00198397-02_IM_SIPLACE-CA4-V2_ZH.pdf - 第104页
3 技术数据和组件 使用说明书 SIPLACE CA4 V2 3.5 贴片头 使用 软件版本 711.0 或更新 2019 年 2 月版 104 3 图 3.5 - 4 SIPLACE MultiStar CPP M - 后视图,功能组第 3 部 分 (1) 元件传感器 (2) 高度达 8. 5 mm 的元件的组装位置 (3) 高度达 6 mm 的元件的组装位置 (3) (2) (1)
使用说明书 SIPLACE CA4 V2 3 技术数据和组件
使用软件版本 711.0 或更新 2019 年 2 月版 3.5 贴片头
103
3
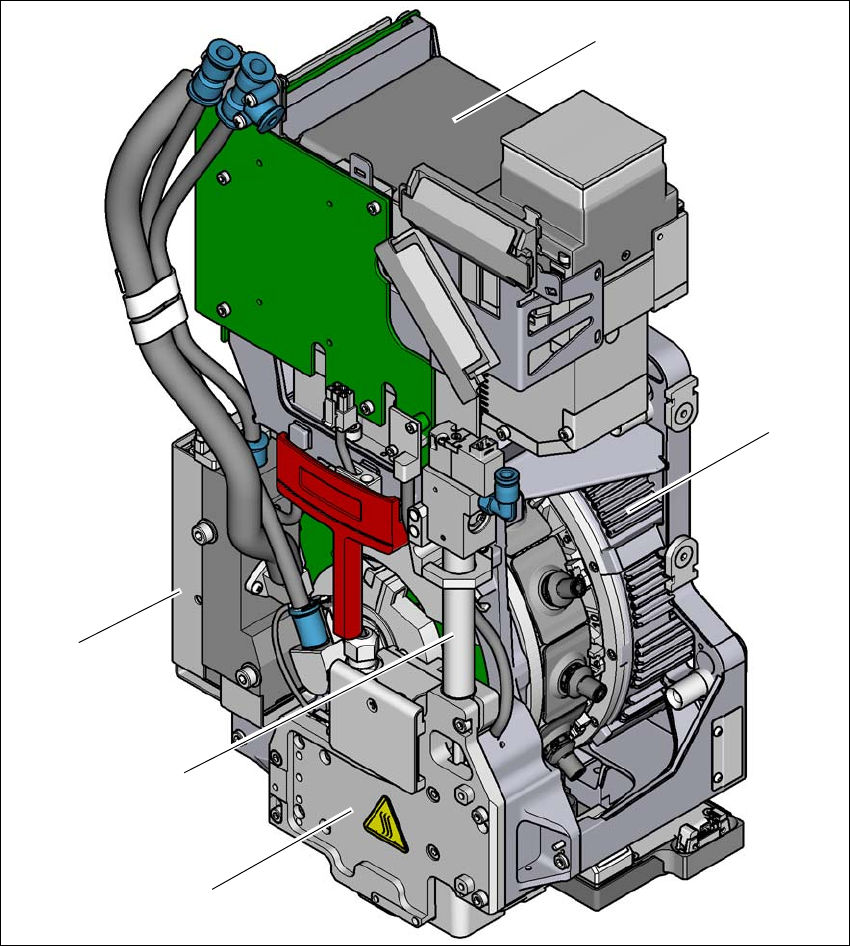
图 3.5 - 3 SIPLACE MultiStar CPP M - 前视图,功能组第 2 部分
(1) 元件相机 CPP (45 型,15 x 15 热链接)
(2) 星形驱动的力矩马达
(3) Z 轴驱动装置 (线性马达)
(4) 返回气缸
(5) 压力控制阀
(1)
(2)
(3)
(4)
(5)
3 技术数据和组件 使用说明书 SIPLACE CA4 V2
3.5 贴片头 使用软件版本 711.0 或更新 2019 年 2 月版
104
3
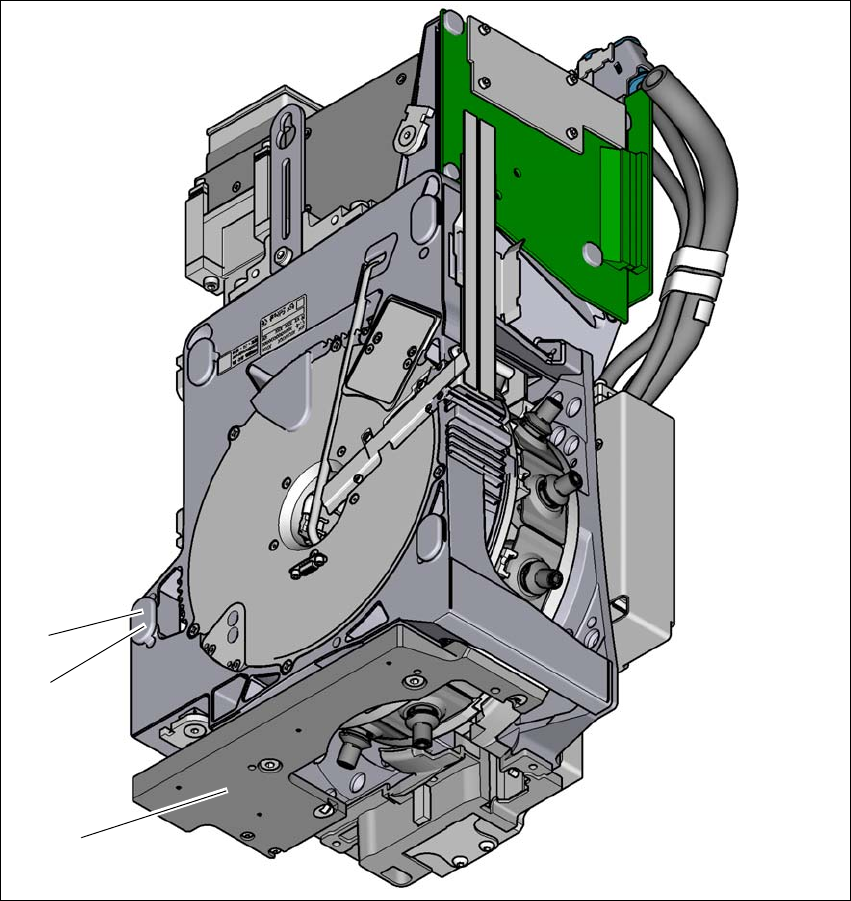
图 3.5 - 4 SIPLACE MultiStar CPP M - 后视图,功能组第 3 部分
(1) 元件传感器
(2) 高度达 8.5 mm 的元件的组装位置
(3) 高度达 6 mm 的元件的组装位置
(3)
(2)
(1)
使用说明书 SIPLACE CA4 V2 3 技术数据和组件
使用软件版本 711.0 或更新 2019 年 2 月版 3.5 贴片头
105
3.5.3.1 说明
MultiStar CPP M 将高贴片性能与高灵活性这两种相对的特性结合在了一起。处理最高达 15 mm x
15 mm 的较小元件时,MultiStar 便会使用 “ 收集与贴片 ” 法,从而确保较高的贴片性能。在这种
情况下,便会使用集成的元件相机来对元件进行光学对中。处理最高达 27 mm x 27 mm 的较大元
件时,贴片头会根据 “ 拾取与贴片 ” 原理工作。
C&P 和 P&P 这种贴片原理的组合是 MultiStar 这一名称的由来。它也被称之为 CPP M 贴片头。
CPP M 贴片头的 12 个段位器排列成星形。具备较高力矩的力矩马达会使星形轴围绕水平轴旋
转,即星形轴。
每个段位器还有自己用于旋转吸嘴的 DP 驱动装置。因而,单贴片头工作站上的吸嘴不用事先旋
转到正确位置。这些吸嘴能在任意时间相互独立的旋转到它们的贴片位置。
每个段位器都有一个独立的真空发生器。这样可极大地减少真空和吹气压力之间的切换时间。除
此之外,它还可以在保持电路中对每个独立吸嘴进行真空检查。
段位器的 Z 驱动装置使用了带有线性行程测量系统的线性马达,因此它非常精确。在拾取 / 贴片
位置, Z 驱动装置使段位器上下垂直运动。
正如所有其它 SIPLACE 收集与贴片的贴片头一样,贴片头中集成了元件相机。由于取消了元件
光学对中的额外行进路径,因此处理速度变得更快。
贴片头下方的元件传感器会对拾取 / 贴片位置上的元件进行测量。可在吸嘴的尖端执行针对 Z 轴
每次移动的测量,并且确认吸嘴上是否有元件以及元件有多高。
3.5.3.2 SIPLACE MultiStar CPP M 的装配位置
CPP 贴片头 M 可安装在贴装头的两个不同位置上:
– 位于顶部装配位置的 MultiStar (仅根据要求提供)
在此位置,可以处理尺寸不超过 27 mm x 27 mm,高度不超过 8.5 mm 的所有元件。 3
– 位于底部装配位置的 MultiStar
在此位置,CPP 贴片头可贴装的元件尺寸最大为
15 mm x 15 mm,元件高度最高为 6 mm,使用 “ 收集与贴片 ” 的方法。 3
定义装配位置时,请遵循以下规则:
贴片头的高度必须与同一贴片区域内所有贴片头的高度相一致。