00194053-01_UM_F5HM_SR408_SE.pdf - 第216页
7 Optioner Skö tsel inst ruk tion SI PLA CE F5 HM 7.12 SIPLACE P roductivity-Lift Programvers ion SR.408.xx Utgåva 03/200 6 SE 216 7.12.2 Genomförande av p arallel lytmonteri ng Eftersom li njer med parall ellt up pställ…
Skötselinstruktion SIPLACE F5 HM 7 Optioner
Programversion SR.408.xx Utgåva 03/2006 SE 7.12 SIPLACE Productivity-Lift
215
7.12 SIPLACE Productivity-Lift
7.12.1 Koncept för parallellytmontering
I allmänhet är ytmonteringslinjerna uppställda i serie och seriellt förbundna med varandra. Ytmon-
teringsprogrammet arbetar sekventiellt under det att kretskorten transporteras vidare till nästa ma-
skin. Detta betyder att ytmonteringen på ett kretskort är fördelat på flera olika automater.
7
Bild 7.12 - 1 Seriella och parallella linjer i jämförelse
Vid parallell förbindelse är ytmonteringsinnehållet för de olika automaterna sammanfattade. Flera
automater kör samma ytmonteringsprogram. De placerar alla komponenter på en maskin som är
fördelad på flera automater i en seriell bearbetning. Om kapaciteten för en automat är helt belas-
tad, transporteras kretskorten till nästa automat och bearbetas. Denna kombination av maskiner
med samma ytmonteringsinnehåll kallas grupp eller cluster.
Seriell linje
Parallell linje
Transport i undre läge
Grupp (Cluster)
Horisontal-/
vertikalhiss
7 Optioner Skötselinstruktion SIPLACE F5 HM
7.12 SIPLACE Productivity-Lift Programversion SR.408.xx Utgåva 03/2006 SE
216
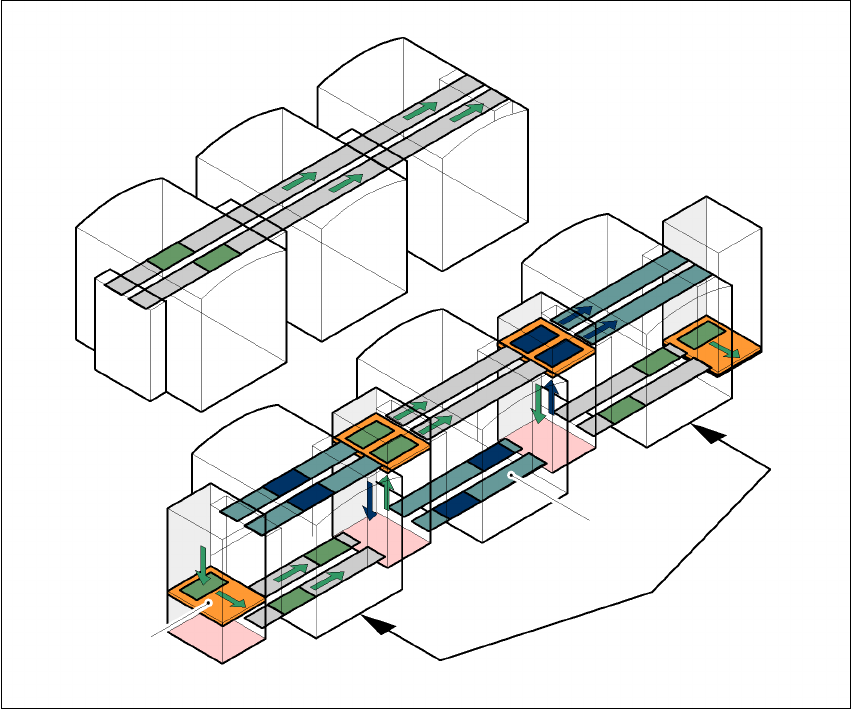
7.12.2 Genomförande av parallellytmontering
Eftersom linjer med parallellt uppställda automater behöver mycket mera utrymme har konceptet
för parallellytmontering med transport i undre läge och horisontal-/vertikal-hiss (HV-Shuttle) utar-
betats. Automaterna är fortfarande i serie men med hjälp av hissarna och transport i undre läge
möjliggörs en linje i parallelldrift. På detta sätt bibehålls i princip kompakttätheten i SIPLACE-lin-
jerna.
Transport i undre läge
Två transportband transporterar tomma eller bearbetade kretskort under maskinen (se bild
7.12 - 1
).
Horisontal-/vertikal-hiss (Horizontal-/vertical-Shuttle)
En HV-Shuttle är monterad i början av en linje, mellan automaterna och vid slutet av en linje. Den
transporterar kretskorten mellan det undre läget och bearbetningsnivån och mellan de båda spå-
ren i det undre läget.
7
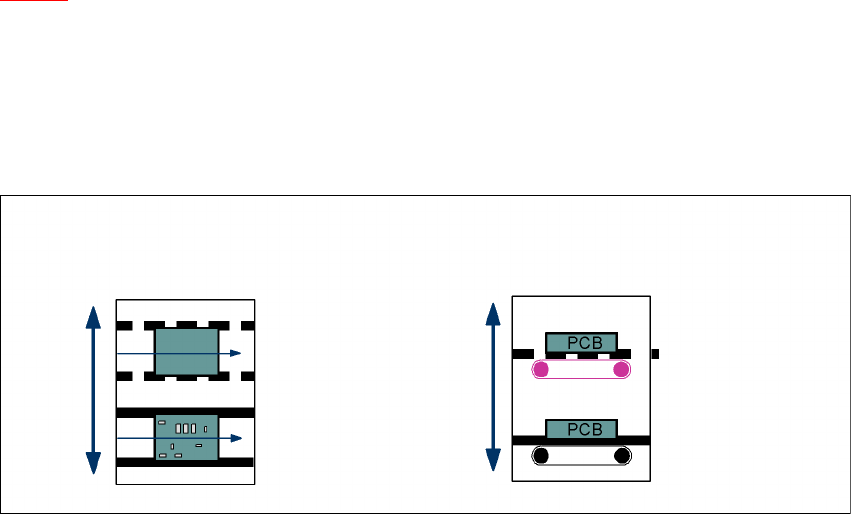
Bild 7.12 - 2 Horisontal-/vertikal-hiss (HV-Shuttle), transportspårväxel och hissfunktion
Horisontaltransport
HV-Shuttle
hissfunktion
Vertikaltransport
Obearbetat
Bearbetat
Normal
transportnivå
Undre
transportnivå
HV-Shuttle
transportspårväxel
Skötselinstruktion SIPLACE F5 HM 7 Optioner
Programversion SR.408.xx Utgåva 03/2006 SE 7.12 SIPLACE Productivity-Lift
217
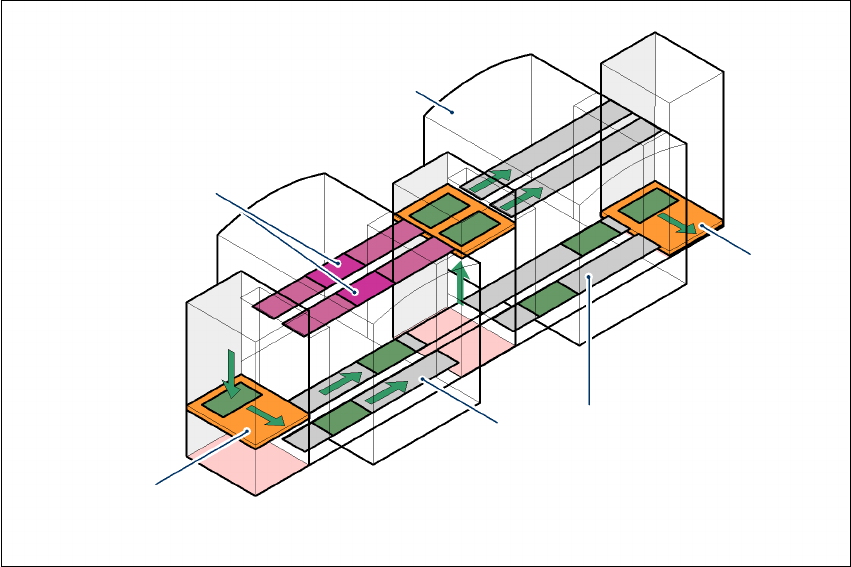
7.12.3 Fördelar med Productivity-Lift
Productivity-hissen ger ökat bearbetningsvärde för linjen och därmed ökad produktivitet.
7
Bild 7.12 - 3 Productivity-Lift, undvikande av stilleståndstider
I parallellt anslutna linjer kan en enstaka maskin stanna utan att hela linjen stannar. Dessutom
finns möjlighet till andra arbeten på en enstaka maskin när de övriga i linjen är i drift.
Detta gäller t. e. x för
– Undersökningar eller provkörning i processen
– Programmering av kretskortmärken, husformer eller testbearbetning
– Service eller reparationer
– Hanteringsfel, t. ex. icke ordentligt delning av banden eller felande komponenter.
Ytterligare en fördel: Linjen kan valfritt konfigureras om via mjukvara utan att maskiner ställs om.
Belagd transportsträcka för
bearbetade kretskort
Ytmonteringsautomat
Horisontal-/
och vertikalhiss
Transport i undre
Spårväxel