Ersa HF3_20 操作说明.pdf - 第112页
6|功能描述 6.4.1 顶部工具栏 该工具栏位于基础对话框的顶部区域: 图31: 顶部工具栏 上部工具栏拥有以下按键: 配置. 点击这个按钮打开[配置] 页面。 只有ERSA GmbH 公司受过培训和有资 质的人员才能修改机器的配置。 常规设置. 点击这个按钮打开[常规设置] 页面。 在这个页面中,你可以创建 和管理用户,设定用户语言和颜色,以及程序数据和焊接程序的存储位置。 为此请阅读章节 [ 一般设置 ] 编辑页面 [ } …
6|功能描述
6.4 查看控制程序
通过控制软件对控制过程进行可视化和操作。其能够方便所有工作流程的操作
和监控。
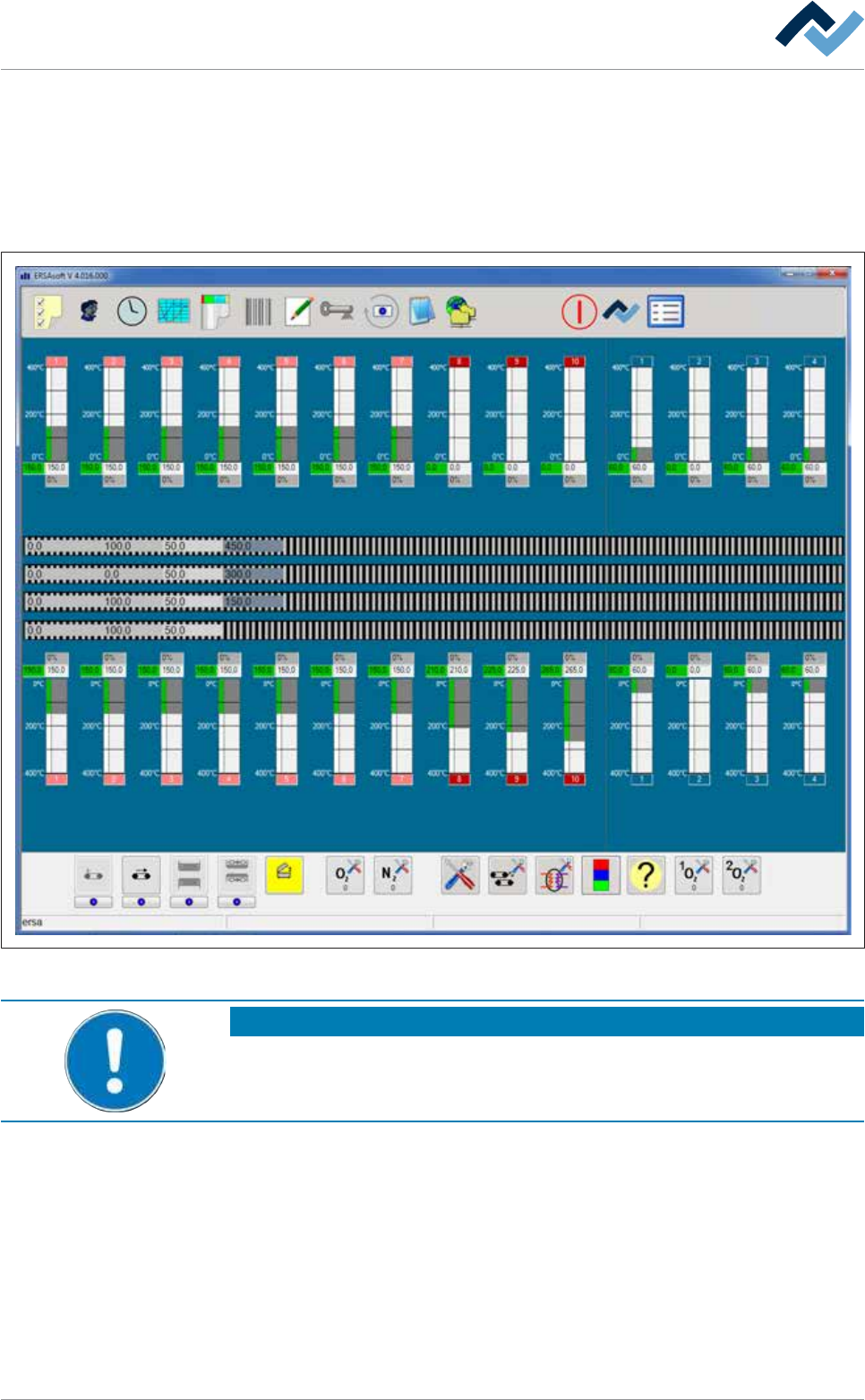
用户界面的起始点始终是基础对话框。这是一个启动窗口,可从该窗口方便地
切换到其他对话框中。该基础对话框中,将以示意图的形式显示机器及其各个
模块。
维护模式
图30:
控制软件的基础对话框
提示
不同的描述
这个文件对所有功能进行了描述 - 也可能包括那些你的机器设备不支持的功
能。 出于这个原因,你看到的机器的介绍可能与你手边的功能描述不同。
在上述示例中将机器划分为以下区域:
– 上下部区域
– 上面展示的示例中的传送带有四个传送带轨道。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 111/600
6|功能描述
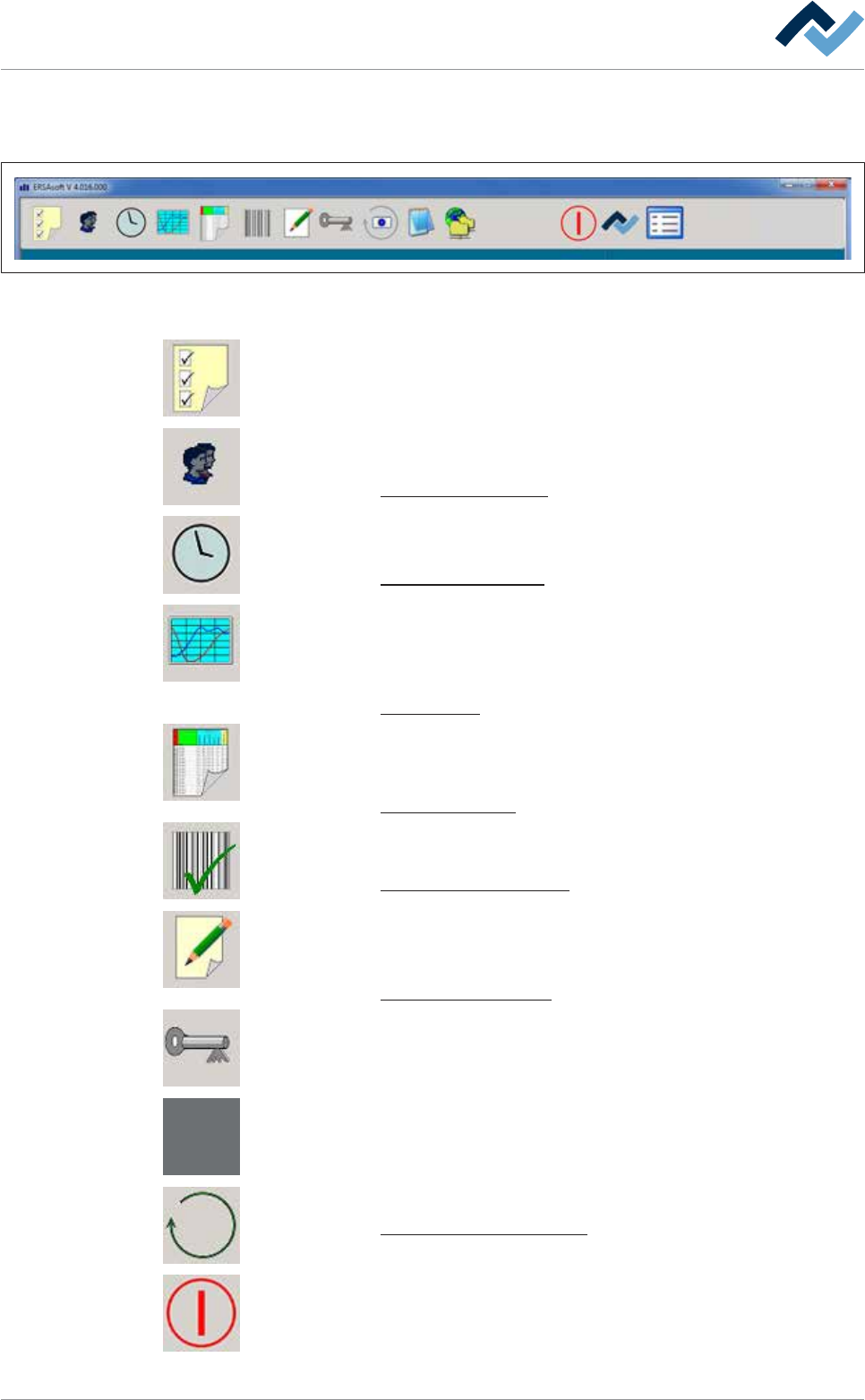
6.4.1 顶部工具栏
该工具栏位于基础对话框的顶部区域:
图31:
顶部工具栏
上部工具栏拥有以下按键:
配置. 点击这个按钮打开[配置] 页面。 只有ERSA GmbH 公司受过培训和有资
质的人员才能修改机器的配置。
常规设置. 点击这个按钮打开[常规设置] 页面。 在这个页面中,你可以创建
和管理用户,设定用户语言和颜色,以及程序数据和焊接程序的存储位置。
为此请阅读章节[一般设置] 编辑页面 [
}118]。
周时表. 点击这个按钮打开[周时表] 页面。 在这个页面中,你可以设定当前
时间和开机和关机的时间。
为此请阅读章节[周定时器]设置页面 [
}130]。
制程纪录器. 点击这个按钮打开[制程纪录器] 页面。 程序记录器用于记录所
产生的读数,并以图象方式显示这些所记录的结果。 你可以过滤掉个别读
数,以使图象更加清晰。 读数会自动被保存并在以后需要的时候找回并打印
出来用作比较。
为此请阅读章节程序记录器 [
}146]。
编辑焊接程序. 点击这个按钮打开[编辑焊接程序] 页面。 在这个页面中可以
创建焊接程序或编辑和更改已经有的焊接程序。 几个焊接程序可以综合在一
个程序库中,以可以更清楚地进行查看。
为此请阅读章节焊接程序编辑器 [
}152]。
启动一个代码表: 点击这个按钮启动一个选定的代码表。 当前激活的代码表
会显示在输入行中。
为此请阅读章节按照代码表进行工作。 [
}179]。
生产过程数据. 点击这个按钮打开[生产过程数据] 页面。 此功能可以精确存
入和记录整个焊接过程。 你可以检测、导出、打印这些生产批量的数据。 你
可以获得一个针对每一个电路板自动生成的单独的处理数据文件。
为此请阅读章节焊接报告和运行数据 [
}205]。
用户登录退出. 点击这个按钮打开[用户登录退出] 页面。 点击这个按钮退出
当前用户。 钥匙会消失,按钮显示为灰色。
没有用户登录。如果没有用户登录,就不会显示钥匙标志。 此时该按钮显示
为灰色。
点击这个按钮改变机器的操作模式或选择一个焊接程序。
为此请阅读章节选择和启动一个焊接程序 [
}176]。
当出现这个红色标志时,机器处于 [维护模式] 操作模式。 通过点击这个按
钮,你可转换到[关机] 操作模式。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 112/600
6|功能描述
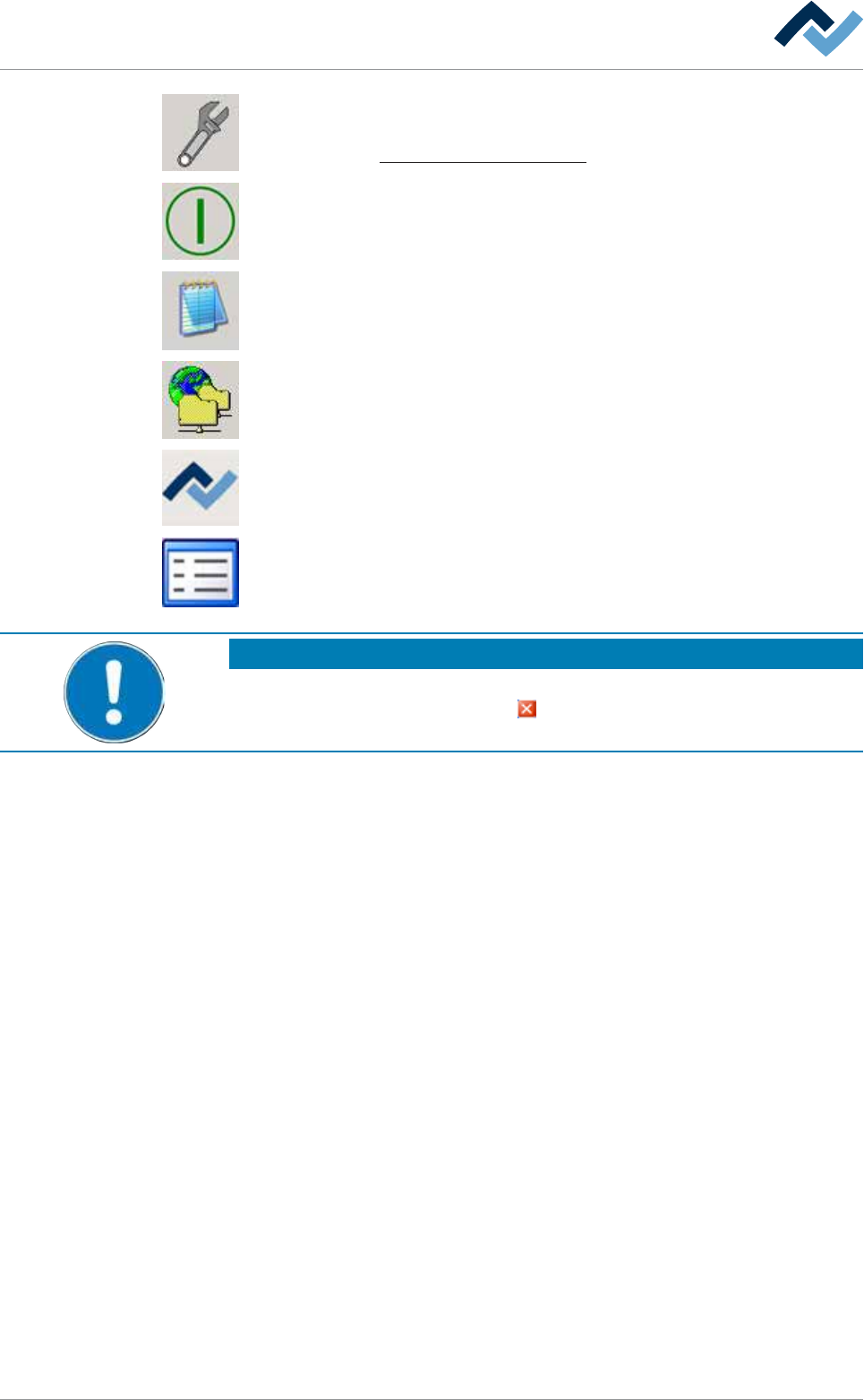
这个按钮只有在[自动状态]操作模式下才会被显示。 通过点击这个按钮,你
可以停止一个已经启动的焊接程序并将机器设置为[维护模式]操作模式。
为此请阅读章节选择和启动一个焊接程序 [
}176]。
如果显示出绿色的标志,说明机器处于[关机]操作模式。 点击这一按钮转换
到 [维护模式] 操作模式:
点击这个按钮打开编辑程序。
数据存储 点击这个按钮打开 [数据存储]编辑页面。
软件版本. 点击这一按钮,显示出当前安装的软件版本。 此外,还可以查看
M1的控制组件和可视化组件的信息。
产品名称。请点击该按键将对话框 [产品名称] 打开。
提示
退出控制软件
你可以通过点击在开始页面中的按钮
退出控制软件。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 113/600