RL132维修手册.pdf - 第201页
RL132 维修手册 8.2 移交夹头方面 DA9MCC-W1-N00-A0 8.2-8
RL132
维修手册
8.2 移交夹头方面
DA9MCC-W1-N00-A0
8.2-7
8.2.6 托盘的调整
Unit No. N610123556AA
8.2.5 电子元件交接精度的调整
(来自托盘的移交夹头)
8.2.6 托盘的调整
托盘的调整
8.
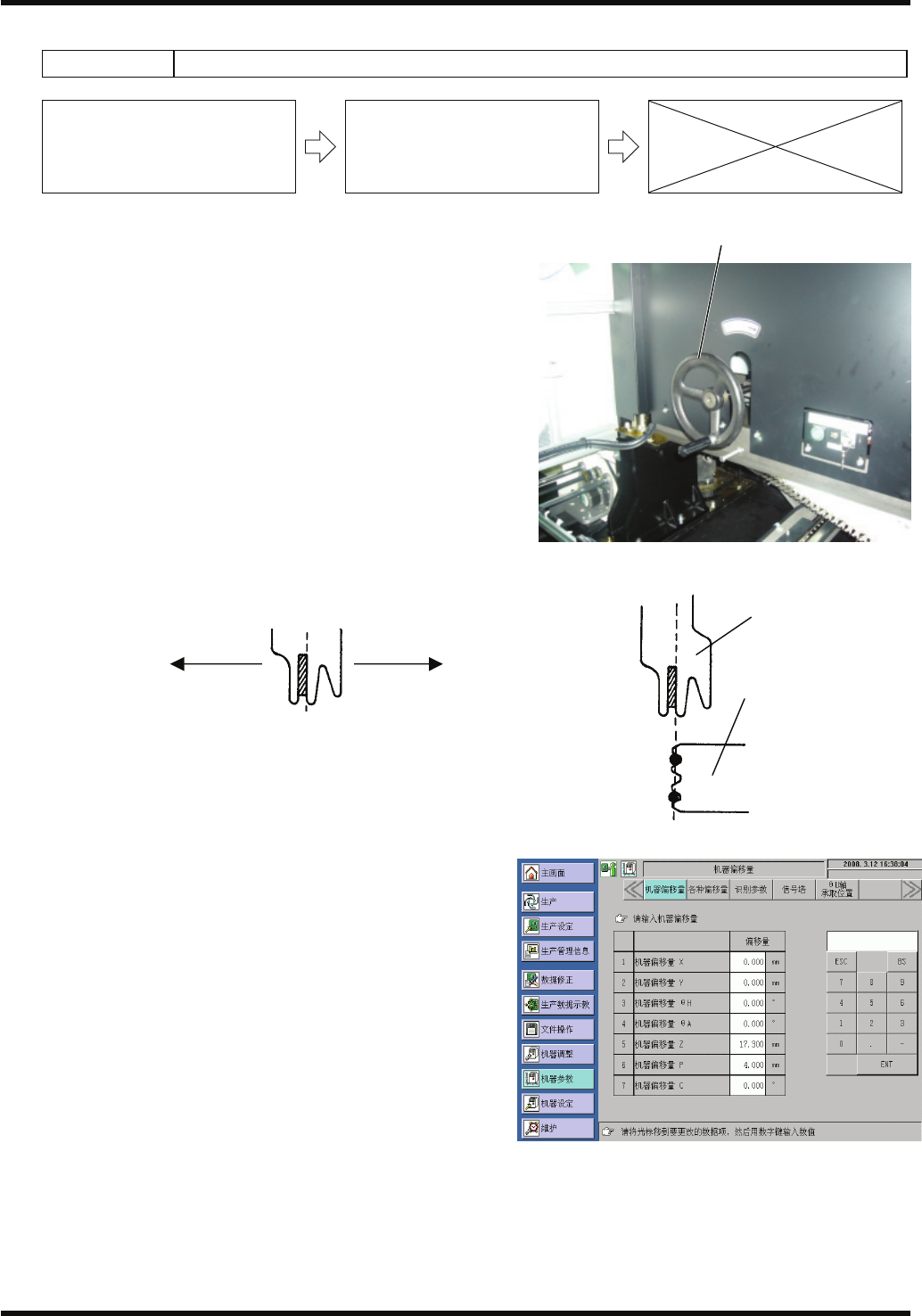
1. 转动手动转盘,使循环计时器对准 0°。
2. 将电子元件治具设置在托盘上。
3. 将 “机器调整菜单” 画面的 IO 控制部 - [移交头返回]
置于 OFF。
4. 转动手动转盘,使循环计时器对准 215°。
5. 以目视确认托盘上的电子元件治具与移交夹头的中心是否
一致,
如果位置偏移,进入以下步骤。
6. 将目视确认得到的偏移量输入到画面左侧的机器参数的机器偏移量 Z
中。
7. 用机器调整菜单的元件供给确认再次供给元件,确认在移交位置上,托
盘上的电子元件是否能被移交夹头顺利地夹住,如果能被顺利地夹住,
则调整结束。
=注意=
当不能被顺利地夹住时,请再次重复 1. ~ 7.步骤的调
整。
手动转盘
托盘
移交夹头
- +
偏移量值的设置

RL132
维修手册
8.2 移交夹头方面
DA9MCC-W1-N00-A0
8.2-8
RL132
维修手册
8.3 插件头方面
DA9MCC-W1-M00-A0
8.3-1
8.3. 插件头方面
DA9MCC-W1-M00-A0
8.3.1 插件头推杆的平行度调整
Unit No. N610129089AA
8.3.1 插件头推杆的平行度调整
插件头推杆的平行度调整
1.
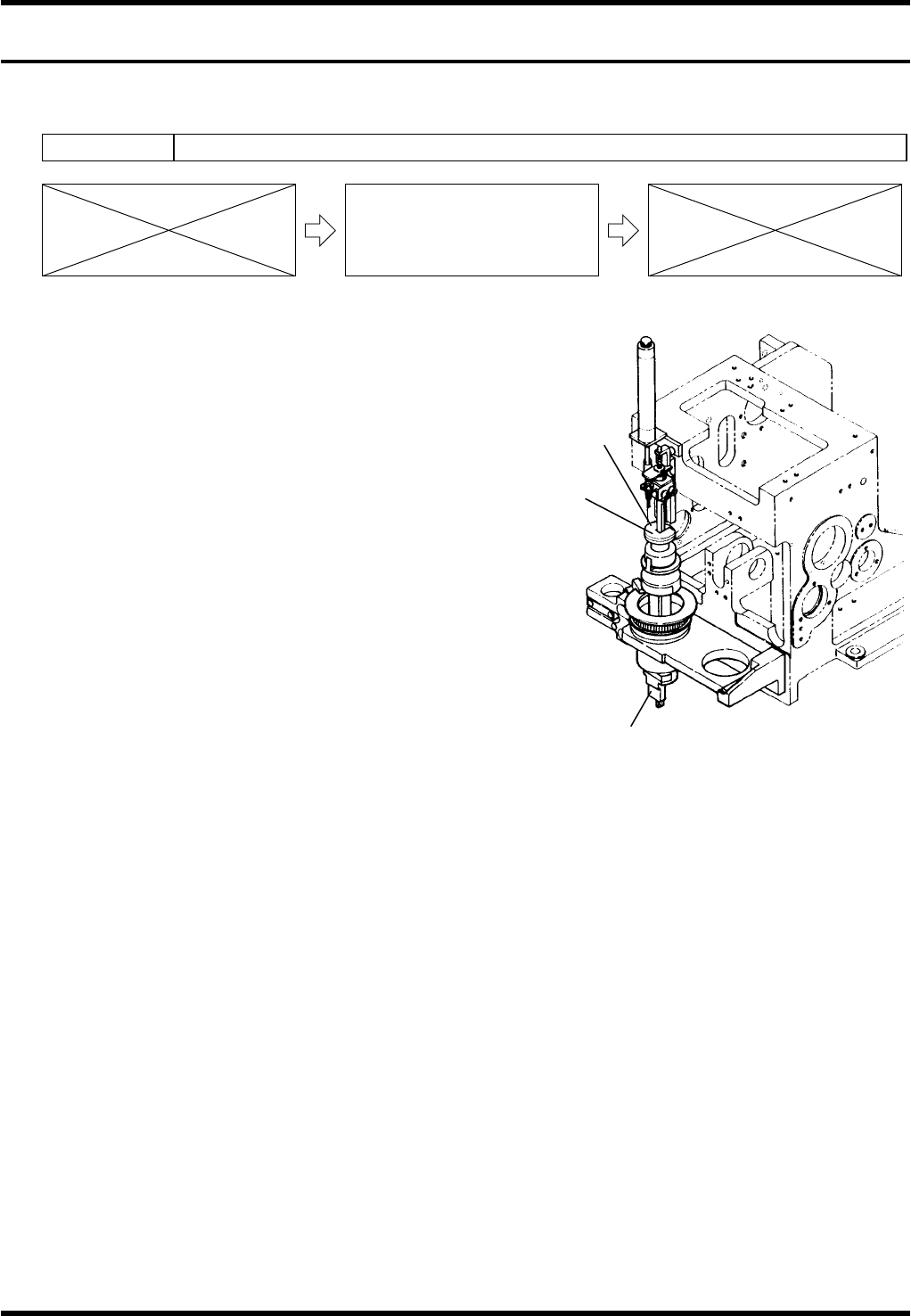
1. 松开插件头的圆板的螺栓 (M4±2) 。
2. 将千分表设置在推杆 (B) 上,使圆板转动,调出平
行度。
3. 当平行度达到基准以内时,拧紧螺栓 (M4±2) 固定
好。
圆板
推杆的平行度调整
推杆ー (B)
螺栓 (M4±2)