松下印刷机SP18P-L规格说明书.pdf - 第41页
本资料所记载的商品 ( 或技术 ) 如果符合外汇,或国际贸 易法所规定的 限制货物 ( 或限制技术 ) ,从日本出口 ( 或提供技术 ) 时,需按照本条例 获得出口许可 ( 或劳务交易许可 ) 。 441-13 Nagaha su, Tateishi-m achi, Tosu-cit y, Saga 841-8585, J apa n TEL (0942) 84 – 2644 ~ 46 FAX (0942)84 – 2636 ※ 此规格…
SP18P-L 2006.0601
- 33 -
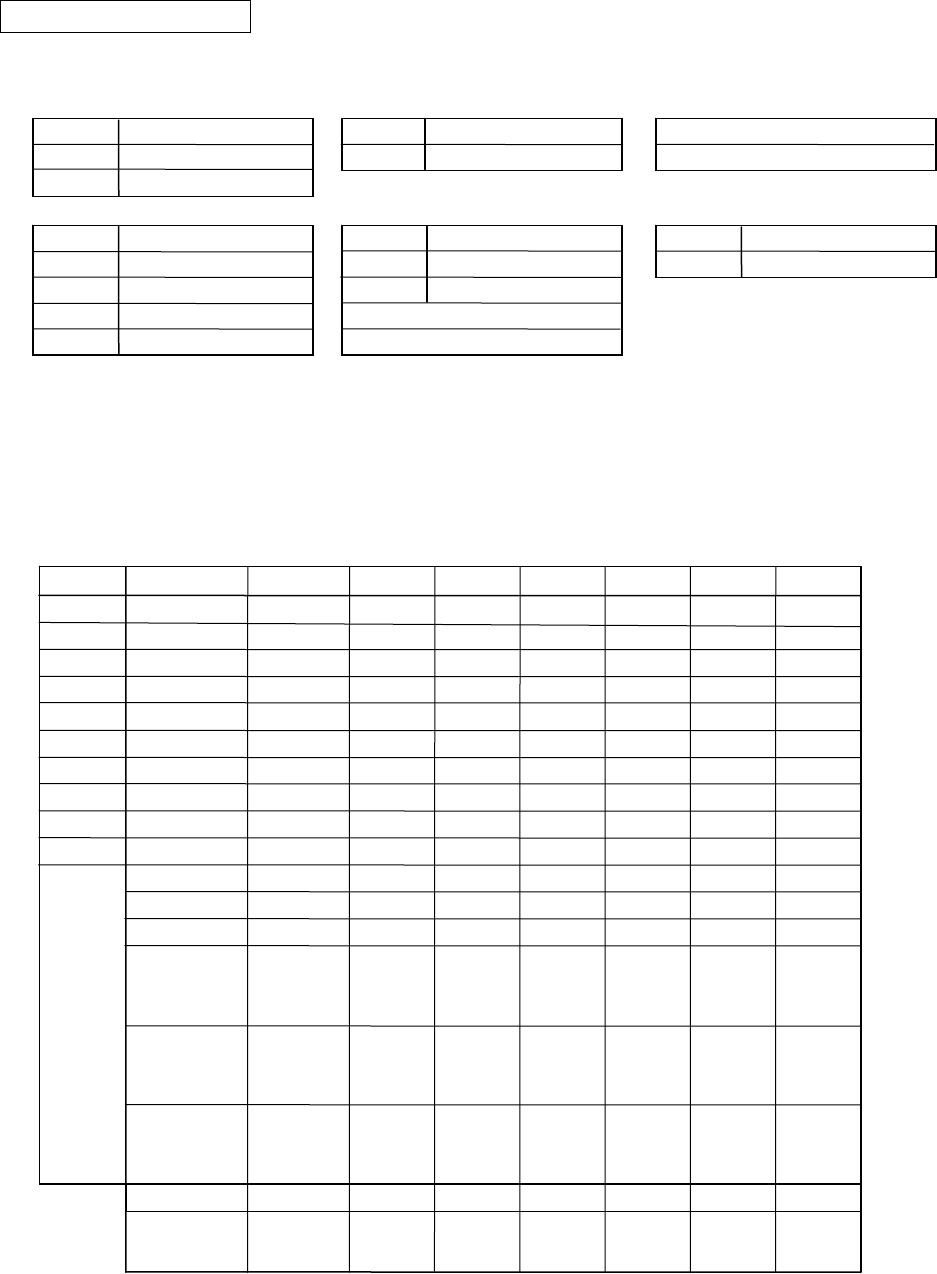
印刷条件调整表
日期
负责人
客户名
机种名
序列号
焊膏
生产厂家
型号
粘度
(
马尔科姆、
10 min
-
1
、
25
度
)
触变性比
TI=
(3/30 min
-
1
)
粒 径
µm
~
µm
*印刷工序由下
2
个工序构成。
1
.填充性
:
在网板开口部,干净的填塞焊膏
2
.脱版性
:
在开口部填塞的焊膏,干净的抽出
*设定印刷条件的原则
1
.填充性
:
加快或减慢刮刀速度。
(
若还不行,变更下表参数②,然后变更③
)
2
.脱版性
:
加快或减慢下降速度。
*请尽量避免新建的材料
(
焊膏、网板
)
双方组合的条件。
一方请必须使用有实绩的材料。
(
有时不能设定条件
)
*不仅是基板上的焊膏量,同时确认网板开口部的剩余量焊膏,推定不良原因。
印刷难易度
QFP
CSP, BGA
mm
间距
网板
生产厂家
制法
厚度
µm(
半蚀刻部
µm)
最小开口部尺寸: ×
最大开口部尺寸: ×
mm
间距
※ 本公司在印刷实验时也使用此表。
若
客
户在印刷条件调整时也
使
用此
表
,
能够
更
简
易的进行短时间的调整。
变更参数
条件项目
单位
条件
1
条件
2
条件
3
条件
4
条件
5
条件
6
填充①
刮刀速度
mm/s
填充②
印压
*
1
填充③
刮刀角度
压进量
mm
脱版①
下降速度
mm/s
脱版模式
-------
下降行程
mm
间隙量
mm
刮刀硬度
Hs
基板夹紧压力
a
基板上焊膏
多・适量・少
网板开口部 多・少・无
异方性 有・无
形状
-------
其他
-------
清洁
条件
判定
○・△・X
备 注
-------
*
1
:印压的单位,
SP10, 11
是
MPa
、
SP20, 22, 28, 60, 80, 18
是
×10
-2
N
。
*
2
:有关国际单位系
(SI
单位
)
的换算 单位换算式「
1
㎏
f/cm
2
= 0.098 1 MPa
」
★推荐条件中的
*****
部,随焊膏等印刷材料不同而异。
不适当
内容
*
2
°
本资料所记载的商品
(
或技术
)
如果符合外汇,或国际贸易法所规定的
限制货物
(
或限制技术
)
,从日本出口
(
或提供技术
)
时,需按照本条例
获得出口许可
(
或劳务交易许可
)
。
441-13 Nagahasu, Tateishi-machi, Tosu-city, Saga 841-8585, Japan
TEL (0942) 84 – 2644
~
46
FAX (0942)84 – 2636
※
此规格说明书是使用再生纸印制而成。