松下印刷机SP18P-L规格说明书.pdf - 第13页
SP18P-L 2006.0601 - 7 - 4.4 网板清洁 为了保持高印刷品质,网板清洁也是 重要因素之一。 SP18P-L 通过清洁模式的设定,能够灵 活对应客户的多种生产形 态。 ■ 清洁模式设定 使用 1 次往返和 2 次往返时,请各自设定清洁条件 。 设定项目 内容 往/返 选择往返的清洁动作的有 ・ 无。 速度 清洁速度可设定在 10 mm/s ~ 150 mm/s 。 湿式/干式 进行湿式 ・ 干式的选择。(湿式是在 …
SP18P-L 2006.0601
- 6 -
4.3
循环时间
■ 脱版速度控制的种类
1.
高速多种脱版控制
SP18P-L
的标准脱版控制。在要求基板整体均一的印刷品质的焊锡点印刷,作成的控制方式。不受网板张力
影响实现优良印刷品质。
2.
等速脱版控制
以等速度进行脱版。用详细菜单能够选择。
3.
多等级速度脱版控制
客户能够任意设定脱版动作的模式。
脱版动作希望更详细更简单变更时使用。
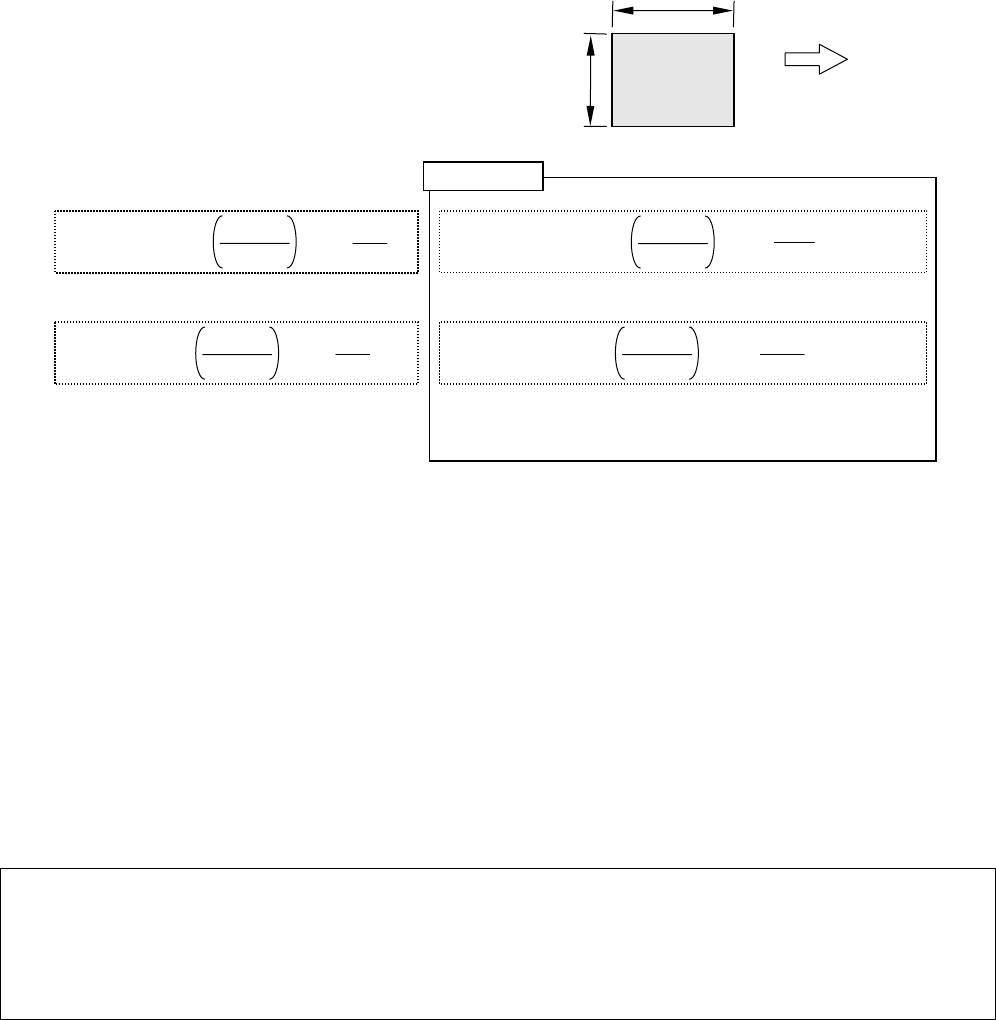
■ 循环时间的计算(简易计算式)
T (s) :
循环时间
Vs (mm/s) :
刮刀速度
Vz (mm/s) :
脱版速度
Z (mm) :
版分离距离
[
间隙量
]
X (mm) :
基板尺寸
Y (mm) :
基板尺寸
・ 多等级速度脱版控制,由于速度模式被任意设定,在此省略计算例。
∗∗
Remarks
∗∗
•
上述循环时间计算式是概算。实际的印刷工序多少有异。另外,连接设备和基板的交付时间也受循环时间影响。
•
上述循环时间计算时的条件
1.
基板下压
:
不使用
[
使用时
: +2.5 s]
2.
基板吸着
:
不使用
[
使用时
: +3.0 s]
•
「左
→
右流向」「右
→
左流向」任一形式循环时间都相同。
基板
Y
X
基板流向
•
等速度脱版控制时
•
高速多种脱版控制时
计算例
条件
: Vs = 50 mm/s, Vz = 2 mm/s, Z = 2 mm,
X = 200 mm, Y = 150 mm
T = 7.5 + 0.01X + + 1 +
Y + 77
Vs
Z
2Vz
T = 7 + 0.01X + + 1 +
Y + 77
Vs
Z
Vz
T = 7 + 0.01 × 200 + + 1 + = 15.5 s
2
150 + 77
50 2
T = 7.5 + 0.01 × 200 + + 1 + = 15.5 s
150 + 77
50
2
2 × 2
SP18P-L 2006.0601
- 7 -
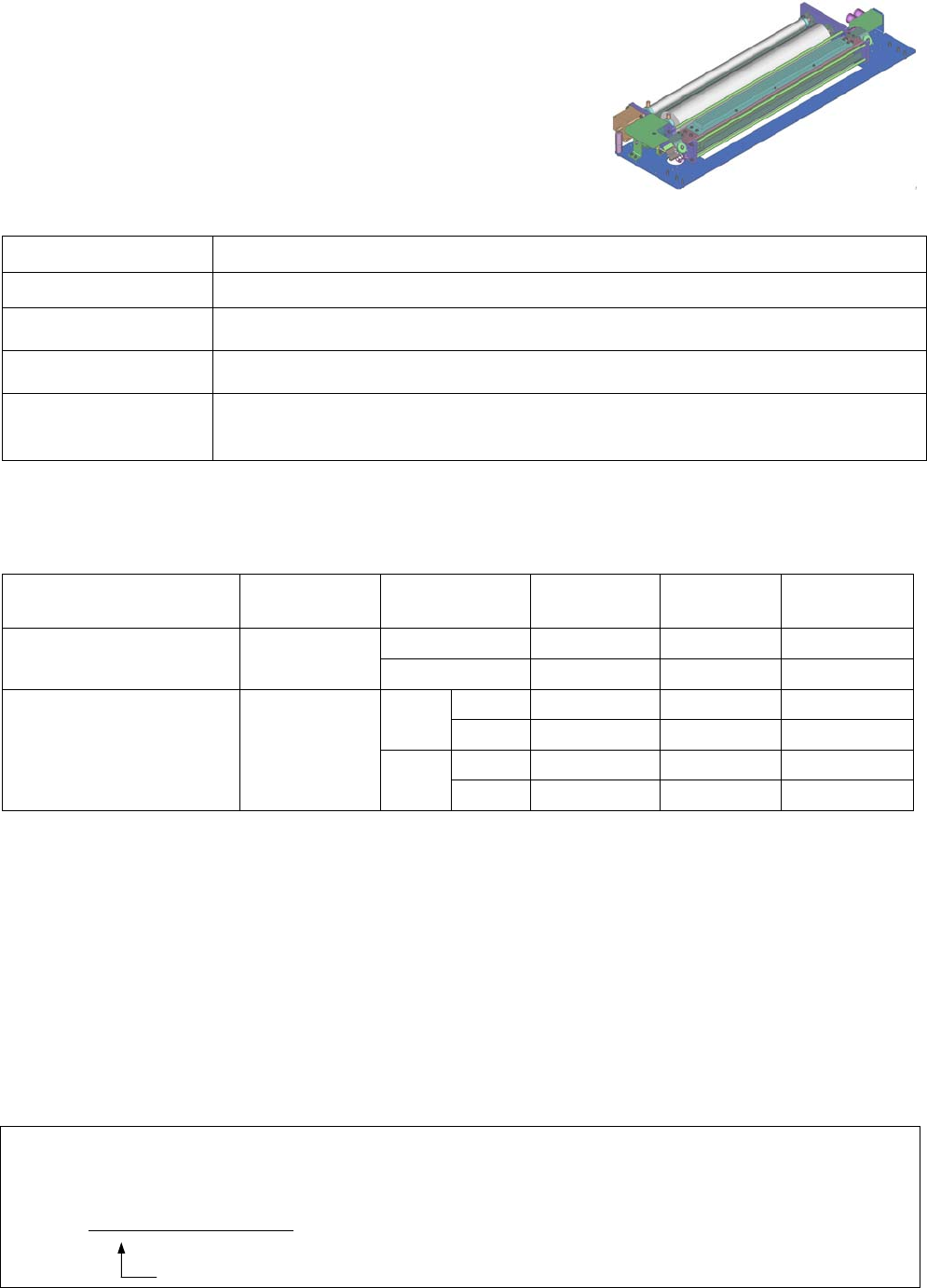
4.4
网板清洁
为了保持高印刷品质,网板清洁也是重要因素之一。
SP18P-L
通过清洁模式的设定,能够灵活对应客户的多种生产形
态。
■ 清洁模式设定
使用
1
次往返和
2
次往返时,请各自设定清洁条件。
设定项目
内容
往/返
选择往返的清洁动作的有・无。
速度
清洁速度可设定在
10 mm/s
~
150 mm/s
。
湿式/干式
进行湿式・干式的选择。(湿式是在纸上点胶)
真空
清洁时选择是否要真空。
湿式清洁时真空强行为
OFF
。
■ 日常清洁时
1
次往返模式・
2
次往返模式各自的清洁间隔能够设定。
<推荐条件>
往返模式
间隔
(枚)
往/返
速度
(mm/s)
湿式/干式
真空
往
60
干
ON
1
次往返模式
(
干式清洁
)
10
返
80
干
OFF
往
60
干
ON
1
次
往返
返
80
干
OFF
往
40
湿
OFF
2
次往返模式
(
湿式清洁
)
20
2
次
往返
返
80
干
OFF
※
1
次往返模式和
2
次往返模式的间隔重叠时,
2
次往返模式被优先。
■ 有关湿式清洁溶剂的注意事项
・ 溶剂从安全性考虑请使用「水溶性溶剂」。
・ 可燃性的溶剂有引火的可能性。请不要接近火气。
・ 丙酮、甲醇
(
木醇
)
,是发生故障的原因,请绝对不要使用。
・ 请勿使用乙醇或
IPA (
异丙醇
)
、或者乙醇和
IPA
的混合液。(不适合
CE
。)
・ 如果使用化纤材料的清洁纸和可燃性的溶剂,会发生静电而引起意想不到的事故,请绝对不可使用。
∗∗
Remarks
∗∗
•
[
推荐溶剂
]
工业用洗净剂
EleaseM2800
(生产厂家:旭化成化学株式会社)
•
有关网板清洁的考虑方案
干式
:
焊膏粒子和助焊剂的清除
(
网板开口部和网板后面
)
湿式
:
薄膜状剩余助焊剂的清除
(
网板后面
)
焊膏粒子易附着于网板后面的原因
SP18P-L 2006.0601
- 8 -
4.5
识别方法
SP18-L
是使用不同照相机进行网板识别和基板识别。
・ 网板识别照相机
:
从网板的下面识别网板识别标记。
・ 基板识别照相机
:
每个循环识别基板。
■ 网板识别
项目
内容
对象标记
在金属网板开口部或者网板下面用树脂作成的识别标记
标记尺寸
0.12 mm × 0.12 mm
~
1.5 mm × 1.5 mm (φ0.2 mm
~
φ1.5 mm
以内
)
整体示教的标记尺寸
(a
~
d)
的设定可能范围是
0.5 mm
~
1.8 mm
※不能识别网眼网板
■ 基板识别
识别每个循环的基板,进行与网板的定位。
项目
内容
补正量
X, Y
方向
: ±4 mm
以内
θ
方向
: ±0.7°
以内
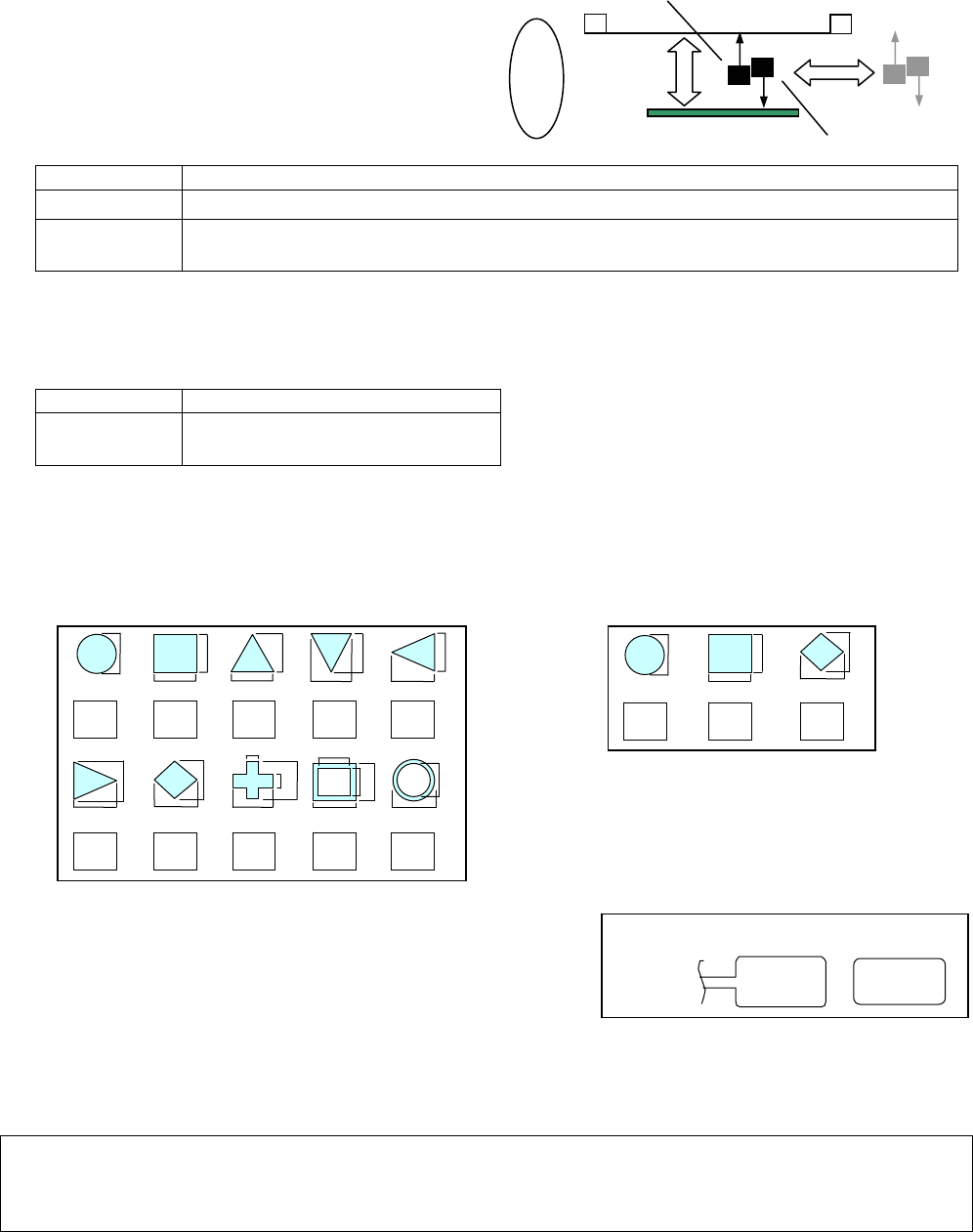
■ 整体示教功能
和基板识别标记相同位置有识别标记的丝网网板,通过「整体示教功能」简单进行基板和网板的位置调整。
・ 只有在印刷面有识别标记的网板开口部,使用识别标记。这时不可使用整体示教功能。
・ 整体示教能使用的标记,如下所示。
【基板侧】形状指定
【网板侧】形状指定
■ 基板识别点数
基板识别通常进行
2
点
(A, B
点
)
识别。
配合客户的要求能任意设定识别
1
点~
4
点的点数。
(
例
) 1
点识别
:
位置调整精度降低而循环时间能够缩短约
1 s
。
4
点识别
:
能得到更高精度的基板定位。
※作为识别标记也可选择基板的「焊盘」,请注意随形状不同有不可正确识别的情况。
※识别标记与「所希望的印刷精度的元件」的「焊盘」相配合,不受基板的制造误差,能进行更高精度的印刷
(
贴装
)
。
∗∗
Remarks
∗∗
•
识别标记被「焊膏涂层」时,基板识别会有错误。
此时,请用手动调节照明灯。焊膏涂层反射出识别图像不均匀时,
抬高照明灯
2 (
同轴照明
)
会更有效。
良好形状
不良形状
(
例
)
前
侧
网板识别照相机
基板识别照相机
待机位置
b
a
2 1
a
b
3
a
a
b
d
c
a
bd
c
a
b
8 9 10
b
a a
a
b b
b
a
2 3 4 51
b
a
a
b
6 7
a