OM-1647-001_w.pdf - 第37页
18 OM-1647 11.3线路板支撑销的回收和传送带宽度的调整 1 105-001 11.3 线路板支撑销的回收和传送带宽度的调整 Procedure (1) 显示 “ 支撑针 ( 支撑销 ) ” 界面。 (2) 选择进行操作的通道的传送带。 F18 (3) 按下 [ 移动到支撑针交换位置 ] 按钮后,在 10 秒钟内再按操作台的 [START] 按钮。 ( 安装头待避,传送带宽度扩大到最大宽度。) F19 (4)…
17
OM-1647
11.2生产机种的选择
1105-001
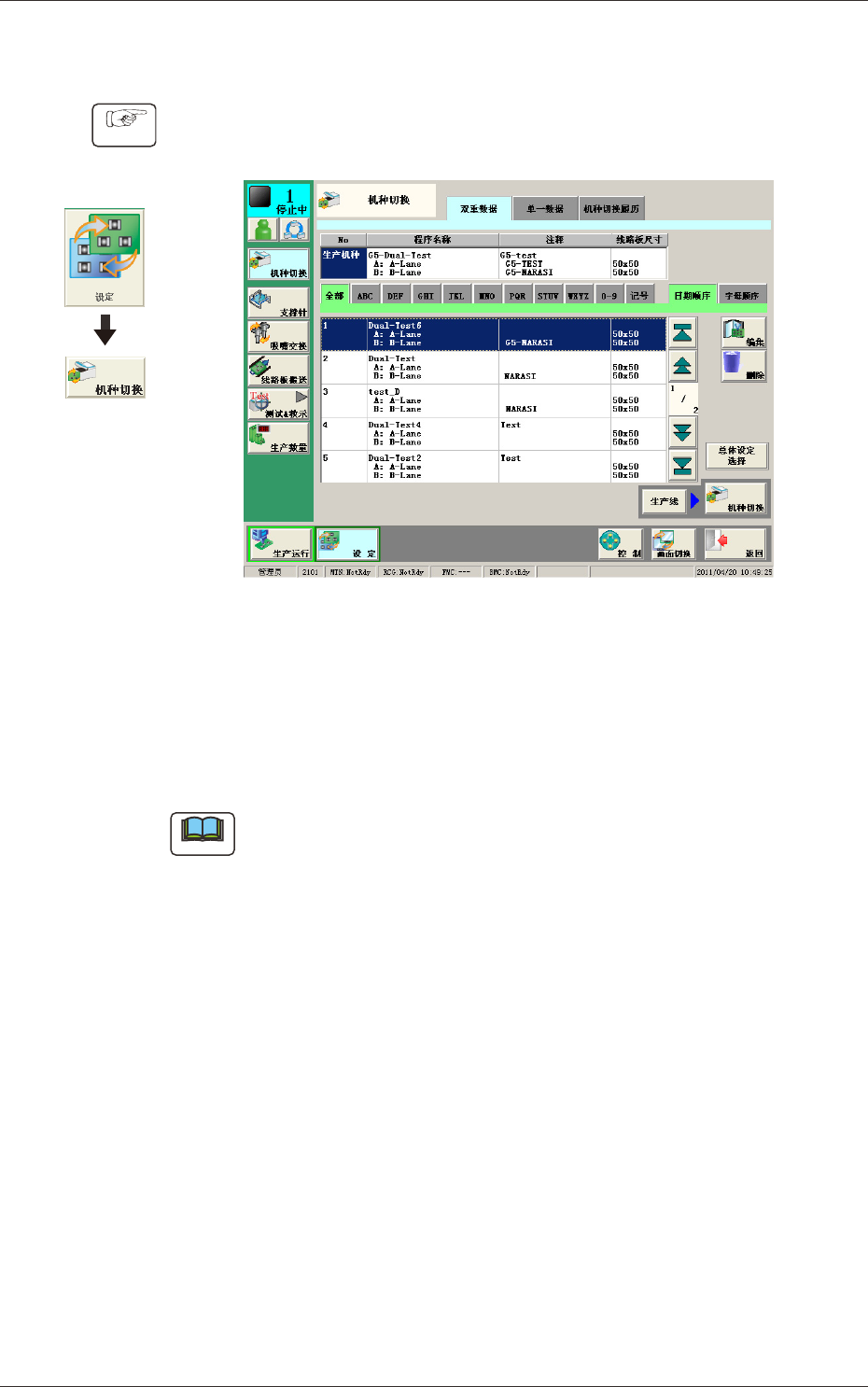
11.2 生产机种的选择
Procedure
(1)显示
“
机种切换
”
界面。
F17
(2)选择要设定为生产机种的程序名。
( 选定的线路板程序行变为蓝色。)
(3)按
“
机种切换
”
界面的 [ 机种切换 ] 按钮。
( 生产机种的切换结束。)
Note
线路板程序出现异常时,无法实行机种切换。
此时,请修正线路板程序后再次进行机种切换。
界面展开
18
OM-1647
11.3线路板支撑销的回收和传送带宽度的调整
1105-001
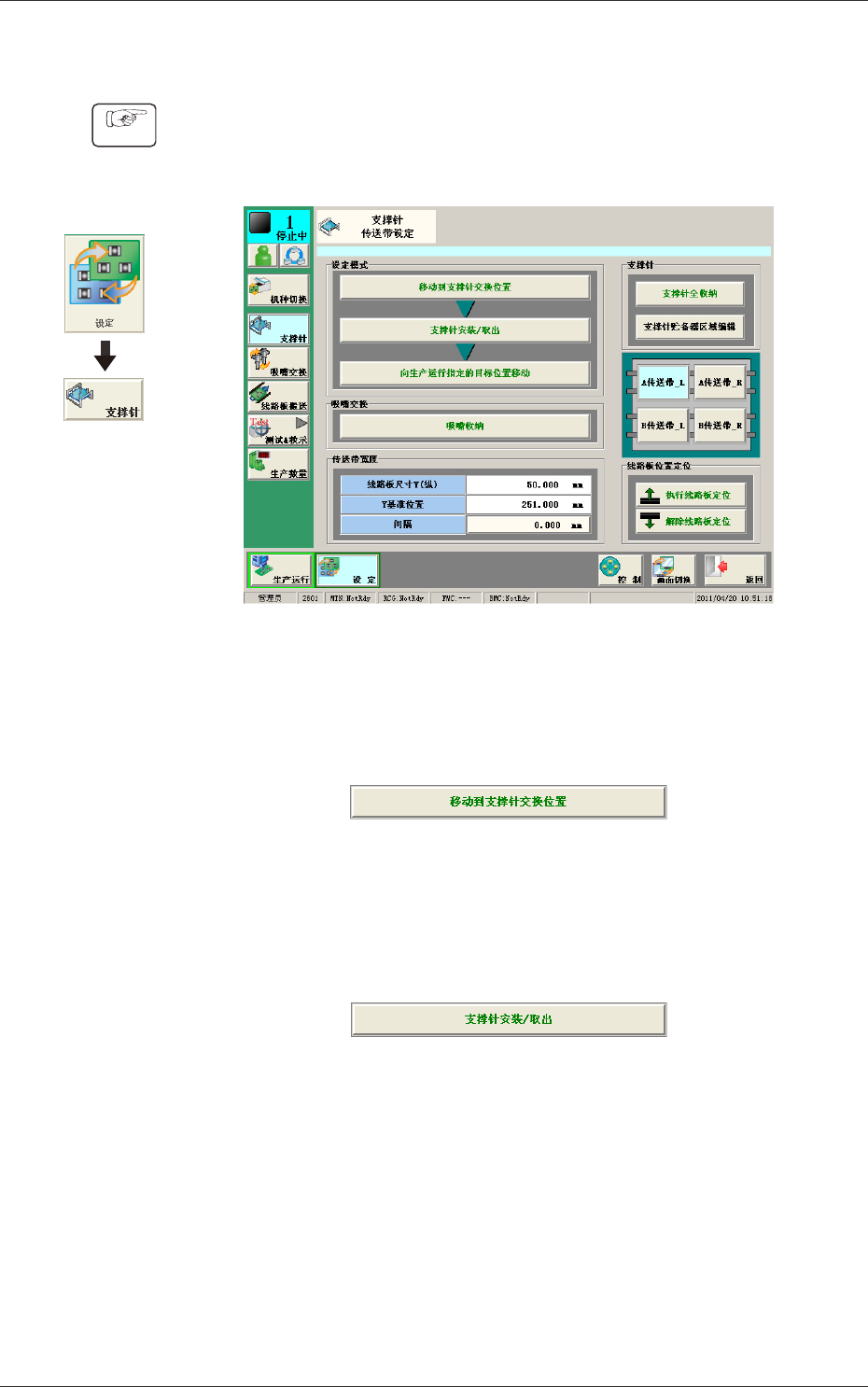
11.3 线路板支撑销的回收和传送带宽度的调整
Procedure
(1)显示
“
支撑针 ( 支撑销 )
”
界面。
(2)选择进行操作的通道的传送带。
F18
(3)按下 [ 移动到支撑针交换位置 ] 按钮后,在 10 秒钟内再按操作台的
[START] 按钮。
( 安装头待避,传送带宽度扩大到最大宽度。)
F19
(4)按下 [ 支撑针安装 / 取出 ] 按钮后,在 10 秒钟内再按操作台的
[START] 按钮。
( 将线路板支撑销配置到线路板程序中指定的位置。)
F20
(5)按下 [ 向生产运行指定的目标位置移动 ] 开关,在 10 秒钟内再按操作
台的 [START] 按钮。
( 传送带宽度配合选择的生产机种进行移动。)
界面展开

19
OM-1647
11.4线路板搬运和位置定位状态的确认
1105-001
11.4 线路板搬运和位置定位状态的确认
在
“
生产运行
”
菜单的
“
线路板搬送
”
界面中确认线路板搬运和定位状态。
Procedure
(1)随着
“
界面展开
”
,显示
“
线路板移载
”
界面。
F21
(2)从前工序搬入线路板到确认线路板搬运和位置定位状态的通道。
(3)按下图像显示的定位传送带的模块按钮,在 10 秒钟内按操作台的
[START] 按钮,搬运线路板。
(4)确认线路板是否正常传送和传送时有无碰撞或掉落。
(5)按
“
线路板位置决定 ( 定位 )L
”
的 [ 实行 ] 按钮,在 10 秒钟内按操作
台的 [START] 按钮。
( 支撑台上升。)
(6)按机盖锁定开关,关闭开关灯。
( 透明盖锁定被解除。)
界面展开