20201214135309.pdf - 第16页
Solution 2 I/O 喷涂条件输出 I/O 速度控制功能 无需执行 P AINTSET 命令, 通过输入信号的指令值可进行喷涂设备的喷涂条件输出控制。 无需执行程序的速度控制命令, 通过外部信号的输入进行外部轴的速度控制动作。 可用于在喷涂用途中主要使用的泵轴的控制等。 设定进行旋转指示的 通用输入信号编号 旋转数从【直接】、【等级】的方式设定 DX200 的喷涂功能 接口面板功能 通过接口面板功能可进行直观的动作, 简单地进行…
DX200
的更适合喷涂的功能
自定义设定项目
校准输出
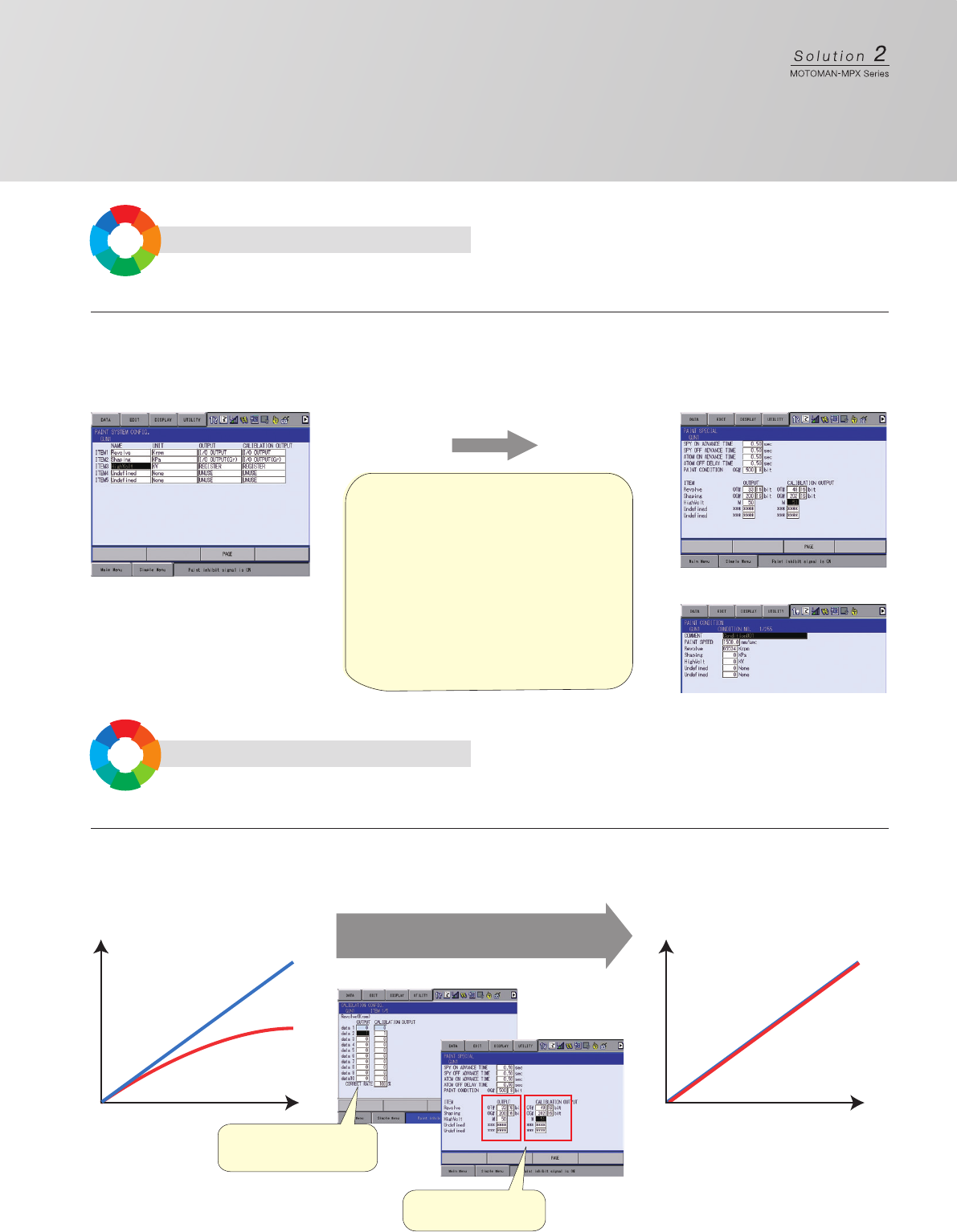
使用喷涂系统设定画面,可任意设定有关喷涂条件设定的设定项目名称、单位、输出形式,对应各种喷涂设备。
喷涂设备输出的指令值和实际喷涂设备输出特性不一致时,通过校准设定可对喷涂设备输出的指令值进行补正。
·
喷涂设备特性
·
喷涂条件
·
·
时间图表
·
喷涂输出测试
【喷涂设备特性画面】
【喷涂条件画面】
【喷涂系统设定画面】
反映在以下画面
校准设定
【设备输出比指令值小时】 【改善至理想的设备输出】
输出比输出值更大的指令值,
改善数值
根据喷涂设备特性补正
目标值
目标值
实际输出
设备输出
指令值
根据设定进行输出补正
指定输出信号编号
补正前 补正后
实际输出
指令值
设备输出
设备标准化!
提高喷涂质量!
客户需求
客户需求
15
Solution 2
I/O
喷涂条件输出
I/O
速度控制功能
无需执行
PAINTSET
命令,通过输入信号的指令值可进行喷涂设备的喷涂条件输出控制。
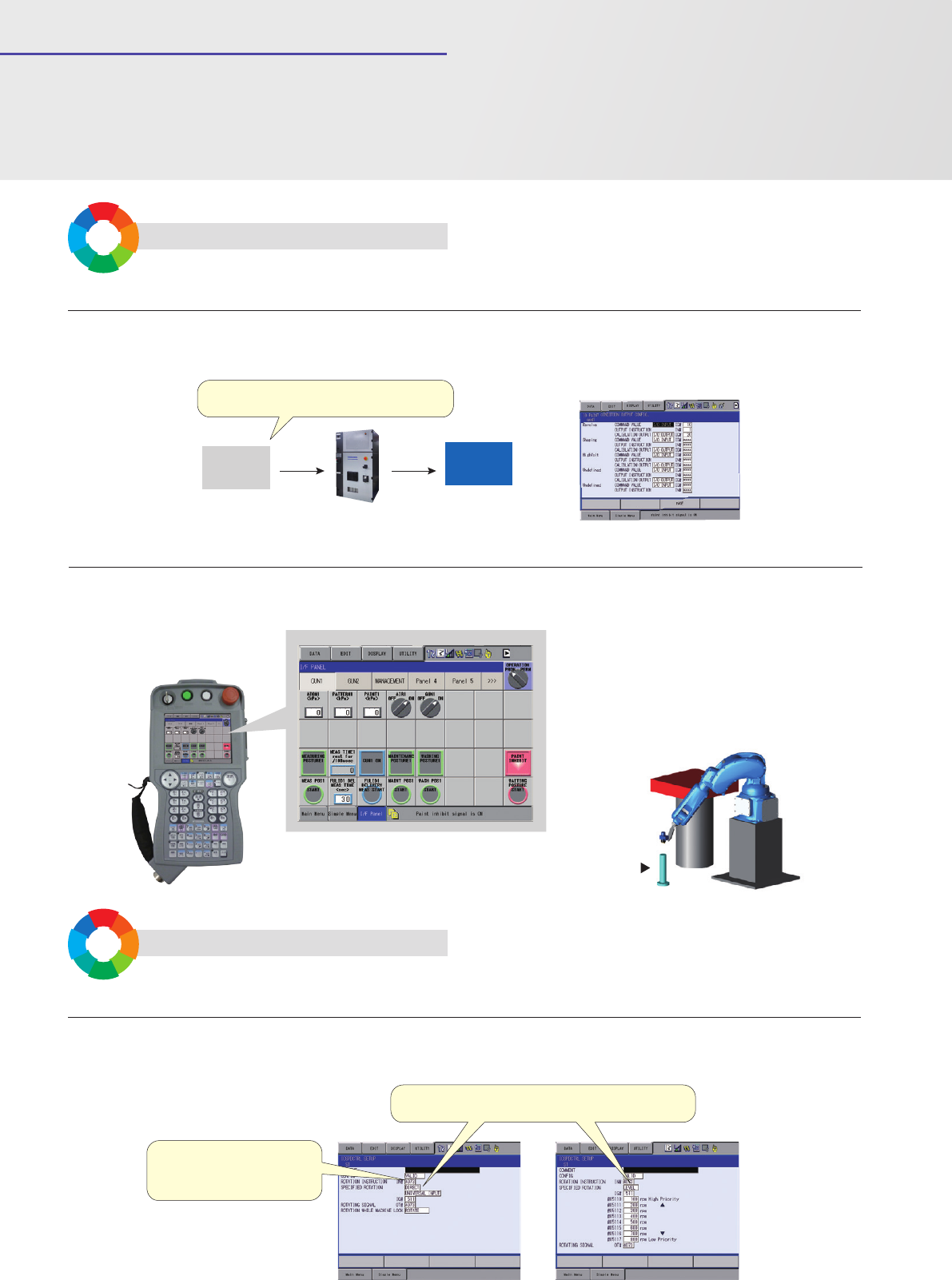
无需执行程序的速度控制命令,通过外部信号的输入进行外部轴的速度控制动作。
可用于在喷涂用途中主要使用的泵轴的控制等。
设定进行旋转指示的
通用输入信号编号
旋转数从【直接】、【等级】的方式设定
DX200
的喷涂功能
接口面板功能
通过接口面板功能可进行直观的动作,简单地进行复杂的操作。
【使用场合】操作时
·
喷涂量测定
·
焊枪维护
·
焊枪清洁
【面板画面】
通过操作面板测定喷涂量
姿势可配合设备自由设定
可从上位PLC直接控制喷涂机
PLC
喷涂机
DX200 机器人控制柜
【I/O喷涂条件输出设定画面】
客户需求
设备标准化!
客户需求
提高喷涂品质!
16
时间图表功能
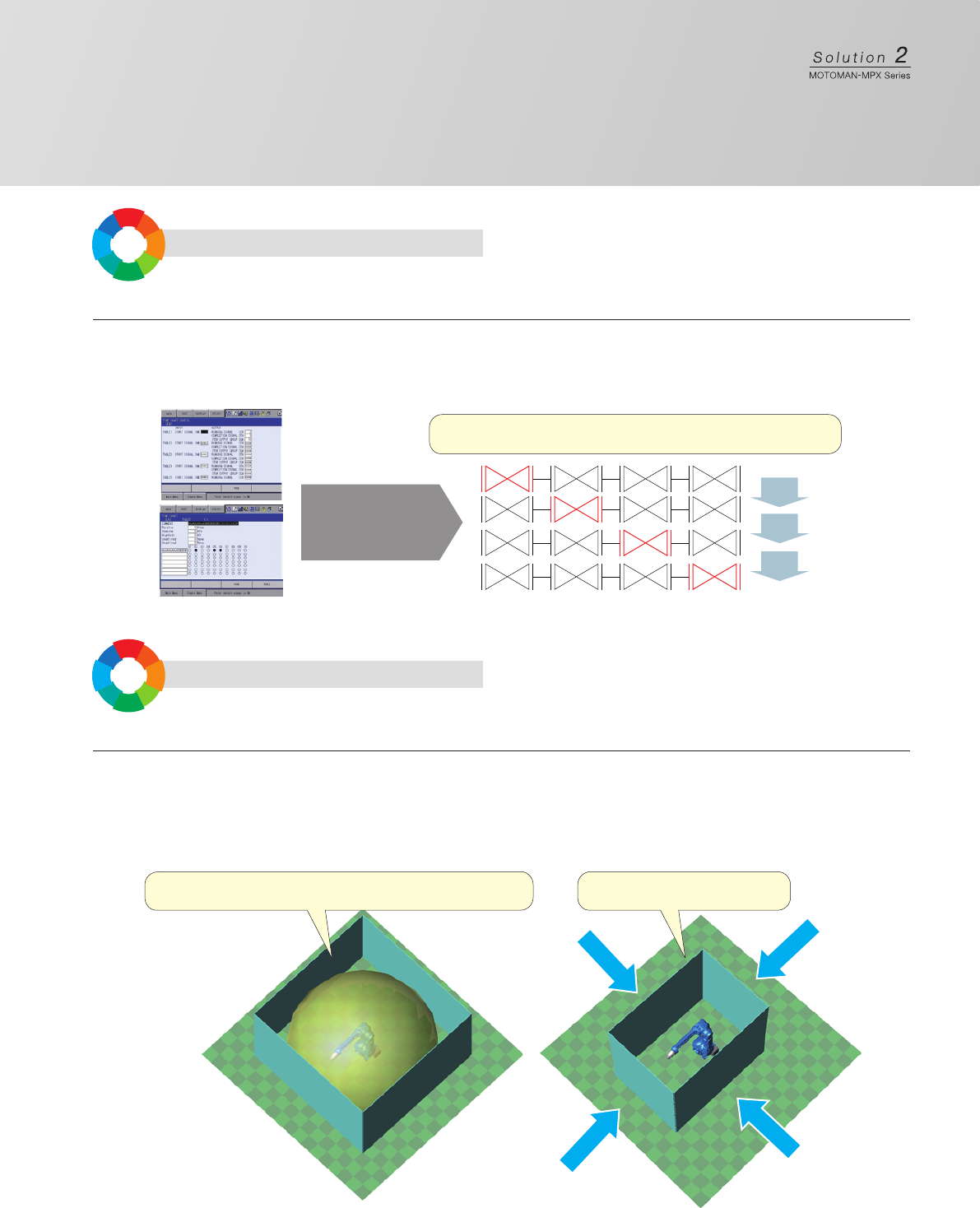
将启动信号输入作为触发,时间图表指定的
ON
、
OFF
模式在指定时间变动并进行信号输出控制。与原来相比无需在
PLC
生成更改颜色的顺序,
减少了导入设备的成本。另外,也可减少梯形图程序的步骤。
简单实现喷枪的洗净或涂料充填时阀开闭的模式
配合洗净、充填
的模式进行
信号输出
开 闭
2秒后
2秒后
2秒后
开
开
开
闭 闭
闭
闭
闭
闭闭
闭
闭
闭
闭
功能安全(选项)
监控机器人及工具的位置,将其限制在设定的领域内。通过由
2
重
CPU
构成的
“
功能安全模组
”
进行位置监控,提高安全性。另外可在比机器人
动作范围更小的位置设置安全围栏。
【使用功能安全模组】
机器人动作领域外必须设有安全围栏 省空间化
客户需求
提高作业效率!
客户需求
设备紧凑化!
17