松下印刷机SP18P-L规格说明书.pdf - 第15页
SP18P-L 2006.0601 - 9 - 5. 其他标准规格 5.1 程序功能 数据编制、修正都在主体进行。 使用选购件的 PT200-G 时,数据编制在 PT200-G 进行。部分数据修正也能在机器主体 进行,被修正的内容反馈 于 PT200-G 。 5.2 三色信号塔 信号灯的颜色与亮灯标准 信号灯的 显示颜色 分 类 亮灯标准 红色 紧急停止错误 ・ 电机等轴异常 ・ 空气压力下降 ・ 轴动作中盖打开 ・ 内部传送带 (XY…
SP18P-L 2006.0601
- 8 -
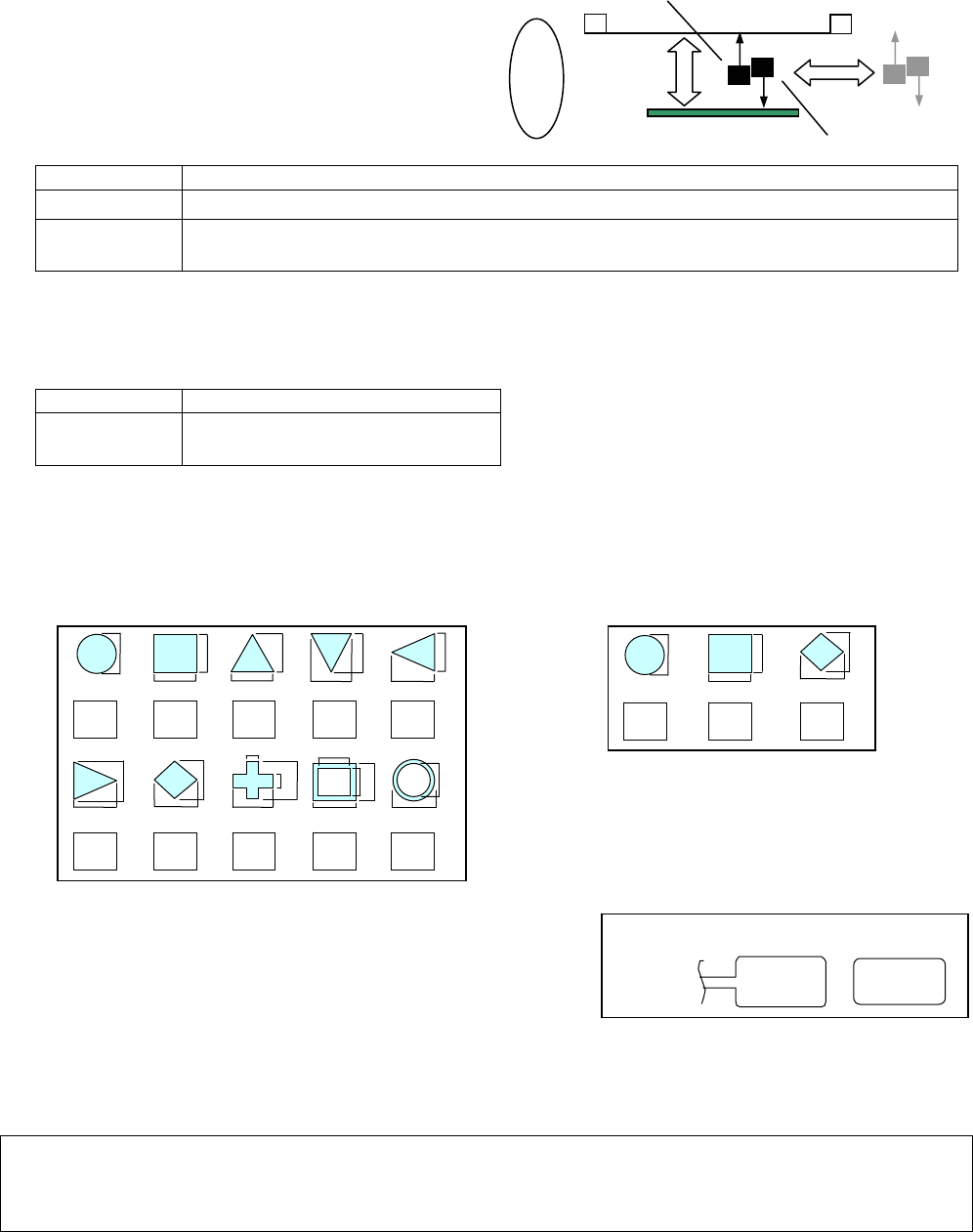
4.5
识别方法
SP18-L
是使用不同照相机进行网板识别和基板识别。
・ 网板识别照相机
:
从网板的下面识别网板识别标记。
・ 基板识别照相机
:
每个循环识别基板。
■ 网板识别
项目
内容
对象标记
在金属网板开口部或者网板下面用树脂作成的识别标记
标记尺寸
0.12 mm × 0.12 mm
~
1.5 mm × 1.5 mm (φ0.2 mm
~
φ1.5 mm
以内
)
整体示教的标记尺寸
(a
~
d)
的设定可能范围是
0.5 mm
~
1.8 mm
※不能识别网眼网板
■ 基板识别
识别每个循环的基板,进行与网板的定位。
项目
内容
补正量
X, Y
方向
: ±4 mm
以内
θ
方向
: ±0.7°
以内
■ 整体示教功能
和基板识别标记相同位置有识别标记的丝网网板,通过「整体示教功能」简单进行基板和网板的位置调整。
・ 只有在印刷面有识别标记的网板开口部,使用识别标记。这时不可使用整体示教功能。
・ 整体示教能使用的标记,如下所示。
【基板侧】形状指定
【网板侧】形状指定
■ 基板识别点数
基板识别通常进行
2
点
(A, B
点
)
识别。
配合客户的要求能任意设定识别
1
点~
4
点的点数。
(
例
) 1
点识别
:
位置调整精度降低而循环时间能够缩短约
1 s
。
4
点识别
:
能得到更高精度的基板定位。
※作为识别标记也可选择基板的「焊盘」,请注意随形状不同有不可正确识别的情况。
※识别标记与「所希望的印刷精度的元件」的「焊盘」相配合,不受基板的制造误差,能进行更高精度的印刷
(
贴装
)
。
∗∗
Remarks
∗∗
•
识别标记被「焊膏涂层」时,基板识别会有错误。
此时,请用手动调节照明灯。焊膏涂层反射出识别图像不均匀时,
抬高照明灯
2 (
同轴照明
)
会更有效。
良好形状
不良形状
(
例
)
前
侧
网板识别照相机
基板识别照相机
待机位置
b
a
2 1
a
b
3
a
a
b
d
c
a
bd
c
a
b
8 9 10
b
a a
a
b b
b
a
2 3 4 51
b
a
a
b
6 7
a
SP18P-L 2006.0601
- 9 -
5.
其他标准规格
5.1
程序功能
数据编制、修正都在主体进行。
使用选购件的
PT200-G
时,数据编制在
PT200-G
进行。部分数据修正也能在机器主体进行,被修正的内容反馈
于
PT200-G
。
5.2
三色信号塔
信号灯的颜色与亮灯标准
信号灯的
显示颜色
分
类
亮灯标准
红色
紧急停止错误
・ 电机等轴异常
・ 空气压力下降
・ 轴动作中盖打开
・ 内部传送带
(XY
工作台
)
搬送错误
・ 识别照相机故障
黄色
单一停止错误
・ 基板识别错误
・ 焊膏用完
・ 清洁纸
/
溶剂用完
绿色
运转中
自动运转等电源为
ON
时
(
但是,红色・黄色闪烁时为熄灯
)
※亮灯规格能够变更其设定。
红
黄
绿
距离地面
2 000 mm
(
标准
)
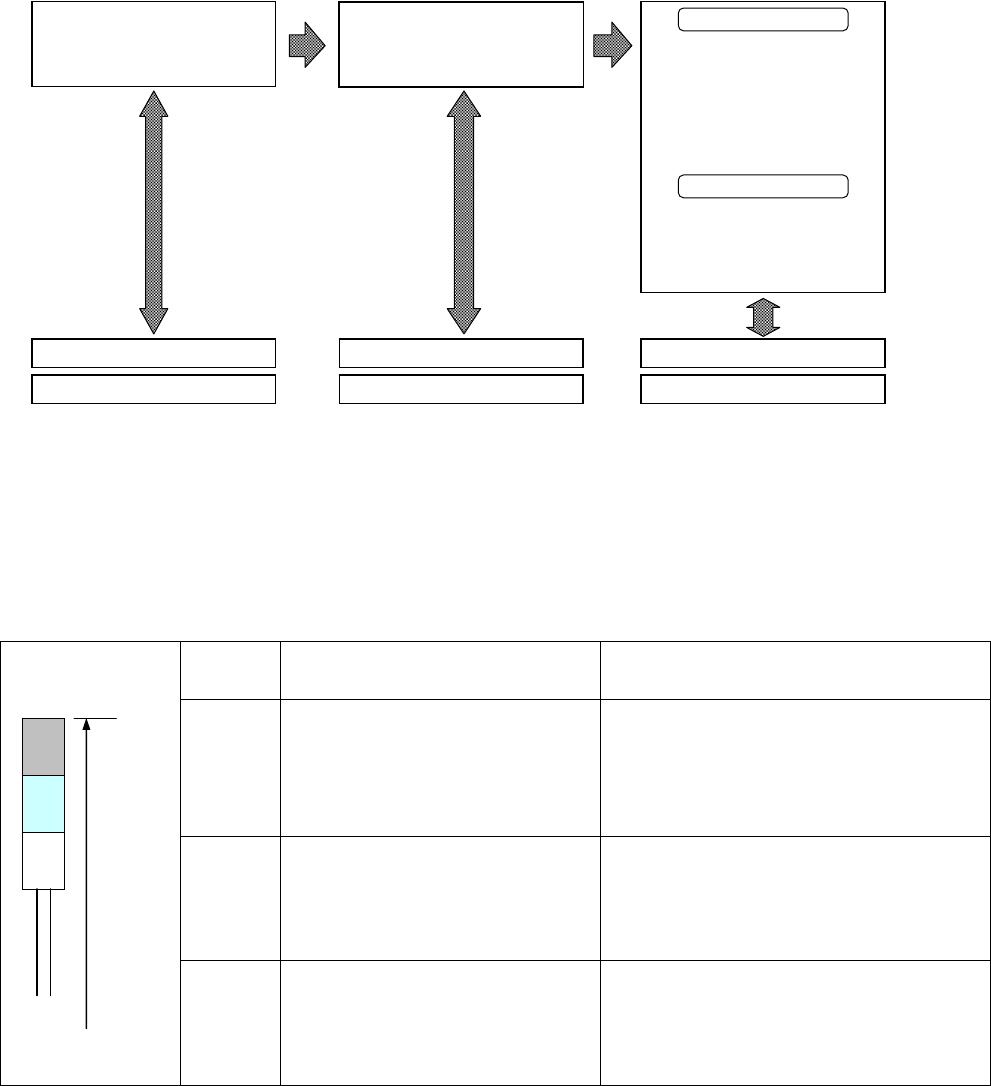
[
印刷条件数据
]
基板识别数据 清洁数据
印刷计数数据
[
基板数据
]
坐标基准
基板定位数据
•
间隙量
•
下降速度
•
下降行程
•
脱版速度种类切换
•
动作模式
•
印刷速度
•
印刷后优先顺序
•
刮刀长度
•
刮刀种类
•
刮刀角度
•
印压
升降机
L W T
(
长度
) (
宽度
) (
厚度
)
[
网板数据
]
网板识别数据
印刷位置数据
制版基准
L W T
(
长度
) (
宽度
) (
厚度
)
刮刀
SP18P-L 2006.0601
- 10 -
6.
丝网网板、
印刷基板设计基准
6.1
丝网网板规格
■ 丝网网板规格一览
标准规格能够使用的网板
丝网网板种类
丝网网板尺寸
对应最大基板尺寸
制版基准
(Y
方向
)
制版基准
(X
方向
)
29
英寸框
(L
尺寸基准
)
29
英寸框
(D
尺寸基准
)
29
英寸框
(DEK
基准
)
29
英寸框
(MPM
基准
)
736 mm × 736 mm
510 mm × 460 mm
以内
M
尺寸框
650 mm × 550 mm (
横向长
) 330 mm × 250 mm
以内
中心(推荐)/
前侧
都是中心
如果选择M尺寸规格
(
选购件
)
,也可以使用以下网板。
550 mm × 650 mm (
纵向长
)
M
尺寸框
600 mm × 550 mm (
横向长
)
330 mm × 250 mm
以内 中心/前侧
都是中心
・ 由于从网板下面进行网板识别,识别标记需要在下面设置或者是在贯通孔作成
・ 网板下面没有识别标记时,以开口部为基准进行位置调整。
・ 对应最小基板尺寸,任何丝网网板尺寸都是
50 mm × 50 mm
。
・
SP18P-L
只有前面基准。请注意没有内侧基准规格。
・ 使用上表以外的丝网网板、制版基准时,请与本公司联络。
・ 变更丝网网板框尺寸时,需要变更网板数据和网板支座的宽度。
・ 如果选择
M
尺寸规格
(
选购件
)
时,为了防止与网板干涉的钳位器、清洁装置是
M
尺寸专用元件。
(M
尺寸以
上的基板不可生产。
)
・ 请注意模板尺寸。
Y
方向的网板粘贴用银标签请贴在基板尺寸
+
单侧
75 mm
范围外。
(75 mm
以内若有银标
签,根据对印刷品质的影响需要偏移印刷范围。
)
网板的制版基准对「中心基准
(
中心
: Y
、中心
: X)
」时,容易得到良好的印刷状态。
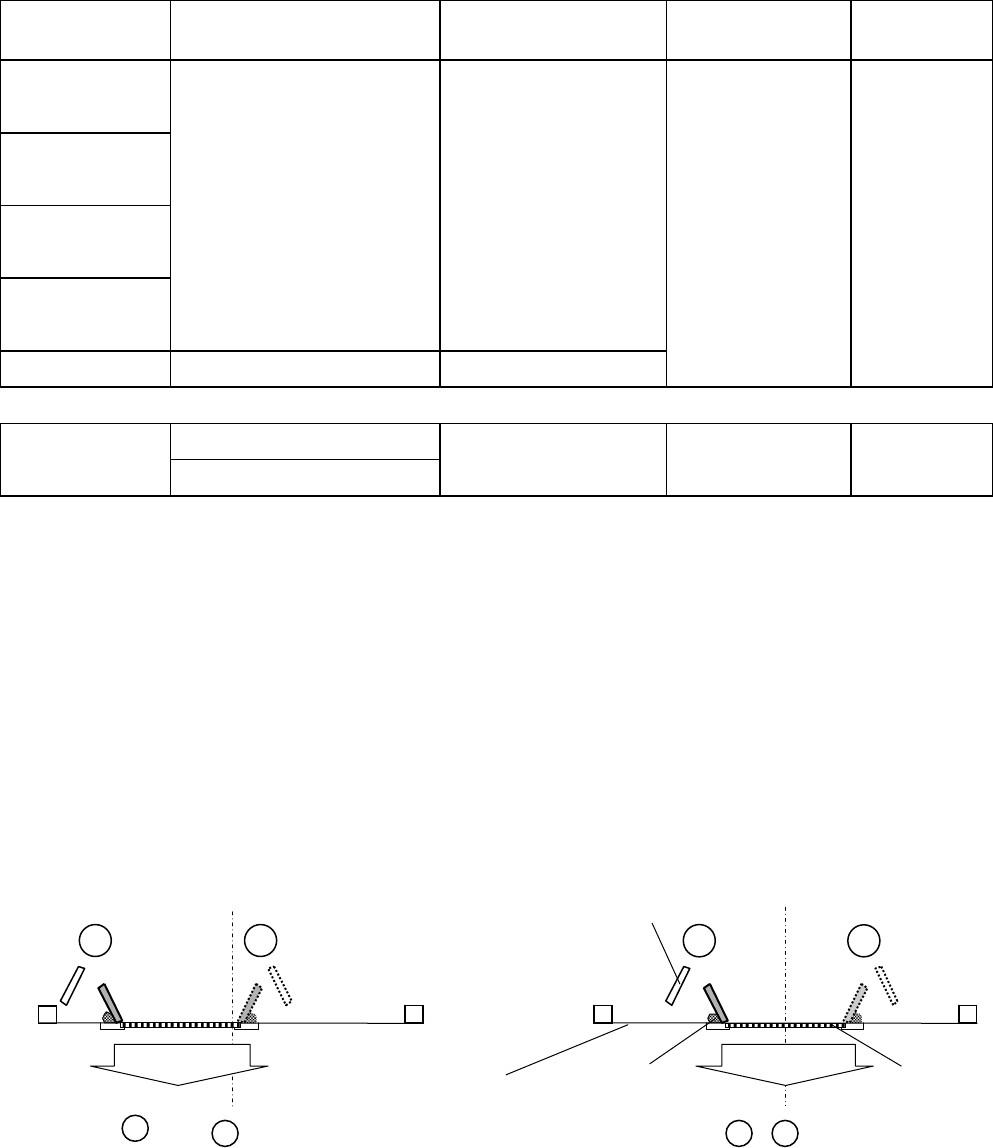
「前面基准」时,容易出现印刷方向
(F→R, R→F)
的转印量偏差等现象。
[
前面基准
]
刮刀位于
A
位置和
B
位置时,脱版时的网板动作
不同。
A
B
脱版
刮刀
[
中心基准(推荐)
]
焊膏
基板
A' B'
脱版
刮刀分别位于
A’ ,
B’
位置时
网
板
的
动作
大致相
同
。
丝网网板