03217918-01-01 E By DEK Instruction Guide_roPDFA.pdf - 第51页
4 DESCRIEREA APARATULUI 4.2 PREZENTARE GENERALĂ A MODULULUI APARATULUI GHID de INSTRUȚCIUNI E By DEK 04/2019 51 4.2.16 Modulul Interfața Străină a Aparatului (FMI) FMI oferă o legătură de comunicare între aparatele de ti…
4 DESCRIEREA APARATULUI
4.2 PREZENTARE GENERALĂ A MODULULUI APARATULUI
50 GHID de INSTRUȚCIUNI E By DEK 04/2019
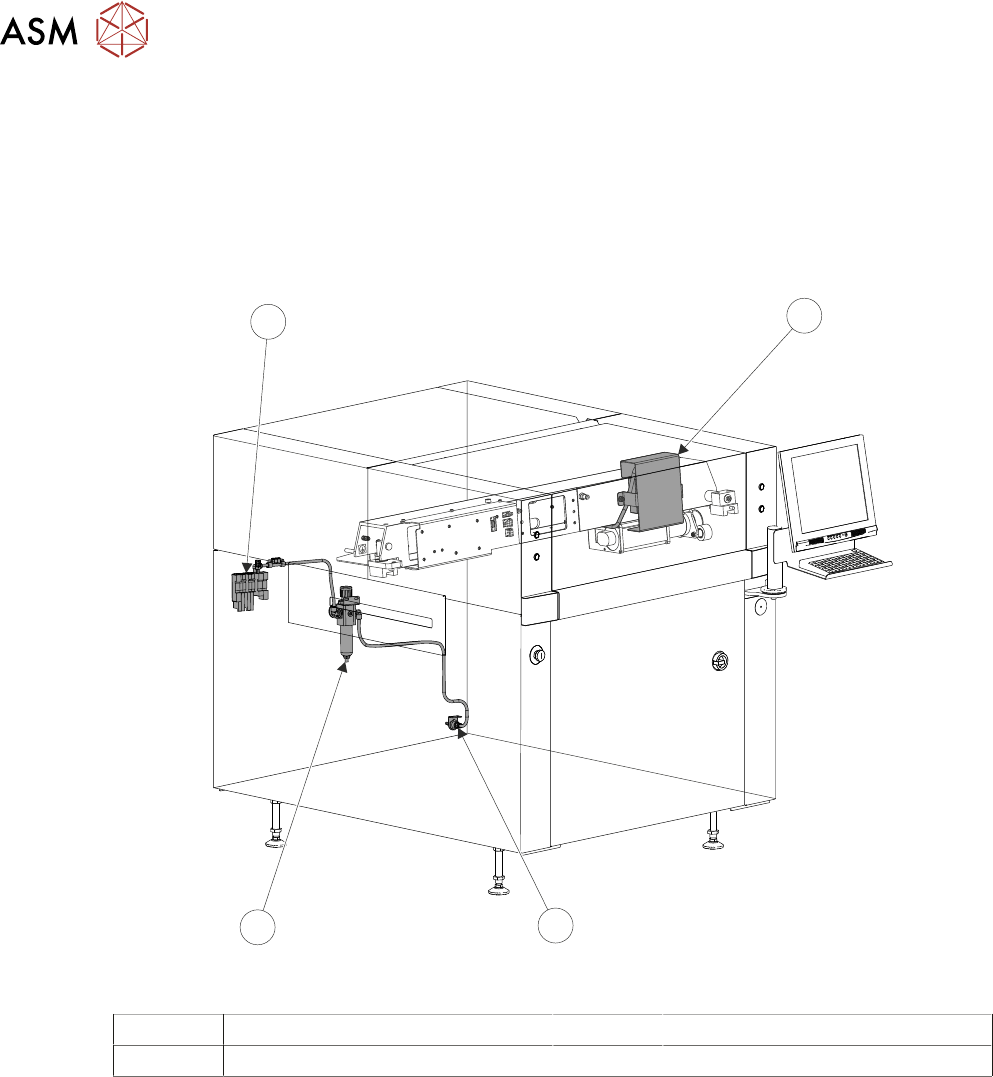
4.2.15 Modul Pneumatic
Funcția modulului pneumatic este de a furniza presiune aeriană regulată la dispozitivele
pneumatice în tot aparatul. Alimentarea cu aer este direcționată către dispozitivul pneumatic
necesar printr-o supapă solenoidală acționată electric, controlată de sistemul de comandă al
aparatului.
Există două bănci de solenoizi pneumatici, una situată pe cadrul posterior al aparatului, iar cealaltă
situată pe print carriage.
1
2
4
3
Fig.15: Pneumatic
1 Print Carriage Modulul solenoid 3 Regulator / filtru
2 Intrare pneumatică 4 Modulul solenoid Spate
4 DESCRIEREA APARATULUI
4.2 PREZENTARE GENERALĂ A MODULULUI APARATULUI
GHID de INSTRUȚCIUNI E By DEK 04/2019 51
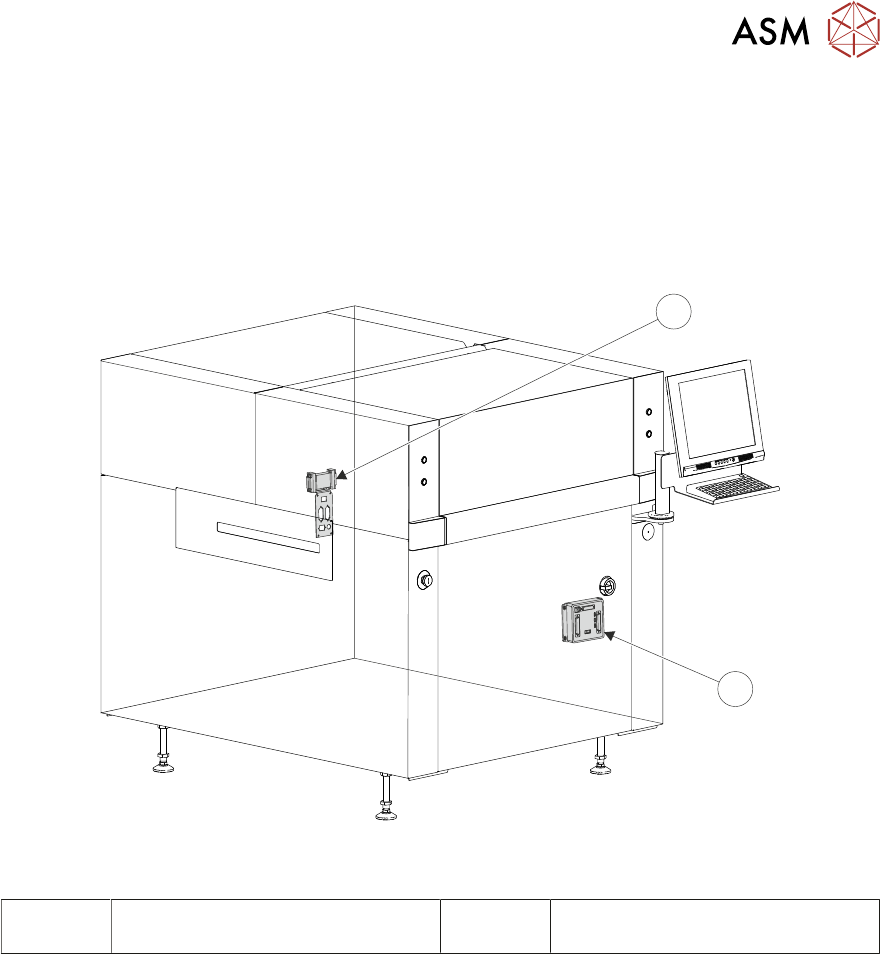
4.2.16 Modulul Interfața Străină a Aparatului (FMI)
FMI oferă o legătură de comunicare între aparatele de tip upline / downline și aparatul DEK.
Podul FMI, montat în partea din spate a aparatului, este utilizat pentru a comunica cu aparatele
upline/ downline care utilizează interfețe SMEMA, Fuji sau Panasonic.
Unitatea de interfață multifuncțională (MIU), montată în interiorul capacului frontal al mașinii, este
utilizată pentru a comunica cu aparatele upline/ downline utilizând toate celelalte protocoale.
1
2
Fig.16: Interfața Străină a Aparatului
1 Podul Interfeței Străine a Aparatului
(FMI)
2 Unitate de Interfață Multifuncțională
(MIU)

4 DESCRIEREA APARATULUI
4.2 PREZENTARE GENERALĂ A MODULULUI APARATULUI
52 GHID de INSTRUȚCIUNI E By DEK 04/2019
4.2.17 Ciclul Printare al Aparatului
Următoarele reprezintă un ciclu tipic de printare al aparatului, cu opritorul plăcii montate pe cameră
și squeege-urile folosite ca sistem de aplicare a pastei:
1. Este selectat Print, blocarea capacului capului de imprimare este cuplată, iar rising table
efectuează o verificare a ridicării rail-ului.
2. Camera se poziționează la coordonatele opririi plăcii.
3. Print carriage se mută la începutul ciclului de printare, iar ambele squeegee-uri conduc la
înălțimea setată. Clemele de prindere sunt aplicate prin fixarea dispozitivului de urmărire în
poziție.
4. Placa este transportată în aparat, oprindu-se la stop-ul plăcii.
5. Curelele de transport nu mai funcționează de îndată ce senzorul de oprire a plăcii detectează
placa.
6. Mecanismul de prindere a plăcii funcționează prin fixarea plăcii în poziție și stop-ul plăcii se
retrage.
7. Carriage-ul camerei se deplasează în poziția determinată de către coordonatele Fiducial 1 X
și Y.
8. Print carriage este condus la poziția sa de pornire îmbunătățită, iar squeegee-ul
corespunzător este acționat în jos pentru a începe sistemul video.
9. Rising table efectuează o verificare a ridicării rail-ului și conduce până la vision height.
10. Fereastra de date a sistemului video afișează fiducialul plăcii în stânga și fiducialul stencil-ului
în partea dreaptă a afișajului divizat.
11. Fiducialii sunt localizați și o cruce albastră mică, cu conturul fiducialului, apare în centrul
fiecărui fiducial pe afișajul divizat indicând locația reușită.
12. În timp ce camera video se îndreaptă către coordonatele Fiducial 2 X și Y, locația plăcii
Fiducial 1 și a fiducialilor stencil -ului sunt copiate în structura de aliniere a datelor.
13. Sunt localizați placa Fiducial 2 și fiducialii stencil-ului.
14. Clemele de blocare sunt deconectate, iar dispozitivele de acționare a ecranului realizează o
aliniere grosieră pe ecran. Clemele de prindere sunt reaplicate pentru a asigura ecranul.
15. Camera video relocalizează Fiducial 1 și 2. La finalizare, camera carriage se deplasează în
poziția acasă.
16. Clemele de blocare sunt deconectate și alinierea fină pe ecran este efectuată. La finalizare,
clemele de prindere sunt reaplicate.
17. Squeegee-ul relevant este condus în jos pentru a intra în contact cu ecranul cu o forță de
0,5kg.
18. Rising table se deplasează la înălțimea de printare.
19. Squeegee-ul corespunzător este condus la setările calculate de presiune, așa cum este
stabilit în meniul parametrului plăcii.
20. Print carriage conduce în direcția potrivită pentru a efectua un ciclu de printare.
21. Mecanismul squeegee eliberează întreaga presiune, dar păstrează squeegee-ul în contact cu
stencilul cu o forță de 0.5kg force (ține înălțimea).
22. Rising table este redusă la distanța de separare la viteza de separare. Odată ce distanța de
separare a fost atinsă, rising table accelerează la viteza sa normală, coborând masa la
înălțimea de transport. Clemele de bord sunt eliberate, iar squeegee-ul relevant este ridicat la
înălțime.
23. Curelele de transmisie față și spate conduc până când placa este detectată la senzorul de
ieșire și clemele de prindere sunt eliberate.
24. Numărul plăcilor, și al ciclului de curățire a stencilului sunt incrementate. Dacă numărul a
stencilului a atins valorile stabilite de viteza de viteza de curățare a stencilului, se efectuează
ciclul corespunzător.