUT
IN
基板固定位置基板検出
XY軸:
:
1
q
e
w
①説明表示部
入出力モニターの各I/O 信号は、「TN01」あるいは「NP09」のように文字と
数字からなる記号で表されます。選択された信号名と、"0" と "1" の説明が薄い
ブルーのボックスに表示されます。
②デジタルI/O 信号の状態
デジタルI/O信号のON/OFF状態が2 進数(1と0)で表示されています。例
えば、前ページの画面では「TN01」のメインストッパーが ON(上昇)してい
ることを示しています。また、上図の画面では"NL09" の基板固定位置の基板セ
ンサーが基板を感知していることを示しています。チェックまたは動作させたい
項目を選択するには、矢印キー(または [PageUp] [PageDown]キー)を使っ
て黄色のカーソルを合わせてください。[TAB]キーを押すと、入出力モニターが
切り替わりカーソルも入出力モニター間を移動します。
出力モニターでは[ENTER]キーを押すたびにカーソルを合わせた対象がON/
OFF します。入力モニターでは各センサーの検出状態を確認できます。
③指定アーム・軸移動速度
入出力モニター画面の右上には、調整時の指定アーム(軸)・軸移動速度が表示
されています。指定アームや軸移動速度を切り替えるには、YPU の [SEL
AXIS]・[AXIS GROUP]キーや [SPEED]キーを押すか、「3/4/A1 アームの選
択」や「3/4/A2 運転スピード選択」コマンドを使用します。
n
要点
各部の動作確認をするときや調整作業の際に、手動モードの入出力モニターを頻繁に開きますの
で、読み方などに慣れておくと良いでしょう。
3-
10
SER04989020
調整
第
3
章
1
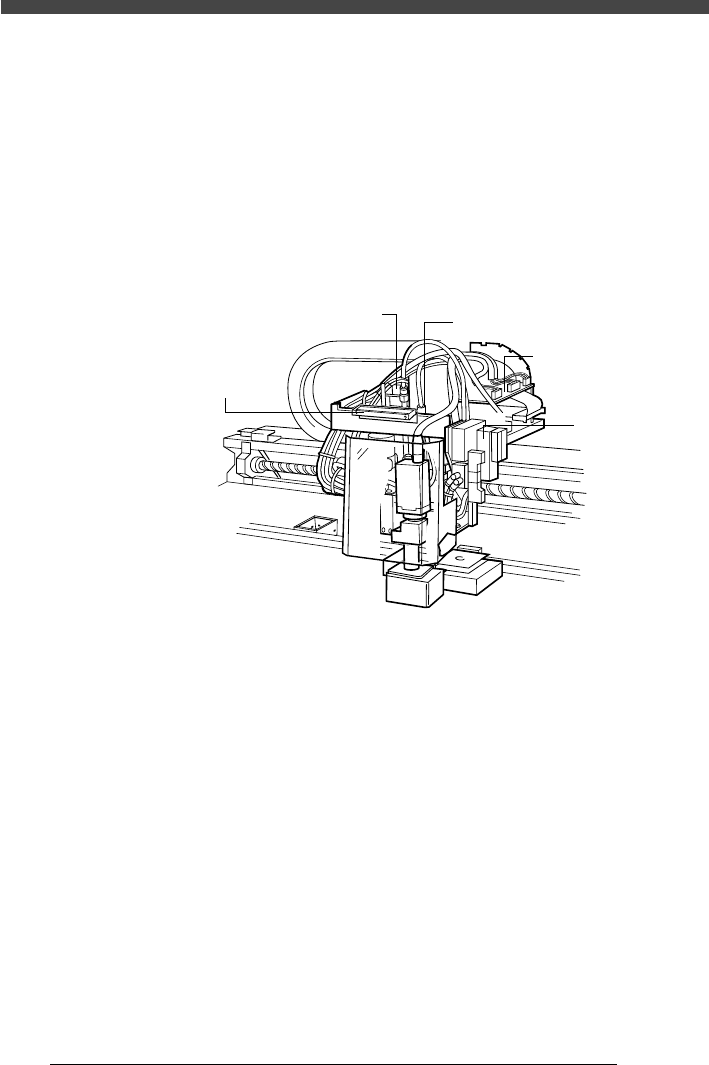
1. ヘッド部
YVL88IIのヘッド部は、ヘッド1 とヘッド 2 より構成されています。部品の吸
装着精度を保つために、各ヘッドの真空発生が適切でなければなりません。さら
に、ヘッド部に関するマシンデータも最適値に設定する必要があります。ここで
は、ヘッド部の真空発生、マシンデータの確認および設定方法について説明しま
す。
■ YVL88IIヘッド部
20443100-00
ヘッド部移動用ハンドル
ヘッド2ノズルシャフト
ヘッド1ノズルシャフト
真空発生器
ヘッド部 I/Oボード
3-
11
SER04989020
調整
第
3
章
1
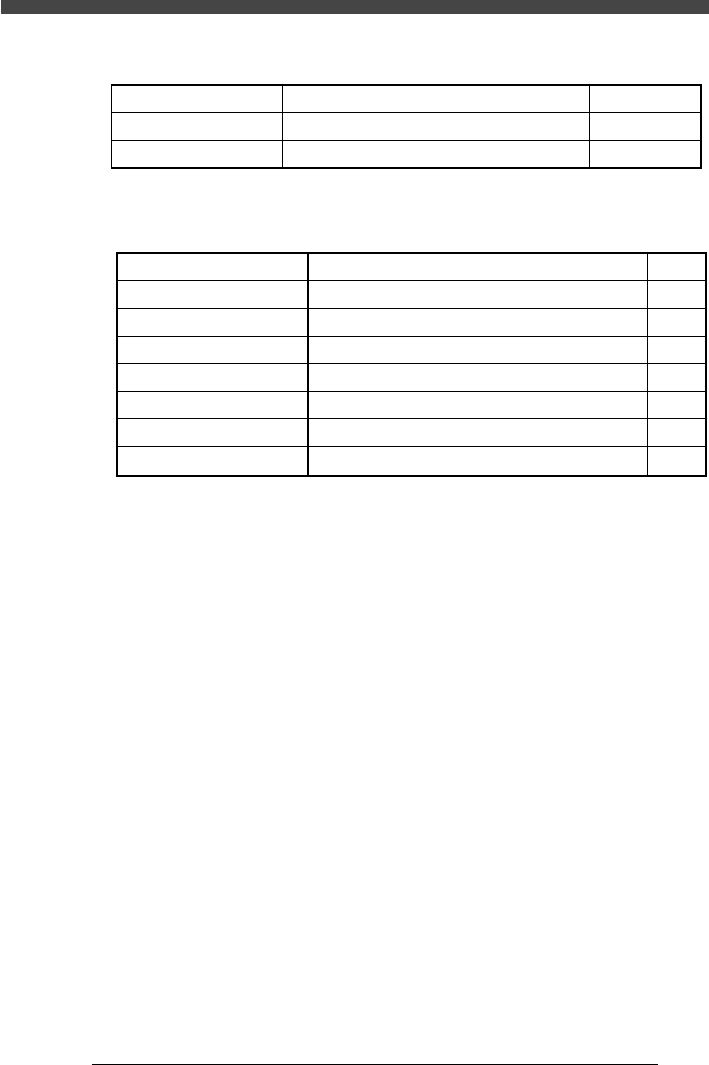
■ ヘッド部の真空発生系の確認項目
40443100-01
確認項目
真空発生動作
真空センサー機能
内容
真空発生器の発生真空度は充分か
真空センサーの表示レベルは正常か
参照
1.1.1
1.1.2
■ ヘッド部のマシンデータの設定項目
40443101-01
マシンデータ項目
機械座標
吸装着レベル
レーザー認識高さ
R軸絶対精度補正 *1
ノズル偏心補正 *1
ヘッドオフセット *2
ヘッド下降オフセット *1
内容
原点からの各部の位置座標など
部品の吸装着を判別するために基準となる真空圧
レーザーで部品認識するときのノズルの高さ
ノズルシャフトを回転させるR軸の角度補正
ノズルシャフトを180度回転させたときの偏心補正
ヘッド1に対するヘッド2の相対位置
カメラ認識時と基板上面での回転軸ズレの補正
*1; 後述の「7. 搭載フィードバック」を実行すると、補正値が自動的に入力されます。
*2; 後述の「7. 搭載フィードバック」を実行後、補正値をキーボードより入力します
参照
1.2
1.3
3.3.2
1.4
1.5
1.6