00194053-01_UM_F5HM_SR408_SE.pdf - 第215页
Skötselinstr uktion SIPLACE F5 HM 7 Optioner Programvers ion SR.408.xx Utgåva 03/2006 SE 7.12 SIPLACE Prod uctivity-Lift 215 7.12 SIPLACE Prod uctivity-Lif t 7.12.1 Koncept för paral lellytmontering I allmänh et är ytmon…
7 Optioner Skötselinstruktion SIPLACE F5 HM
7.11 Finkalibrering Programversion SR.408.xx Utgåva 03/2006 SE
214
– Magasin med 48 glaskomponenter
– Magasin med 196 keramikkomponenter
7.11.4 Funktionsbeskrivning
Markera först ett ytmonteringsprogram för finkalibrering. Klicka sedan på posten "Cluster for fine
calibration" (Instruktioner för finkalibrering) på menyn "Options" (Alternativ). Därefter monteras
glaskomponenter, från ett magasin på hållaren för ytmagasin.
Efter montering öppnas SITEST-programmet och mätprogrammet "Finkalibrering" startas.
Ytmonteringshuvudet (Collect&Place-huvud resp IC-huvud) mäter de aktuella ytmonteringsläge-
na för glas-/keramikkomponenterna och jämför dessa lägen med de cirkelformade märkena på
glasplattan.
Med hjälp av de 48 glaskomponenterna fastställs avvikelserna i X- och Y-led samt vinkelavvikel-
sen.
Användningen av de 196 keramiska komponenterna ökar mätresultatens tillförlitlighet för offset-
värdena. Vinkelkorrigering kan inte göras med keramikkomponenter.
Utgående från avvikelsevärdena beräknas korringeringsvärden och dessa läggs in i automatens
maskinfil.
Skötselinstruktion SIPLACE F5 HM 7 Optioner
Programversion SR.408.xx Utgåva 03/2006 SE 7.12 SIPLACE Productivity-Lift
215
7.12 SIPLACE Productivity-Lift
7.12.1 Koncept för parallellytmontering
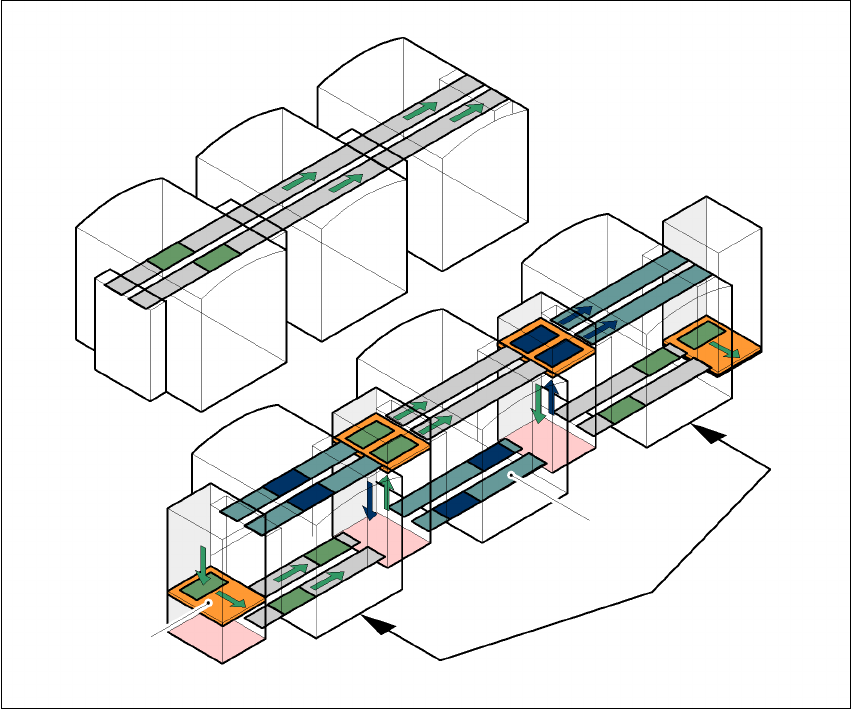
I allmänhet är ytmonteringslinjerna uppställda i serie och seriellt förbundna med varandra. Ytmon-
teringsprogrammet arbetar sekventiellt under det att kretskorten transporteras vidare till nästa ma-
skin. Detta betyder att ytmonteringen på ett kretskort är fördelat på flera olika automater.
7
Bild 7.12 - 1 Seriella och parallella linjer i jämförelse
Vid parallell förbindelse är ytmonteringsinnehållet för de olika automaterna sammanfattade. Flera
automater kör samma ytmonteringsprogram. De placerar alla komponenter på en maskin som är
fördelad på flera automater i en seriell bearbetning. Om kapaciteten för en automat är helt belas-
tad, transporteras kretskorten till nästa automat och bearbetas. Denna kombination av maskiner
med samma ytmonteringsinnehåll kallas grupp eller cluster.
Seriell linje
Parallell linje
Transport i undre läge
Grupp (Cluster)
Horisontal-/
vertikalhiss
7 Optioner Skötselinstruktion SIPLACE F5 HM
7.12 SIPLACE Productivity-Lift Programversion SR.408.xx Utgåva 03/2006 SE
216
7.12.2 Genomförande av parallellytmontering
Eftersom linjer med parallellt uppställda automater behöver mycket mera utrymme har konceptet
för parallellytmontering med transport i undre läge och horisontal-/vertikal-hiss (HV-Shuttle) utar-
betats. Automaterna är fortfarande i serie men med hjälp av hissarna och transport i undre läge
möjliggörs en linje i parallelldrift. På detta sätt bibehålls i princip kompakttätheten i SIPLACE-lin-
jerna.
Transport i undre läge
Två transportband transporterar tomma eller bearbetade kretskort under maskinen (se bild
7.12 - 1
).
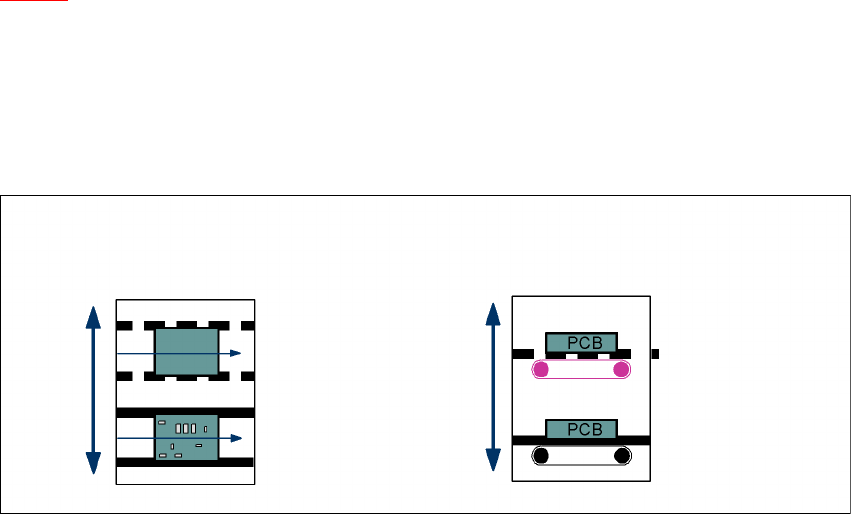
Horisontal-/vertikal-hiss (Horizontal-/vertical-Shuttle)
En HV-Shuttle är monterad i början av en linje, mellan automaterna och vid slutet av en linje. Den
transporterar kretskorten mellan det undre läget och bearbetningsnivån och mellan de båda spå-
ren i det undre läget.
7
Bild 7.12 - 2 Horisontal-/vertikal-hiss (HV-Shuttle), transportspårväxel och hissfunktion
Horisontaltransport
HV-Shuttle
hissfunktion
Vertikaltransport
Obearbetat
Bearbetat
Normal
transportnivå
Undre
transportnivå
HV-Shuttle
transportspårväxel