松下印刷机SP18P-L规格说明书.pdf - 第22页
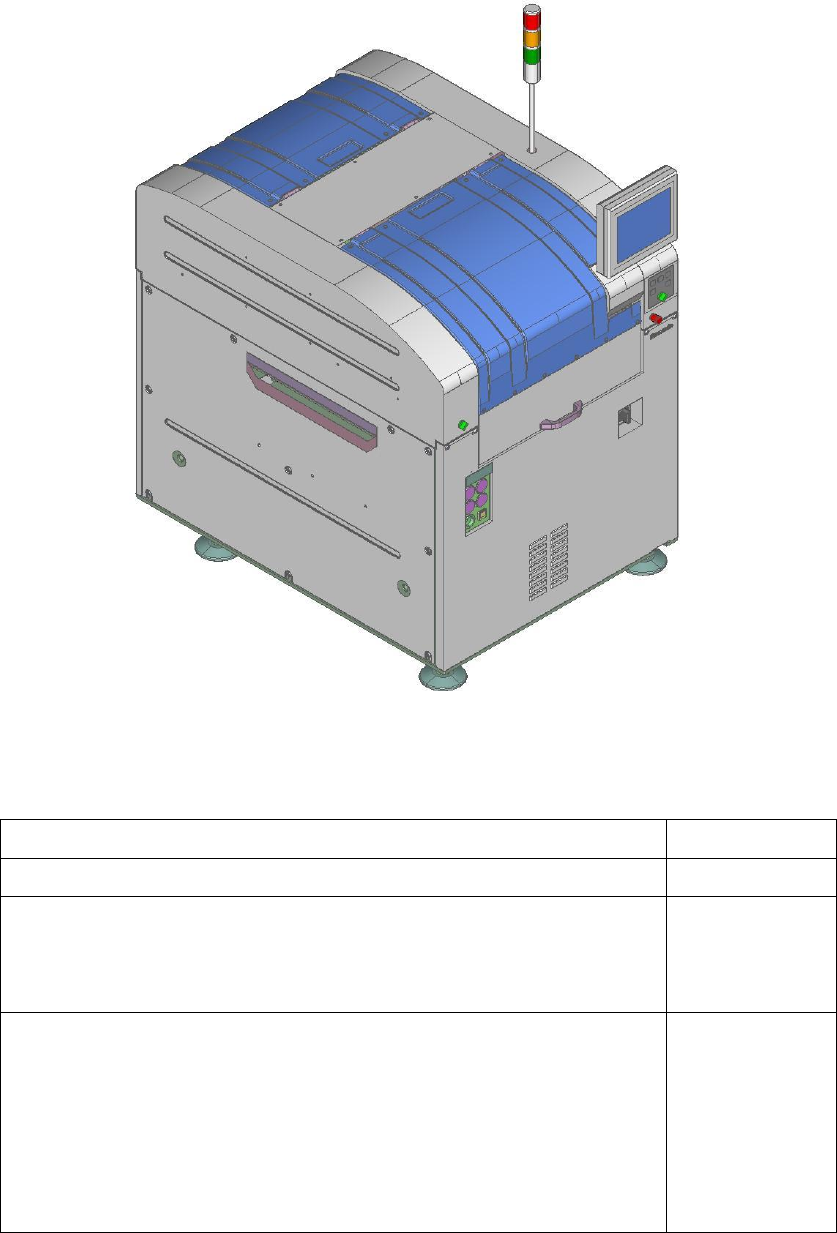
SP18P-L 2006.0601 - 16 - 7. 标准主体构成 ■ 主体 ■ 附属品 项目 数 量 固定零件 ( 机器搬送用 ) 1 套 SD 卡( 64MB ) ・ 系统用 ・ 数据保存用 ・ 密码盘用 各 1 套 使用说明书 ・ 操作手册 ・ 程序手册 ・ 维护手册 ・ 参照手册 ・ 安装手册 零件目录 控制配线图 各 1 部
SP18P-L 2006.0601
- 15 -
6.3
识别标记
基板的识别标记,在基板的对角位置需要
2
点。
■ 基板识别标记规格
标记形状
尺寸
○
φ0.5 mm
~
φ1.6 mm
△(正三角形) 一边的长度
0.5 mm
~
1.6 mm
□ 纵横
0.5 mm
~
1.6 mm
纵横
0.5 mm
~
1.6 mm
标准标记形状和尺寸
所谓尺寸的纵横,指标记所外接的四角形的尺寸
标记的材质和
电路图形
基板的识别补正,根据与标记和电路图形
(
导电体图形
)
的位置关系而定。因此,
对补正精度来讲,标记必须与电路图形的工程、材质相同。
标记材质和
基板质地的画像条件
基本上,标记识别依靠照明的反射光的强度来进行,因此标记的材质和基板质地
需要具有一定的对比度。
此反差,会因电镀状态
•
氧化状态
•
表面高度
•
偏差
•
镜面性
•
保护物质
•
干扰光而有
相当的变化,因此需要事先进行对象标记的评价。
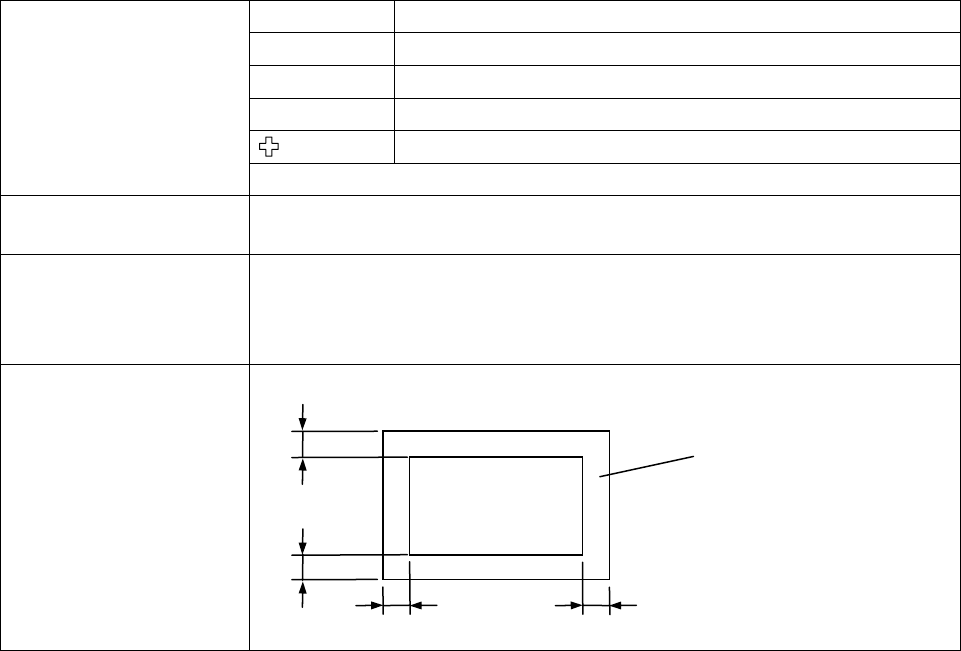
标记尺寸和背景
标记的背景,需要与标记所相异的一定尺寸以上的不干涉区域。
不干涉区域
标记
a
≧
0.2 mm
以上
标记不一定必须为黑色。
a
a
aa
SP18P-L 2006.0601
- 16 -
7.
标准主体构成
■ 主体
■ 附属品
项目
数
量
固定零件
(
机器搬送用
) 1
套
SD
卡(
64MB
)
・ 系统用
・ 数据保存用
・ 密码盘用
各
1
套
使用说明书
・ 操作手册
・ 程序手册
・ 维护手册
・ 参照手册
・ 安装手册
零件目录
控制配线图
各
1
部
SP18P-L 2006.0601
- 17 -
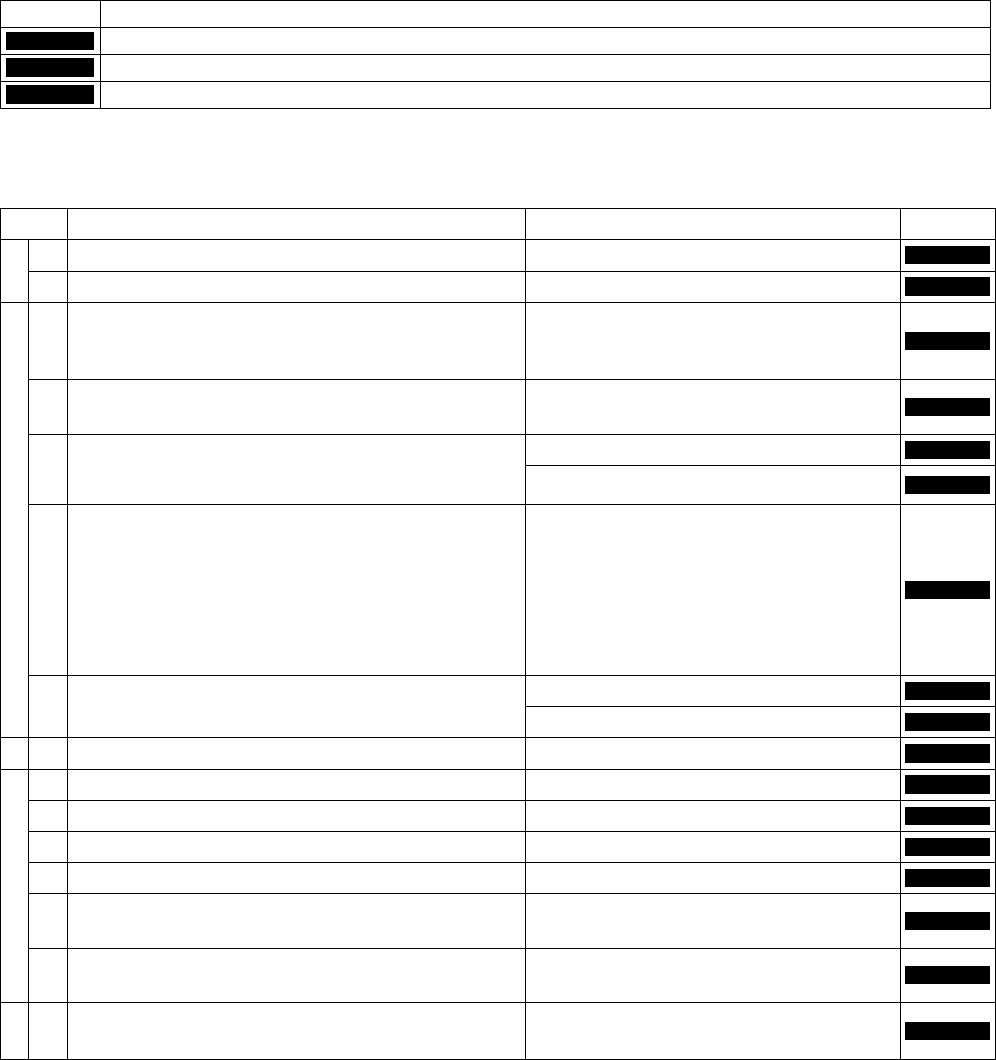
8.
选购件
选购件的分类如下所示。
标记
内容
Factory
在出厂之前,必须在机器制造阶段进行对应。
On-site
能够在主体交货后追加。但是,必须在现场施工。
Customer
能够在主体交货后追加。不需要在现场施工。
※根据客户的机器规格・制造
No.
等,会有不属于上述任一分类的情况。
有关详情,请在购买之前与本公司联络。
请客户根据用途,选择所需的选购件。
No. 目的
/
功能
选购件名称
标记
1
基板搬送生产线高度为高于地面
930 mm
。
・ 对应搬送生产线
930 mm
Factory
A
2
基板搬送生产线高度为高于地面
950 mm
。
・ 对应搬送生产线
950 mm
Factory
1
希望使用
M (330 mm × 250 mm)
尺寸以下的基板,
横向宽度比
650 mm
小的网板。
(
M
尺寸规格)
・ M尺寸基板夹钳器
・ 对应清洁装置
L = 350 mm
Factory
2
希望选择刮刀的种类和长度。
・ 金属刮刀&先进型支座(
M
类型)
・ 塑料刮刀&先进型支座(
P
类型)
Customer
・ 真空泵装置
Factory
3
进行基板吸着。
・ 基板吸着箱
Customer
4
希望选择基板支撑相关部件。
・ 磁性支撑销
・ 基板吸着支撑销
・ 基板支撑块
・ 基板吸着支撑块
・ 基板支撑销
・ 整体交换用基板支撑销
・ 整体交换用基板支撑销设置装置
Customer
・ 对应
SPF, SPP
系列吸着箱
On-site
B
5
希望使用
SPF, SPP
系列机器吸着箱。
・ 真空泵装置
Factory
C 1
希望长时间连续运转。希望保持一定的焊膏量。
・ 焊膏自动供给装置
Factory
1
「
PT200-G
」需要脱机数据编制功能。
・
PT
对应
On-site
2
希望获取来自
IP321
、
IPV(
检查机
)
的信号。
・ 获取
IP321
、
IPV
清洁信号
On-site
3
印刷陶瓷基板。
・ 对应陶瓷基板
Factory
4
安装温度调节装置。
・ 温度调节装置
(MPA-14A)
On-site
5
连接印刷机前后的设备。
・ 标准连接支架(右)
・ 标准连接支架(左)
Customer
D
6
在印刷机前后设备,读取印刷机搬入口/搬出口的安全
传感器的信号,提高前后的设备安全性。
・ 输出前后工序机器的安全传感器
Factory
E 1
希望始终保持机器的最佳状态。
・ 印压示教治具
・ 注油组件
Customer