KE-2050_MS参数.pdf - 第99页
Rev.2.00 MS 参数 4-66 < 操作 ・4/9> 从前面卸下主供料器 。 准备完毕,请选择确认 。 选择了确认之后, 设定前侧的下一个位 置 。 结束了最终位置的设定之后,用其平均值计算前侧吸附基准位置偏差值 。 前侧结束之后,便进行后侧的吸附基准位置的设定 。 设定方法同前侧一样 。 < 操作 ・9/9> 设定完毕 。 选择了确认之后,返回到初期设定画面 。
Rev.2.00
MS 参数
4-65
4-10. 吸附基准位置偏差
4-10-1.吸附基准位置偏差
设定供料标记确认时的基准位置和计算吸附位置的初期值的基准位置。
4-10-2.使用夹具
E6215705CB0:主供料器
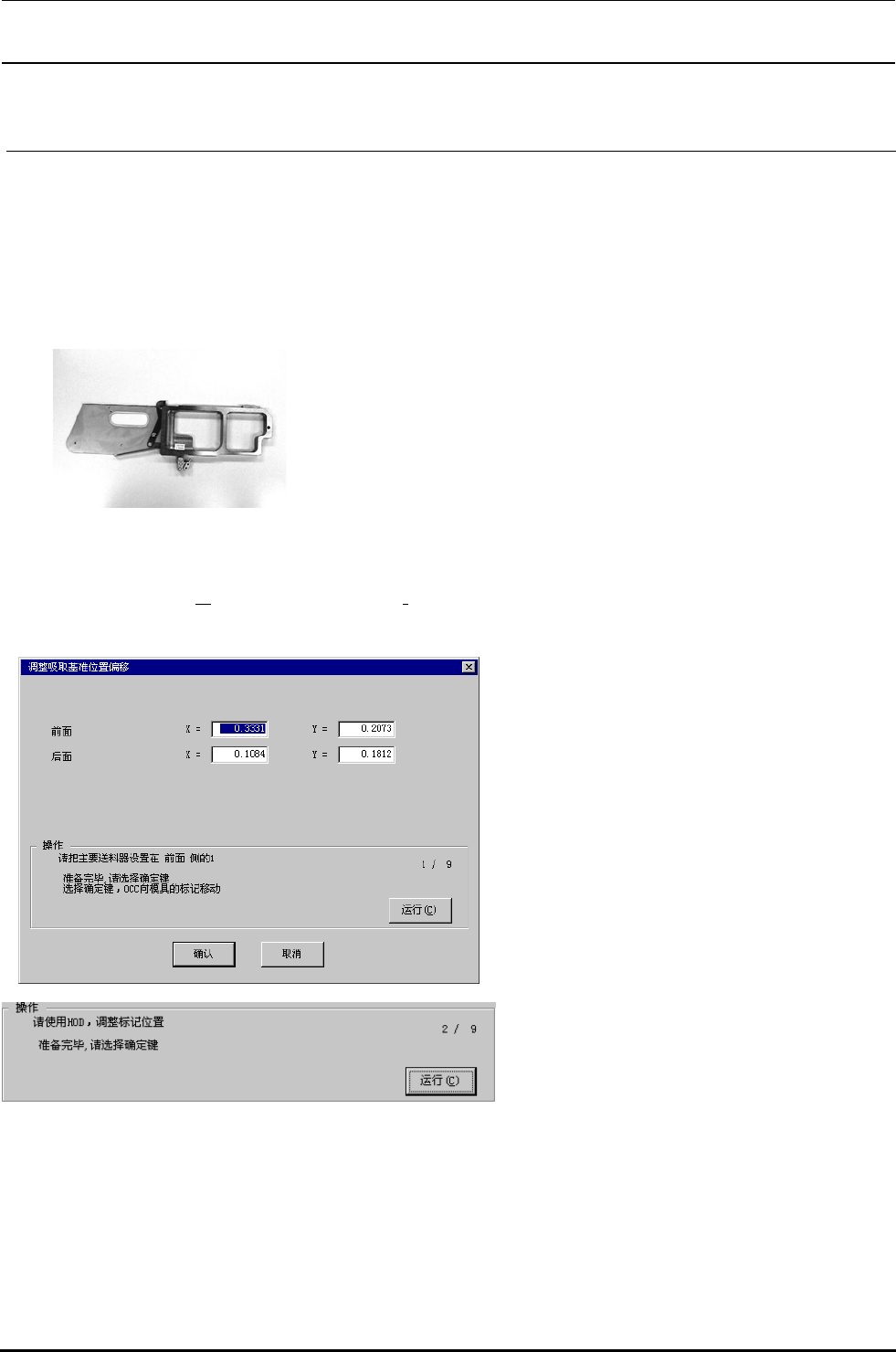
4-10-3.操作
选择了[偏差设定(O
)] [吸附基准位置偏差(I)...]之后,显示出下面的调整吸取基准位置偏移的画面。
<操作・1/9>
请把主供料器安装到前侧的 1。
准备完毕,请选择确认。
选择了确认之后,OCC 移动到夹具的标记
上。
<操作・2/9>
通过演示,把监视器的十字游标调整到标
记的中心,按 HOD 的确定键。
准备完毕,选择确认。
演示完毕,用求的坐标计算新的偏差。
Rev.2.00
MS 参数
4-66
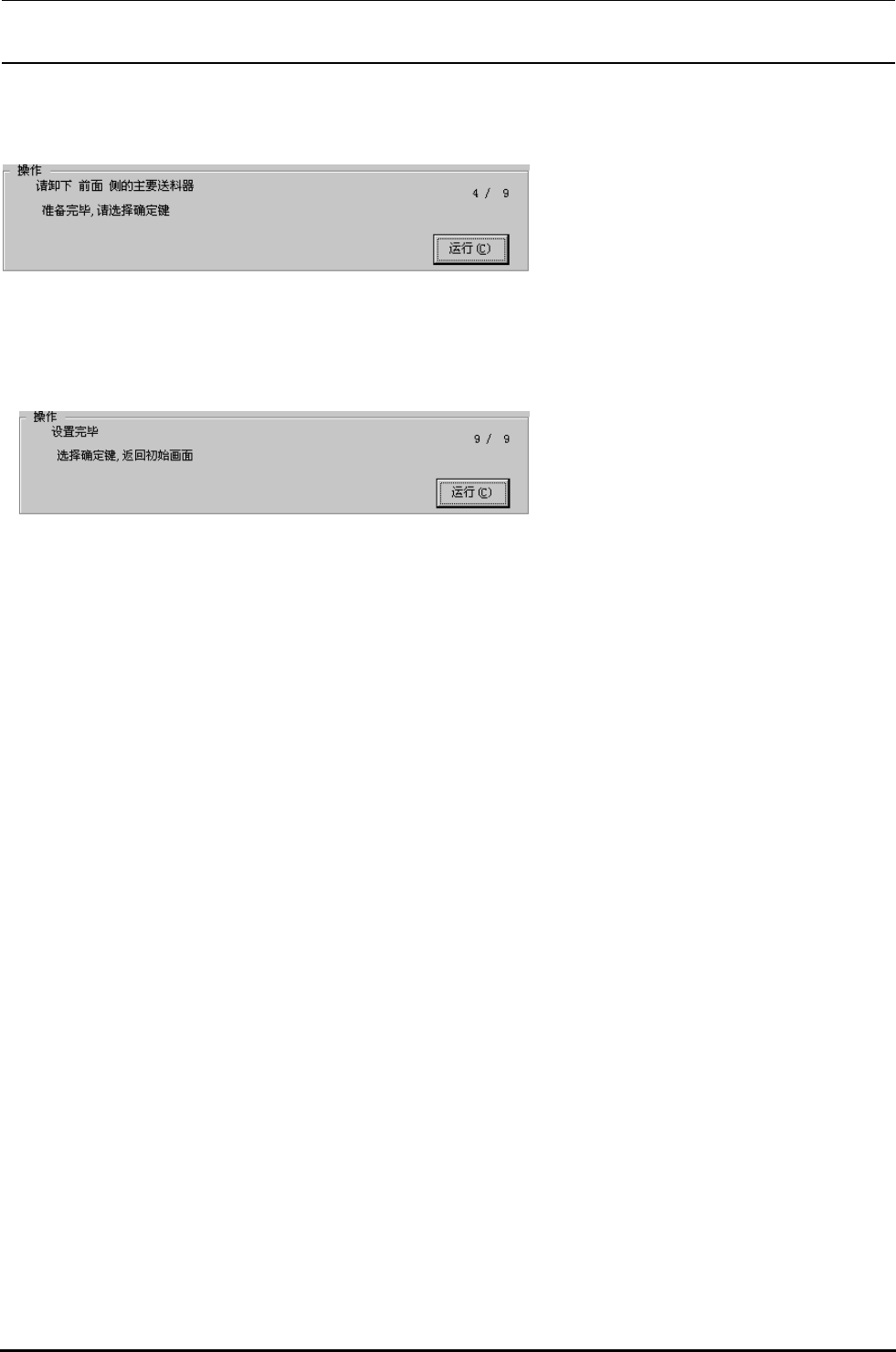
<操作・4/9>
从前面卸下主供料器。
准备完毕,请选择确认。
选择了确认之后,设定前侧的下一个位
置。
结束了最终位置的设定之后,用其平均值计算前侧吸附基准位置偏差值。
前侧结束之后,便进行后侧的吸附基准位置的设定。设定方法同前侧一样。
<操作・9/9>
设定完毕。
选择了确认之后,返回到初期设定画面。
Rev.2.00
MS 参数
4-67
4-11. 贴装综合偏差
4-11.1. 功能
与 4.5.8 VCS 贴装综合偏差一样,输入贴装头倾斜造成贴装偏差的偏差值,激光偏差取得的转动中心
以及实际贴装取得的轴转动中心的差。
与 4.5.8 VCS 贴装综合偏差不同的是,不能自动测定。实际贴装元件,测定偏斜,计算偏差,然后输入。
4-11-1-1 概要
贴装综合偏差在取得 MS 参数之后,通过用 3 维测定器等测定的贴装精度结果,计算处贴装偏差
量然后进行修正。
关于 0402
、0603 元件,如果数值为 0,则高速的偏差有效。只要输入数值,就可以让高速的偏差
有效。
No 项目 设定内容
X, Y, A
贴装元件的综合偏差值
(0402、0603 元件时,0603 用偏差加上高速偏差后的值
就是实际的偏差值)。
XA, YA
角度成分偏差值
1
CA
吸嘴转动中心的修正值
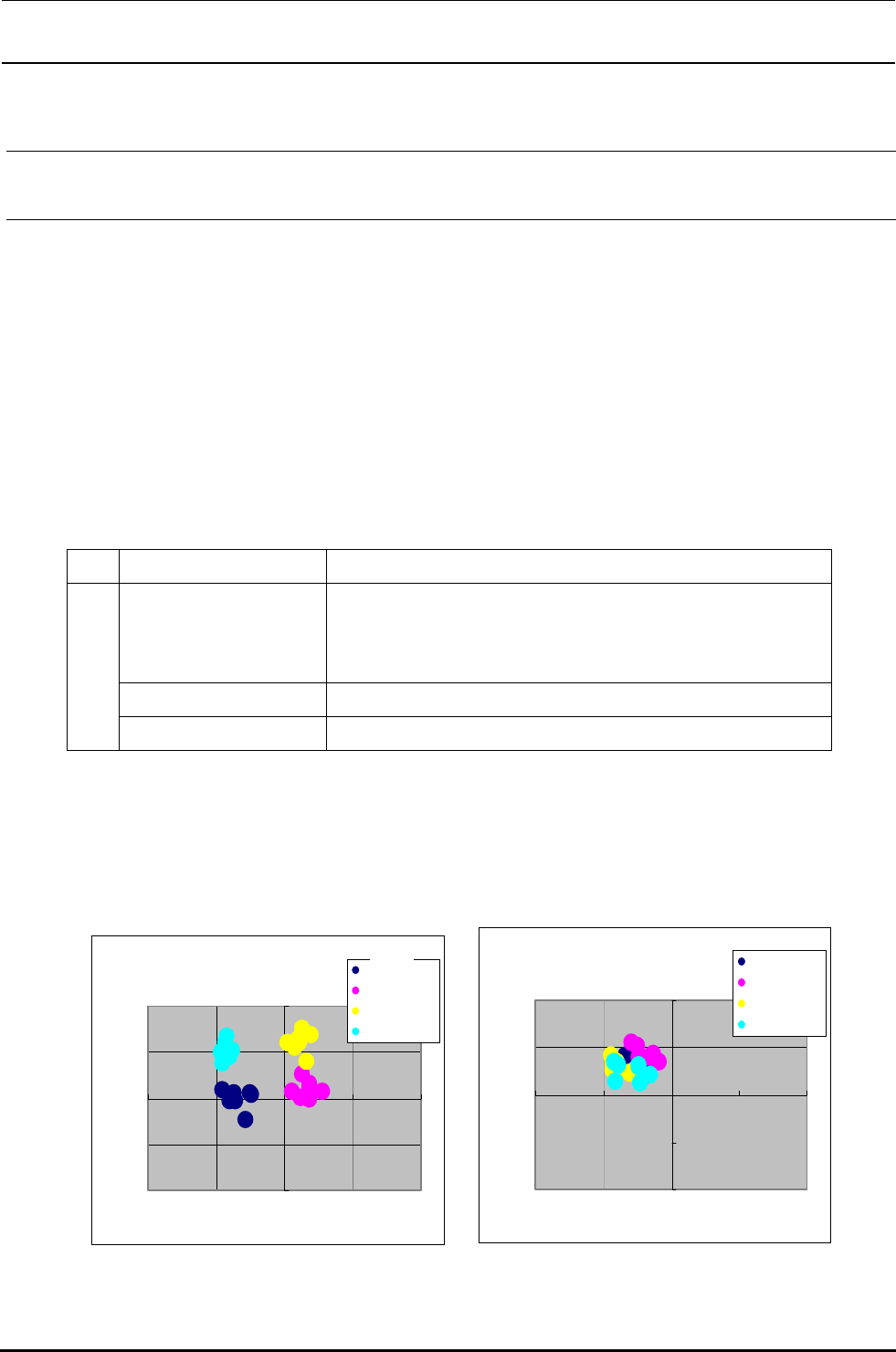
4-11-1-2 XA,YA,CA
XA,YA,CA如下图所示那样构成该贴装角度,是每次离开贴装角度时的偏差值。对平均偏差无效。
图 1 上如果输入了偏差值之后则被修正为图 2。
図1
-0.08
-0.04
0.00
0.04
0.08
-0.08 -0.04 0.00 0.04 0.08
X (mm)
Y (mm
搭載角度 0°
搭載角度 90°
搭載角度 180°
搭載角度 270°
图1
贴装角度0度
贴装角度90度
贴装角度180度
贴装角度270度
図2
-0.08
-0.04
0.00
0.04
0.08
-0.08 -0.04 0.00 0.04 0.08
X (mm)
Y (mm
搭載角度 0°
搭載角度 90°
搭載角度 180°
搭載角度 270°
图2
贴装角度270度
贴装角度180度
贴装角度90度
贴装角度0度
图 1 偏差输入前 图 2 偏差输入后