Ersa HF3_20 操作说明.pdf - 第303页
6|功能描述 ð 激活对话框,现在可以编辑输入框和复选框。可以设置以下功能: ü 机器应在时间过后切换到 [待机模式] 中: a) 点击输入框 [设置待机模式激活时间],并输入一个数值,其以 [分钟] 为单位。 b) 点击输入框 [待机模式下降低温度],并输入一个数值,其以 [°C] 为单 位。 ð 按该值降低加热器的温度。 c) 激活复选框 [在待机模式下降低冷却区风速]。 ð 现在在 [待机模式] 中降低风扇转速。 d) 激活复…
6|功能描述
6.17.22 [一般] 设置页面
在这个设置页面中,你可进行高级别的设置。
提示
可以做任何修改吗?
进入这个页面需要拥有[属性页面]用户权利。 在没有登录名和密码的情况下,
这些设置只能被查看。 在这种情况下,当需要输入密码的时候,按下键盘上的
[ESC 退出]键,或者点击[取消]按钮。
6.17.22.1 待机模式和休眠模式
ü 打开设置对话框 [常规]:
ü 您已在框 [常规设置]/[用户管理] 中激活了复选框 [扩展高级设置]。
a) 打开基础对话框。
b) 在基础对话框底部工具栏中点击按键
。
ð 出现设置对话框 [常规]:
常规
设置
维护模式
待机模式
激活
在待机模式下降低冷却区风速
启用待机模式下节省氮气
降低PPM值
设置待机模式激活时间
待机模式下降低温度
待机模式下氮气值
待机模式下氮气值
常规
在主界面显示每个模组的设定温度
显示所有温区
显示模组信息
检查栏显示“PCB模拟”
传输轨道
如果有电路板在机器内,传送轨道马达不能关闭
开始焊接程序时清空机器内电路板
电路板感应
进板和出板单元分离
激活
睡眠模式
设置休眠模式启用时间
产品名称
调用焊接程式时提示输入“产品名称”对话框
显示产品管理
产品管理
分配:产品名称 - 焊接程序
“ERSA”是默认程序库
如果数据无效显示为服务信息
如果无产品管理显示为等待消息
如果产品管理显示为服务信息
可通过RS232编辑产品管理
RS232
产品名称用法
1 - 以产品名称命名焊接报告
分钟
℃
%
ppm
分钟
传送宽度调节
只有在机器温度超过规定时,才能移动轴。
图120:
设置对话框 [全局]
[待机模式] 框
ü 激活 [待机模式]:
a) 激活复选框 [激活]。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 302/600

6|功能描述
ð 激活对话框,现在可以编辑输入框和复选框。可以设置以下功能:
ü 机器应在时间过后切换到 [待机模式] 中:
a) 点击输入框 [设置待机模式激活时间],并输入一个数值,其以 [分钟]
为单位。
b) 点击输入框 [待机模式下降低温度],并输入一个数值,其以 [°C] 为单
位。
ð 按该值降低加热器的温度。
c) 激活复选框 [在待机模式下降低冷却区风速]。
ð 现在在 [待机模式] 中降低风扇转速。
d) 激活复选框 [启用待机模式下节省氮气]。
ð 激活了功能。
e) 如果希望以特定的百分比降低 N2 值,请禁用复选框 [降低PPM值],在输
入框 [待机模式下氮气值 (%)] 中输入百分比。
f) 如果希望以特定的 ppm 值降低 N2 值,请激活复选框 [降低PPM值],在
输入框 [待机模式下氮气值 (ppm)] 中输入值。
ð 由此结束该过程。
a) 点击按钮
接受这个设置。
现在激活了该功能。为此必须满足以下条件:
– 机器处于运行模式 [自动状态] 或 [自动模式 包括 代码模式]
– 在机器内没有板子。
– 在机器的入口上没有板子。
只有当满足这些条件时,才开始计算设置的时间。如果在该时间过后始终还不
满足条件,机器会切换到 [待机模式] 中,显示以下状态:
– 所有风扇转速降至最低可能的转速。
– 按设置的值降低加热器的温度
– 按设置的值降低 N2 值。
[睡眠模式] 框
ü 激活 [睡眠模式]:
a) 在 [睡眠模式] 框中将复选框 [激活] 激活。
ð 激活对话框,现在可以编辑输入框 [设置休眠模式启用时间]。
ü 机器应在时间过后切换到 [睡眠模式] 中:
a) 点击输入框 [设置休眠模式启用时间],并输入一个数值,其以 [分钟]
为单位。
ð 由此结束该过程。
a) 点击按钮
接受这个设置。
现在激活了该功能。为此必须满足以下条件:
– 机器处于运行模式 [自动状态] 或 [自动模式 包括 代码模式]
– 在机器内没有板子。
– 在机器的入口上没有板子。
只有当满足这些条件时,才开始计算设置的时间。如果在该时间过后始终还不
满足条件,机器会切换到 [睡眠模式] 中,显示以下状态:
– 将关闭所有模块。传送系统继续运行。
[传送宽度调节] 框
ü 只有当在焊接区内达到定义的温度时,才可移动传送宽度调节装置:
a) 在 [传送宽度调节] 框中将复选框 [只有在机器温度超过规定时,才能移
动轴。] 激活。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 303/600

6|功能描述
ð 在超过焊接区内定义的温度之后才能调节传送宽度调节装置。已固定设置
了温度,无法修改。如果未激活复选框,也可以在该温度以下调节传送宽
度调节装置。
提示
补充资料
[待机模式]和[睡眠模式]功能可以各自单独使用也可以结合使用。 请阅读随货
一起发送的资料光盘[299985_product_data_reflow]中的文件[253446]。
此外还请参见
2 区域的图标和它的功能 [}227]
2 在[模块信息]编辑页面上显示信息和故障 [
}228]
2 选择和启动一个焊接程序 [
}176]
6.17.22.2 常规默认设置
常规
设置
维护模式
待机模式
激活
在待机模式下降低冷却区风速
启用待机模式下节省氮气
降低PPM值
设置待机模式激活时间
待机模式下降低温度
待机模式下氮气值
待机模式下氮气值
常规
在主界面显示每个模组的设定温度
显示所有温区
显示模组信息
检查栏显示“PCB模拟”
传输轨道
如果有电路板在机器内,传送轨道马达不能关闭
开始焊接程序时清空机器内电路板
电路板感应
进板和出板单元分离
激活
睡眠模式
设置休眠模式启用时间
产品名称
调用焊接程式时提示输入“产品名称”对话框
显示产品管理
产品管理
分配:产品名称 - 焊接程序
“ERSA”是默认程序库
如果数据无效显示为服务信息
如果无产品管理显示为等待消息
如果产品管理显示为服务信息
可通过RS232编辑产品管理
RS232
产品名称用法
1 - 以产品名称命名焊接报告
分钟
℃
%
ppm
分钟
传送宽度调节
只有在机器温度超过规定时,才能移动轴。
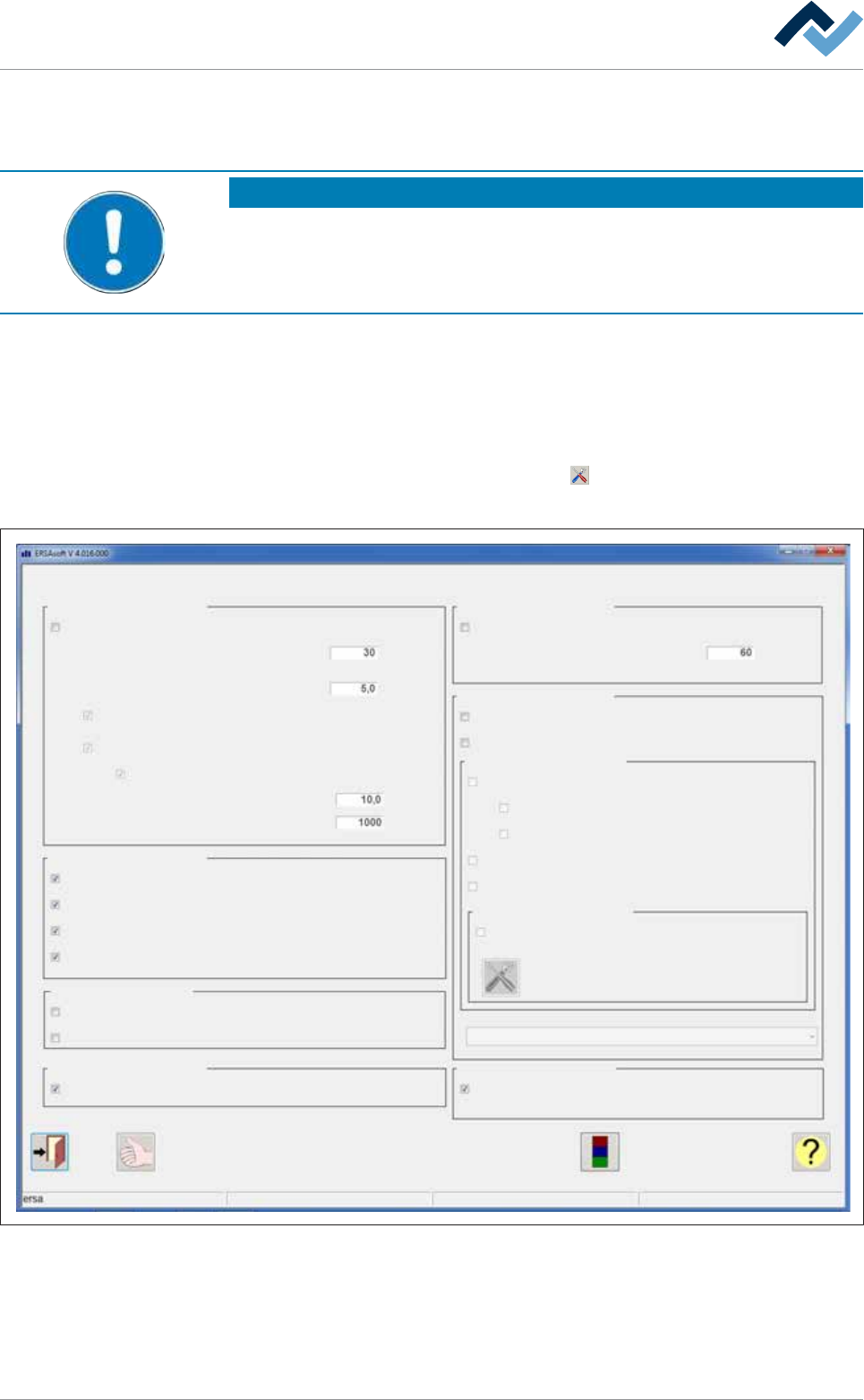
图121:
[一般] 设置页面
[常规]框
在[常规]框中你可以对用户界面进行默认设置。
Ersa GmbH
操作说明_HF3_20_zh|Rev. 7|2017/10/25 304/600