00194053-01_UM_F5HM_SR408_SE.pdf - 第69页
Skötselinstr uktion SIPLACE F5 HM 3 Tekniska data Programvers ion SR.408.xx Utgåva 03/2006 SE 3.1 Maskinbeskrivning 69 3 T ekniska dat a 3.1 Mask inbeskrivning Ytmont eringsauto maten ha r hög yt monter ingskapac itet oc…
2 Driftsäkerhet Skötselinstruktion SIPLACE F5 HM
2.11 ESD-riktlinjer Programversion SR.408.xx Utgåva 03/2006 SE
68
Se till att enheterna inte kommer inte kontakt med uppladdningsbara, högisolerande material, som
t ex plastfolie, isolerande bordsskivor eller klädesplagg i syntetfiber. 2
Enheter får endast läggas på ledande underlag (bord med ESD-beläggning, ledande ESD-cell-
gummi, ESD-förpackningsmaterial, ESD-påsar eller behållare). 2
Se till att enheterna inte kommer i närheten av bildskärmar, monitorer eller TV-apparater. Håll
avståndet till bildskärmen åtminstone > 10 cm. 2
2.11.4 Mätning och ändringar vid ESD-byggrupper
Mätning för endast utföras på ESD-känsliga enheter förutsatt att 2
– mätapparaten är jordad (t ex via skyddsledare) eller
– mätspetsen urladdas omedelbart innan mätning (t ex genom att hållas mot en metallren del av
styrenhetschassit).
→ Vid lödning får endast jordad lödkolv användas.
2.11.5 Sändning av ESD-byggrupper
ESD-känsliga komponenter och enheter ska alltid förvaras i ledande förpackning (t ex askar av
metalliserad plast eller metallhylsor) och ska även transporteras i ledande förpackning. 2
Om förpackningen inte är ledande måste enheterna lindas in i ledande material innan de förpack-
as. Använd t ex ledande cellgummi, ESD-påsar, hushållsaluminiumfolie eller papper men under
inga omständigheter plastpåsar eller plastfolie). 2
För enheter med inbyggda batterier måste tillses att den ledande förpackningen inte kommer i
kontakt med batteripolerna eller kortsluter dessa. Täck över batteripolerna med isoleringstejp el-
ler liknande. 2
Skötselinstruktion SIPLACE F5 HM 3 Tekniska data
Programversion SR.408.xx Utgåva 03/2006 SE 3.1 Maskinbeskrivning
69
3 Tekniska data
3.1 Maskinbeskrivning
Ytmonteringsautomaten har hög ytmonteringskapacitet och är försedd med en portal. På denna
sitter ett 6/12-segment-Collect&Place-huvud, ett Pick&Place-huvud och en kretskortskamera.
3
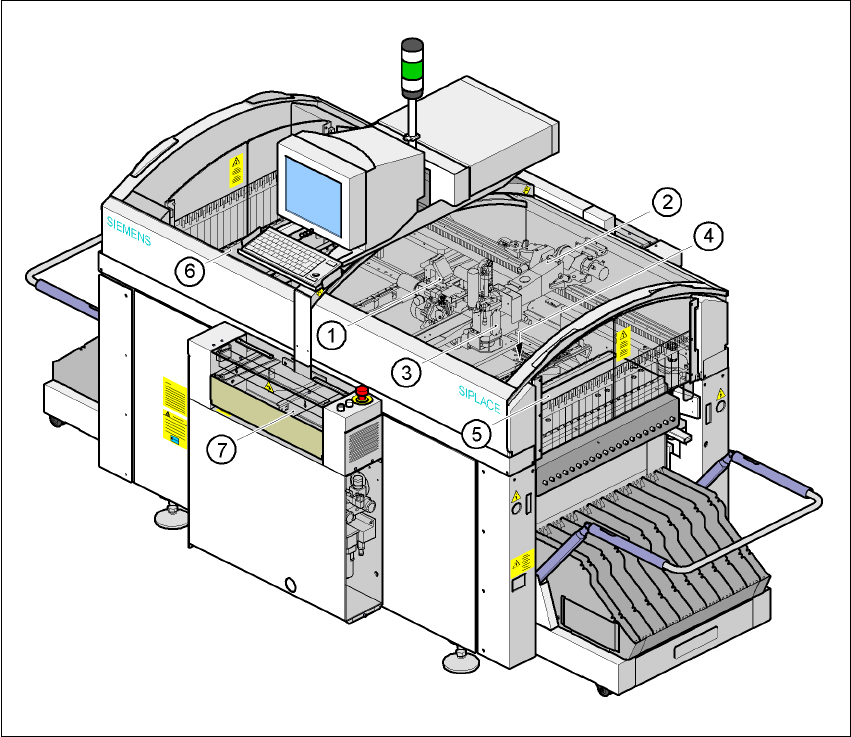
Bild 3.1 - 1 Översikt över automat
(1) 6/12-segments-Collect&Place-huvud med komponentkamera
(2) Portal 1 med KK-kamera
(3) Pick&Place-huvud
(4) Fine-Pitch-kamera för Pick&Place-huvud
(5) Stationär komponentmatning (ställplats 1)
(6) Stationär komponentmatning (ställplats 3)
(7) Kretskortstransportör (tillval dubbeltransportör)
3 Tekniska data Skötselinstruktion SIPLACE F5 HM
3.1 Maskinbeskrivning Programversion SR.408.xx Utgåva 03/2006 SE
70
Ytmonteringshuvudena hämtar komponenter från stationära matare och ytmonterar med dessa
de kretskort, som är fastklämda i kretskortstransportören.
Det 12-segments-Collect&Place-huvudet bearbetar komponenter i storlekarna 0201 till 18,7 x
18,7 mm². Med 6-segments-Collect&place-huvudet kan ytmonteringskapaciteten ökas om ande-
len IC i ytmonteringsprocessen är stor. Komponentspektrumet sträcker sig från 0603 till 32 x
32 mm². Med DCA- och 0201-paketet kan också mindre komponenter, som t.ex. 0201
bestyckas.
Pick&Place-huvudet är speciellt lämpat för ytmonteringen av högpoliga Finepitch-komponenter.
Den ytmonterar komponenter i storlekarna 1,6 x 0,8 mm² till 55 x 55 mm². Utöver visionmodulen
för centreringen av kretskorten förfogar automaten över komponent-visionmoduler för
Collect&Place-huvudet och Pick&Place-huvudet.
Ytmonteringsautomatens utformning
– med stationära matarenheter,
– med kretskort som ligger stilla vid ytmontering,
– och positionerbara ytmonteringshuvuden,
erbjuder väsentliga fördelar:
– Munstyckskonfigurationen kan t ex ändras, tack vare revolverhuvudena med 6/12 segment i
kombination med munstycksväxlaren, för att medge anpassning till olika komponentstorlekar.
Detsamma gäller också för Pick&Place-huvudet. Dessutom kan slag och ytmonteringsföljd op-
timeras.
– Tack vare att matarenheterna är stationära kan även mycket små komponenter plockas.
– Komponenterna kan inte glida på kretskortet under ytmontering (vilket ofta är fallet när krets-
kortet rör sig) eftersom kretskortet ligger stilla.
– Dessutom erhålls mycket hög lägesnoggrannhet för komponenter och kretskort med hjälp av
avancerade optiska centreringssystem (visionssystem).
– Påfyllning av komponenter och skarvning av band kan ske under gång.
– Förberedda komponentvagnar möjliggör att automaten kan ställas om utan långa maskinstil-
lestånd.
För komponentmatningen kan en våffelpackväxlare användas.