OM-1647-001_w.pdf - 第21页
2 OM-1647 3. 生产运行 显示生产中的机种 ( 线路板程序 ) 名和生产线路板数等表示当前运行状态和 生产状况的信息、线路板生产完成预测、因发生吸取异常而生产率降低的预 测等信息。 Reference 有关双重搬送对应以外的说明请参照 “ SIGMA-G5第二卷第一章2.1本机 界面 ” 章节。 [1] [2] 生产运行F2 界面展开 3.生产运行 1 105-001
1
OM-1647
1.概要
1105-001
1. 概要
有两列搬送通道的双重搬送对应,可通过交替搬送两个通道的线路板,在表
面上将线路板搬送时间化为零,提高生产性或者通过进行异机种线路板的同
时实际贴装,进行减少生产中的库存等适当适量的生产。
搬送规格基于 SMEMA 搬送基准。
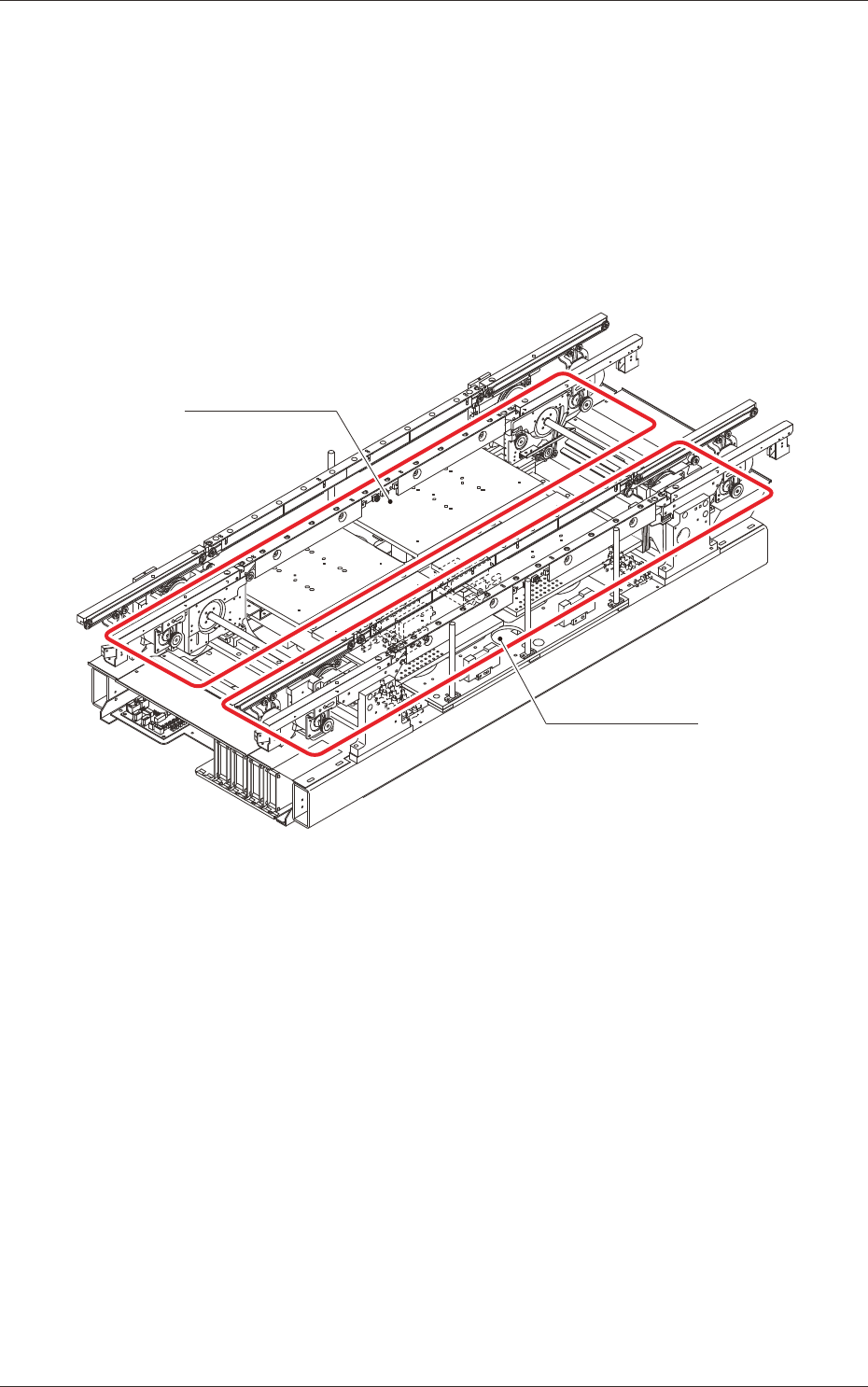
2. 装置概观图
A通道
B通道
装置前侧
F1
2
OM-1647
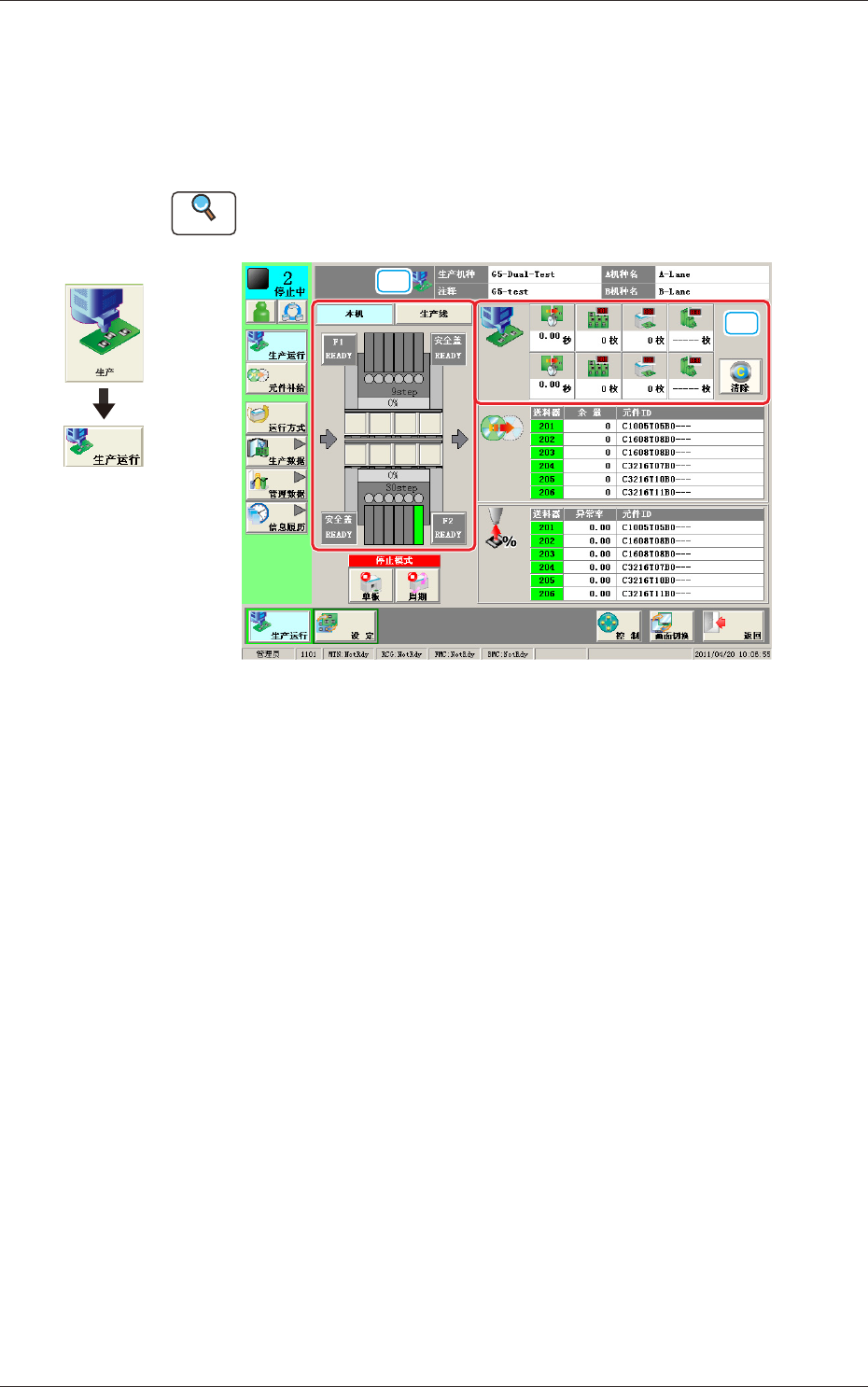
3. 生产运行
显示生产中的机种 ( 线路板程序 ) 名和生产线路板数等表示当前运行状态和
生产状况的信息、线路板生产完成预测、因发生吸取异常而生产率降低的预
测等信息。
Reference
有关双重搬送对应以外的说明请参照
“
SIGMA-G5第二卷第一章2.1本机
界面
”
章节。
[1]
[2]
生产运行F2
界面展开
3.生产运行
1105-001
3
OM-1647
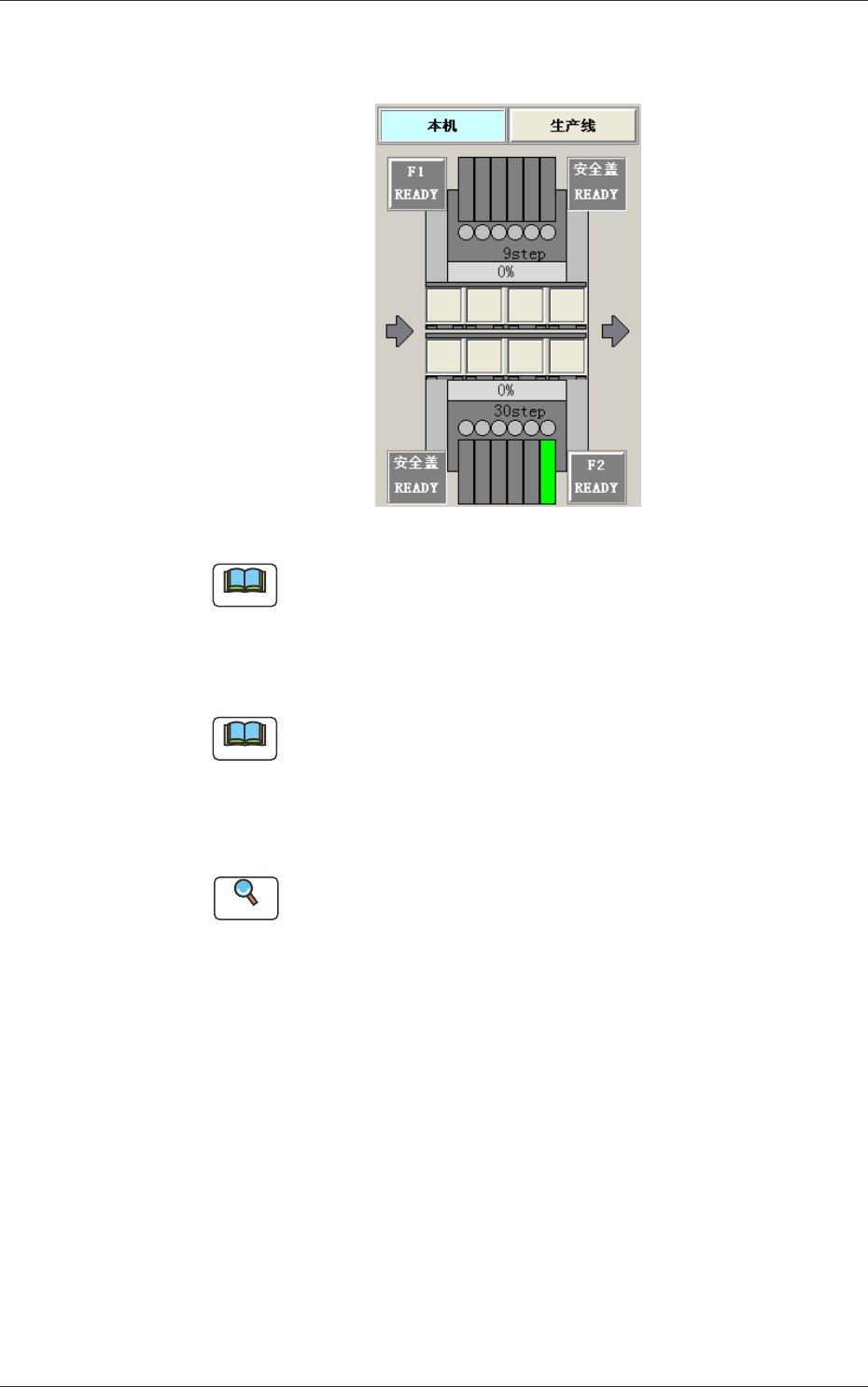
[1]图像显示部
用图像显示装置的线路板搬送部及元件供给部。
图像显示部F3
Note
界面显示根据所选择的选项而有所不同。
本机 / 生产线切换按钮
进行图像显示部的切换。
Note
生产线构成为 1 台时,不显示生产线控制切换按钮。
[ 本机 ] 按钮 :显示装置单体的图像。
[ 生产线 ] 按钮 :显示生产线的图像。
进行生产线开始、生产线单板。
Reference
详细内容请参照
“
3.1生产线界面
”
章节。
3.生产运行
1105-001