00194053-01_UM_F5HM_SR408_SE.pdf - 第214页
7 Optioner Skö tsel inst ruk tion SI PLA CE F5 HM 7.11 Finkalibrering Program version SR.408.xx Utgåva 03/2006 SE 214 – Magasin med 48 glaskom ponente r – Magasin med 196 ker amikkom ponente r 7.1 1.4 Funktionsbeskrivnin…

Skötselinstruktion SIPLACE F5 HM 7 Optioner
Programversion SR.408.xx Utgåva 03/2006 SE 7.11 Finkalibrering
213
7.11 Finkalibrering
7.11.1 Översikt
Vid finkalibrering mäts automatens ytmonteringsavvikelse upp. Utgående från de uppmätta vär-
dena beräknas korrigeringsvärden. Mätprogrammet "Fine calibration" (Finkalibrering) ingår i
SITEST-programmet. En utförlig beskrivning av mätproceduren finns i bruksanvisning "Finkali-
brering" (artikelnr 00191655-01).
SE UPP!
Åtkomst till SITEST-programmet skyddas med lösenord. Det får endast öppnas och användas
av Siemens-tekniker eller personal med särskild behörighet. 7
7.11.2 Systemförutsättningar
För att finkalibrering ska kunna användas måste följande systemförutsättningar uppfyllas:
Typ av automat F5 HM
Stationsdatorprogramvara fr o m version 406.xx
SITEST fr o m version 406.xx
7.11.3 Mätutrustning och hjälpmedel
Vid leverans medföljer som standard:
– Mätplatta (glasplatta i metallram)
– Dubbelhäftande transparent folie
– Belysningsenhet
– Magasin med 48 glaskomponenter
– Magasin med 196 keramikkomponenter
Dessutom måste följande beställas:
– Waffle-pack-hållare för upptagning av magasinet för glas- och/eller keramiska komponenter
Som tillval kan följande delar beställas:
7 Optioner Skötselinstruktion SIPLACE F5 HM
7.11 Finkalibrering Programversion SR.408.xx Utgåva 03/2006 SE
214
– Magasin med 48 glaskomponenter
– Magasin med 196 keramikkomponenter
7.11.4 Funktionsbeskrivning
Markera först ett ytmonteringsprogram för finkalibrering. Klicka sedan på posten "Cluster for fine
calibration" (Instruktioner för finkalibrering) på menyn "Options" (Alternativ). Därefter monteras
glaskomponenter, från ett magasin på hållaren för ytmagasin.
Efter montering öppnas SITEST-programmet och mätprogrammet "Finkalibrering" startas.
Ytmonteringshuvudet (Collect&Place-huvud resp IC-huvud) mäter de aktuella ytmonteringsläge-
na för glas-/keramikkomponenterna och jämför dessa lägen med de cirkelformade märkena på
glasplattan.
Med hjälp av de 48 glaskomponenterna fastställs avvikelserna i X- och Y-led samt vinkelavvikel-
sen.
Användningen av de 196 keramiska komponenterna ökar mätresultatens tillförlitlighet för offset-
värdena. Vinkelkorrigering kan inte göras med keramikkomponenter.
Utgående från avvikelsevärdena beräknas korringeringsvärden och dessa läggs in i automatens
maskinfil.
Skötselinstruktion SIPLACE F5 HM 7 Optioner
Programversion SR.408.xx Utgåva 03/2006 SE 7.12 SIPLACE Productivity-Lift
215
7.12 SIPLACE Productivity-Lift
7.12.1 Koncept för parallellytmontering
I allmänhet är ytmonteringslinjerna uppställda i serie och seriellt förbundna med varandra. Ytmon-
teringsprogrammet arbetar sekventiellt under det att kretskorten transporteras vidare till nästa ma-
skin. Detta betyder att ytmonteringen på ett kretskort är fördelat på flera olika automater.
7
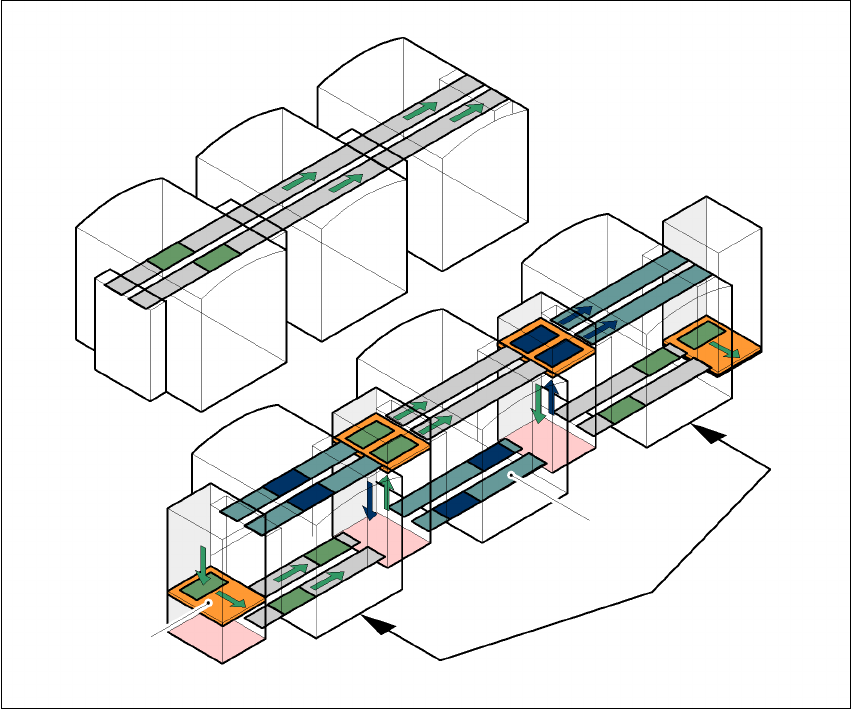
Bild 7.12 - 1 Seriella och parallella linjer i jämförelse
Vid parallell förbindelse är ytmonteringsinnehållet för de olika automaterna sammanfattade. Flera
automater kör samma ytmonteringsprogram. De placerar alla komponenter på en maskin som är
fördelad på flera automater i en seriell bearbetning. Om kapaciteten för en automat är helt belas-
tad, transporteras kretskorten till nästa automat och bearbetas. Denna kombination av maskiner
med samma ytmonteringsinnehåll kallas grupp eller cluster.
Seriell linje
Parallell linje
Transport i undre läge
Grupp (Cluster)
Horisontal-/
vertikalhiss