KE-2050_MS参数.pdf - 第32页
Rev.2.00 MS 参数 3-12 3-6. X 轴弯曲校正 3-6.1. 功能 为了校正 X 轴弯曲状态的贴装位置,测定 X 轴的弯曲状态 。 需要使用特殊夹具,仅在工厂可以进行设定 。 3-6.2. 使用夹具 使用特殊夹具。不登记夹具 。 3-6.3. 操作 选择了 [ 初期设定 (I )][ 校正 X 轴弯曲 (A)] 之后,显示出下面的校正 X 轴弯曲的画面 。 用电子计算机计算测定结果,请取得校正系数 。
Rev.2.00
MS 参数
3-11
No. 项目 设定内容
1 3-1 护罩打开时
Start 开关无效
护罩打开时的 START 开关规格
[ ]:有效(初期值)
[X]:无效
2 3-2CE 标记
3-2-1
入口侧卷帘气缸
3.2.1
出口侧卷帘气缸
安全机或标准机的规格
[ ]:标准机(初期值)
[X]:安全机
入口侧卷帘气缸的规格
[ ]:无效(初期值)
[X]:有效
出口侧卷帘气缸的规格
[ ]:无效(初期值)
[X]:有效
3 3-3 小型信号灯
安装机器
小型信号灯安装规格
[ ]:未安装
[X]:安装
4 3-4 半自动废弃箱的使用 半自动废弃箱安装规格
[ ]:未安装
[X]:安装
5 3-5 不管吸嘴外形检查 不管吸嘴外形检查的规格
[ ]:检查吸嘴外形
[X]:不检查吸嘴外形
6 3-6Z 轴上升后,XY 轴开始移动
(不进行最适合 Z 控制)
是否进行最适合Z轴控制的设定
[ ]:Z轴上升结束前,开始 XY 移动
(进行最适合Z轴控制)
[X]:Z轴上升结束后、开始 XY 移动
(不进行最适合Z轴控制)
7
3-7 不使用激光算法 18,-18。 激光算法的规格
[ ]:使用激光算法 18,-18
[X]:使用激光算法 14,-14
8
3-9 更换吸嘴时,检查 XY 坐标。 对更换吸嘴时是否进行坐标检查作设定
[X]:检查
[ ]:不检查
9
3-10 安装/归还吸嘴时,对 Z 轴的下降速度
进行两个阶段控制。
安装/归还吸嘴时,对 Z 轴的下降速度进行两级控制
[X]:进行两级控制
[ ]:不进行两级控制
10
3-11 安装吸嘴时进行吹气控制 对安装吸嘴时是否进行吹气控制作设定
[X]:进行吹气控制
[ ]:不进行吹气控制
11
3-12 没有检测到吸嘴时检测激光单元故障
功能
没有检测到吸嘴时检测激光单元故障
[X]:检测
[ ]:不检测
12
3-13 校准块识别结果监视 对校准块识别结果进行监视的工序
[X]:监视
[ ]:不监视
※不是 CE 标记规格的装置,设定为 CE 标记之后,伺服异常,请注意。
Rev.2.00
MS 参数
3-12
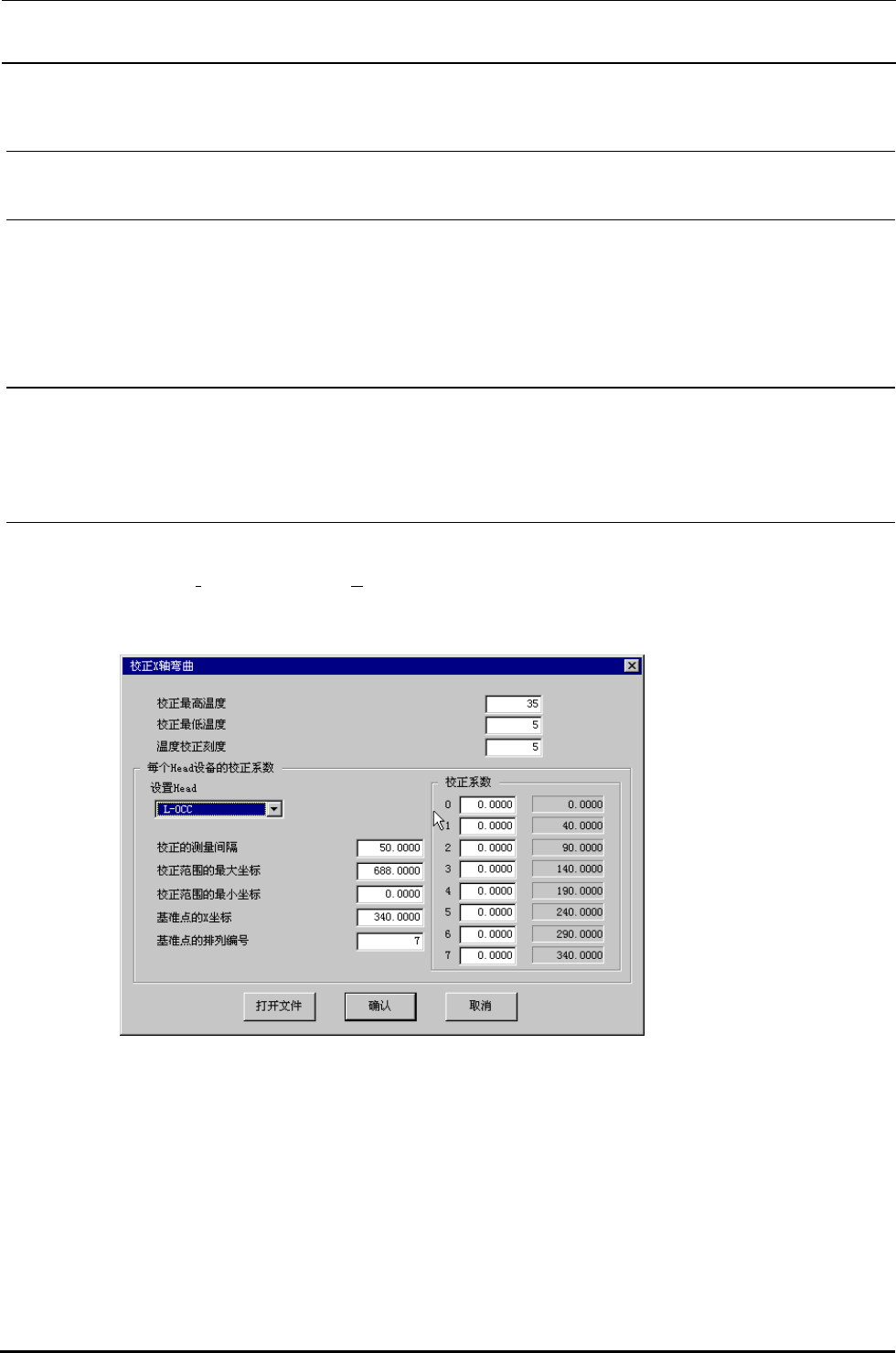
3-6. X轴弯曲校正
3-6.1. 功能
为了校正 X 轴弯曲状态的贴装位置,测定 X 轴的弯曲状态。
需要使用特殊夹具,仅在工厂可以进行设定。
3-6.2. 使用夹具
使用特殊夹具。不登记夹具。
3-6.3. 操作
选择了[初期设定(I)][校正 X 轴弯曲(A)]之后,显示出下面的校正 X 轴弯曲的画面。
用电子计算机计算测定结果,请取得校正系数。
Rev.2.00
MS 参数
3-13
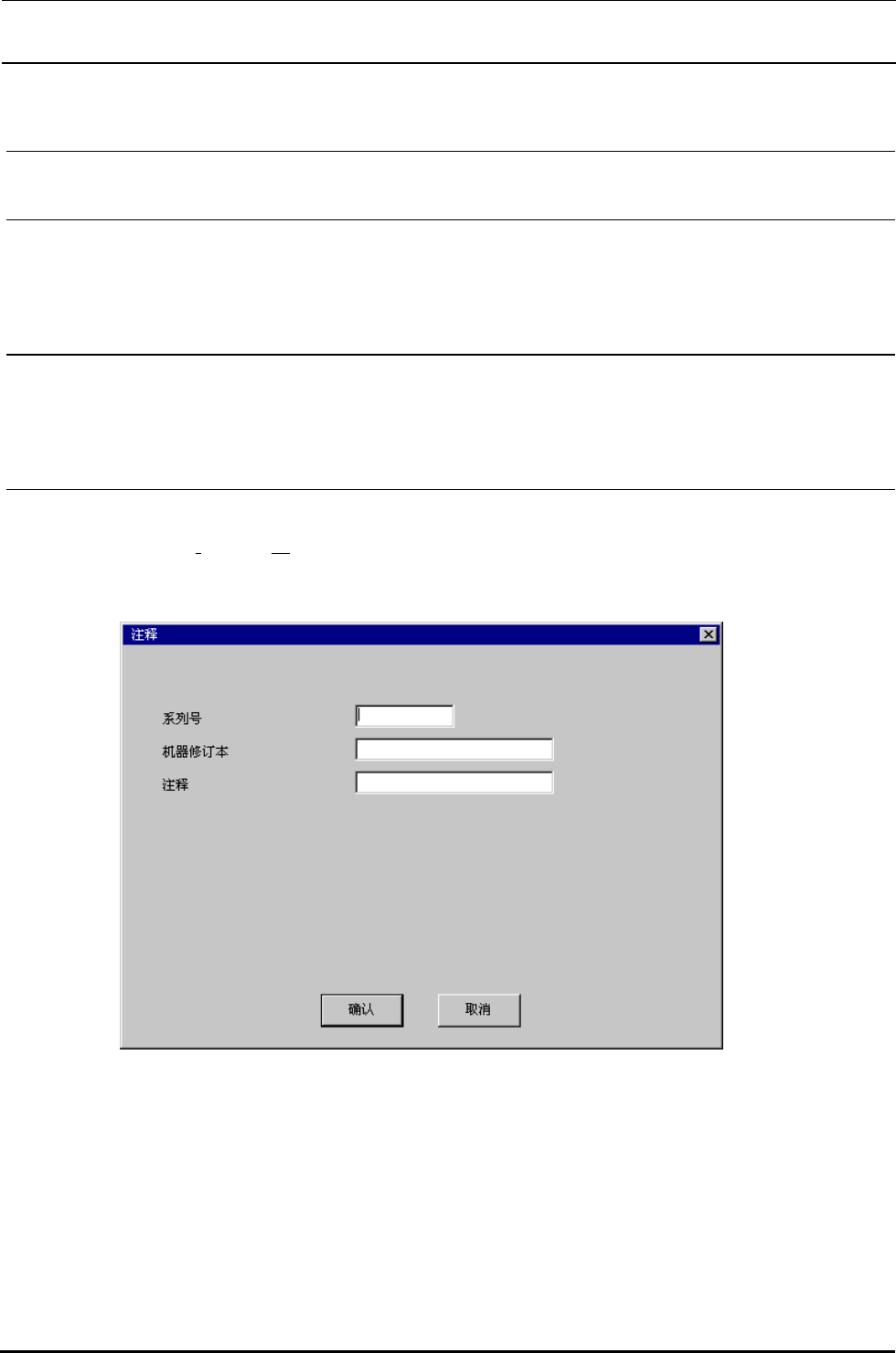
3-7. 注释
3-7.1. 功能
保存系列号、机器修订本、ROM 的初期版本。
3-7.2. 使用夹具
本设定不使用夹具。
3-7.3. 操作
选择了[初期设定(I)][注释(M)...]之后,显示出下列设定画面。
请用键盘输入系列号(最多 9 字)、机器修订本(最多 8 字)、ROM 的初期值(最多 29 字)。