00197288-02_AI_TBO_SX12_V2_DE_EN.pdf - 第46页
3 Installation 3.2 Preparatory Steps 46 Assembly Instructions / Montageanleitung SIPLACE SX1/SX2 V2 Thick Board Option Option Dicke Leiterplatte 02/2019 3.1.3 Width Adjustment Fig.7: Width adjustment for single conveyor…
3 Installation
3.1 Overview of Conveyor for SX1/SX2 V2
Assembly Instructions / Montageanleitung SIPLACE SX1/SX2 V2 Thick Board Option Option Dicke Leiterplatte
02/2019
45
3 Installation
CAUTION
Do not loosen or remove the wrong screws
The following applies to all work performed on the conveyor:
► Make sure that you do not loosen or remove any other screws except those ones ex-
plicitly mentioned. Loosening or removing other screws could lead to irreparable mis-
alignment or damage to the conveyor rail.
NOTICE
Single and dual conveyor
The installation is described using the example of the dual conveyor. Installation on a single
conveyor follows the same procedure. Any relevant differences will be mentioned explicitly.
3.1 Overview of Conveyor for SX1/SX2 V2
Your placement machine is either fitted with the single or dual conveyor, depending on the config-
uration.
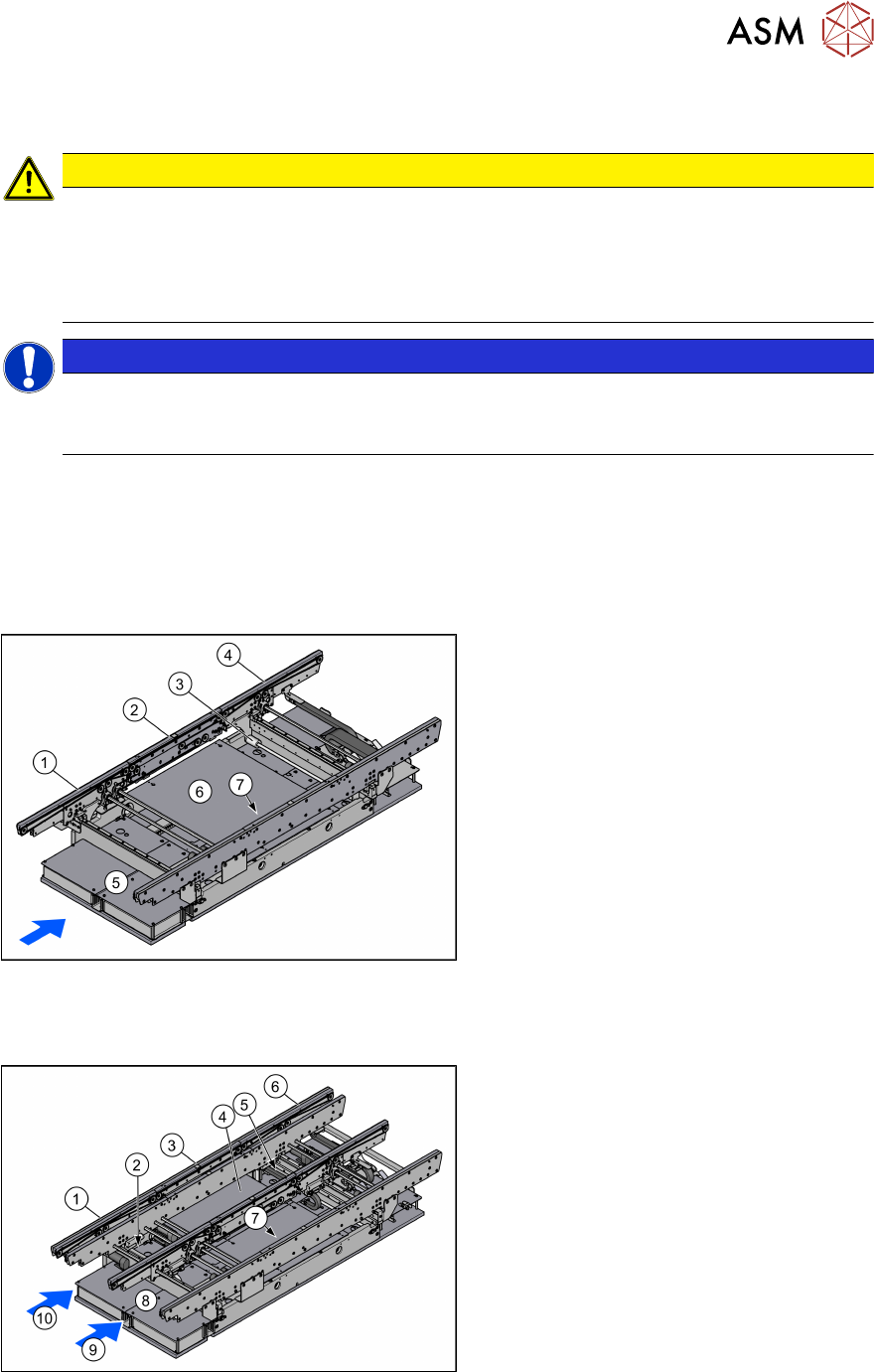
3.1.1 Single Conveyor
Fig.5: Single conveyor
1. Input area
2. Placement area
3. Width Adjustment
4. Output area
5. Conveyor control TSP420 (under the
cover)
6. Lifting table
7. Sensor rail (on the conveyor rail)
3.1.2 Dual Conveyor
Fig.6: Dual conveyor
1. Input area
2. Width adjustment in the input area
3. Placement area
4. Lifting table
5. Width adjustment in the output area
6. Output area
7. Sensor rail (on the conveyor rail)
8. 2x conveyor control TSP420 (under the
covers)
9. Conveyor lane 1
10. Conveyer lane 2
The dual conveyor has two conveyor lanes. In the standard version, the fixed conveyor rail of each
conveyor lane is on the right-hand side.
3 Installation
3.2 Preparatory Steps
46 Assembly Instructions / Montageanleitung SIPLACE SX1/SX2 V2 Thick Board Option Option Dicke Leiterplatte
02/2019
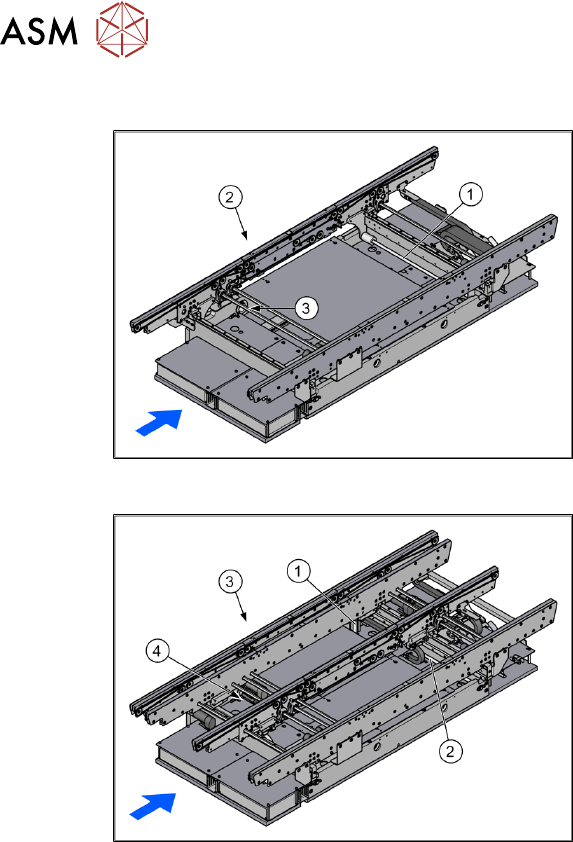
3.1.3 Width Adjustment
Fig.7: Width adjustment for single conveyor
1. Recirculating spindle
2. Toothed belt of width adjustment
3. Drive unit of width adjustment
Fig.8: Width adjustment for dual conveyor
1. Adjustment unit
2. Recirculating spindle
3. Toothed belt of width adjustment
4. Drive unit of width adjustment
Function description
The width is adjusted by means of a motor as programmed. For dual conveyor systems, differing
widths can be set for the two conveyor lanes. The width adjustment uses a motor with its own
measuring system, meaning that the PCB width can be set independently of other machine com-
ponents (e.g. the Y gantry).
The PCB width is adjusted using two width adjustment units, which are fitted in the input and output
areas. These adjustment units are moved synchronously back and forth by the drive motor, with
the help of recirculating spindles and a toothed belt.
In the dual conveyor, the fixing pins are moved out to release the clamp of the side rail. At the
same time, the side rail is fixed to the adjustment unit. After reaching the new PCB width, both fix-
ing pins move back in. The side rail is then clamped again.
In the single conveyor, the flexible rail is moved directly by the two recirculating spindles of the
adjustment units.
3.2 Preparatory Steps
► Use the software to move the conveyor sides into the position which allows you best access.
We recommend the following setting for this:
Set the two outer sides to their outermost positions at 281mm (dual) and the lane width to
160mm. The conveyor sides are then distributed as equally as possible across the conveyor
for best accessibility.
Alternatively, you can also loosen the conveyor side clamps on the dual conveyor. Read the
service manual for your machine first.
► Move the component trolley out of the machine.

3 Installation
3.3 Lowering the Conveyor
Assembly Instructions / Montageanleitung SIPLACE SX1/SX2 V2 Thick Board Option Option Dicke Leiterplatte
02/2019
47
► Switch off the machine, disconnect it from the power supply and secure it to prevent unauthor-
ized reactivation. Observe the instructions in section 1.2 "Preparatory work..." [}37].
3.3 Lowering the Conveyor
Fig.9: Checking the conveyor height
► Push the gantry over the conveyor.
► Check the height of the conveyor.
To do this, use a thickness gauge to
measure the distance from the upper
edge of the gantry to the clamping rails
and belt guidances.
Perform this measurement at the four
corners of the conveyor and the center
of the clamping rails.
This distance will be 176+/‑0.2mm in
SX1/SX2 V2 machines (see also 4.1
"Measurement Log" [}53]).
Fig.10: Fastening screw
► Remove the four fastening screws(1)
of the conveyor (Allen6). Remove the
screws and their washers.
You may need to dismantle the lifting
table plates to do this. Read the service
manual for your machine first.
These fastening screws are replaced with
longer ones during installation.
The setting screws for adjusting the con-
veyor height are located underneath the
fastening screws (Allen key size 10).
Fig.11: Setting screws
The setting screws fitted may vary according
to your conveyor version. If grub setting
screws without collar(1) are used, replace
these with setting screws which have a col-
lar(2) [03104139‑xx].
To do so, proceed as follows:
► Turn all four setting screws evenly upwards by one rotation. Repeat this until the conveyor
lays on the machine frame at all points.
► Now remove the old setting screws.
► Insert the new setting screws and tighten loosely to begin with.
Before you insert the screws, clean the area around them. Even minor contamination can in-
fluence the conveyor height.