OM-1647-001_w.pdf - 第39页
20 OM-1647 11.4线路板搬运和位置定位状态的确认 1 105-001 (7) 打开透明盖。 注意 马达等负载电源处于 OFF 状态,但由于双手伸进装置内进行 调整作业,因此请充分注意安全。 (8) 用手指轻压线路板,确认支撑销位置是否有问题。 (9) 关闭透明盖。 (10) 按机盖锁定开关,打开开关灯。

19
OM-1647
11.4线路板搬运和位置定位状态的确认
1105-001
11.4 线路板搬运和位置定位状态的确认
在
“
生产运行
”
菜单的
“
线路板搬送
”
界面中确认线路板搬运和定位状态。
Procedure
(1)随着
“
界面展开
”
,显示
“
线路板移载
”
界面。
F21
(2)从前工序搬入线路板到确认线路板搬运和位置定位状态的通道。
(3)按下图像显示的定位传送带的模块按钮,在 10 秒钟内按操作台的
[START] 按钮,搬运线路板。
(4)确认线路板是否正常传送和传送时有无碰撞或掉落。
(5)按
“
线路板位置决定 ( 定位 )L
”
的 [ 实行 ] 按钮,在 10 秒钟内按操作
台的 [START] 按钮。
( 支撑台上升。)
(6)按机盖锁定开关,关闭开关灯。
( 透明盖锁定被解除。)
界面展开

20
OM-1647
11.4线路板搬运和位置定位状态的确认
1105-001
(7)打开透明盖。
注意
马达等负载电源处于 OFF 状态,但由于双手伸进装置内进行
调整作业,因此请充分注意安全。
(8)用手指轻压线路板,确认支撑销位置是否有问题。
(9)关闭透明盖。
(10)按机盖锁定开关,打开开关灯。
21
OM-1647
12.线路板程序
1105-001
12.线路板程序
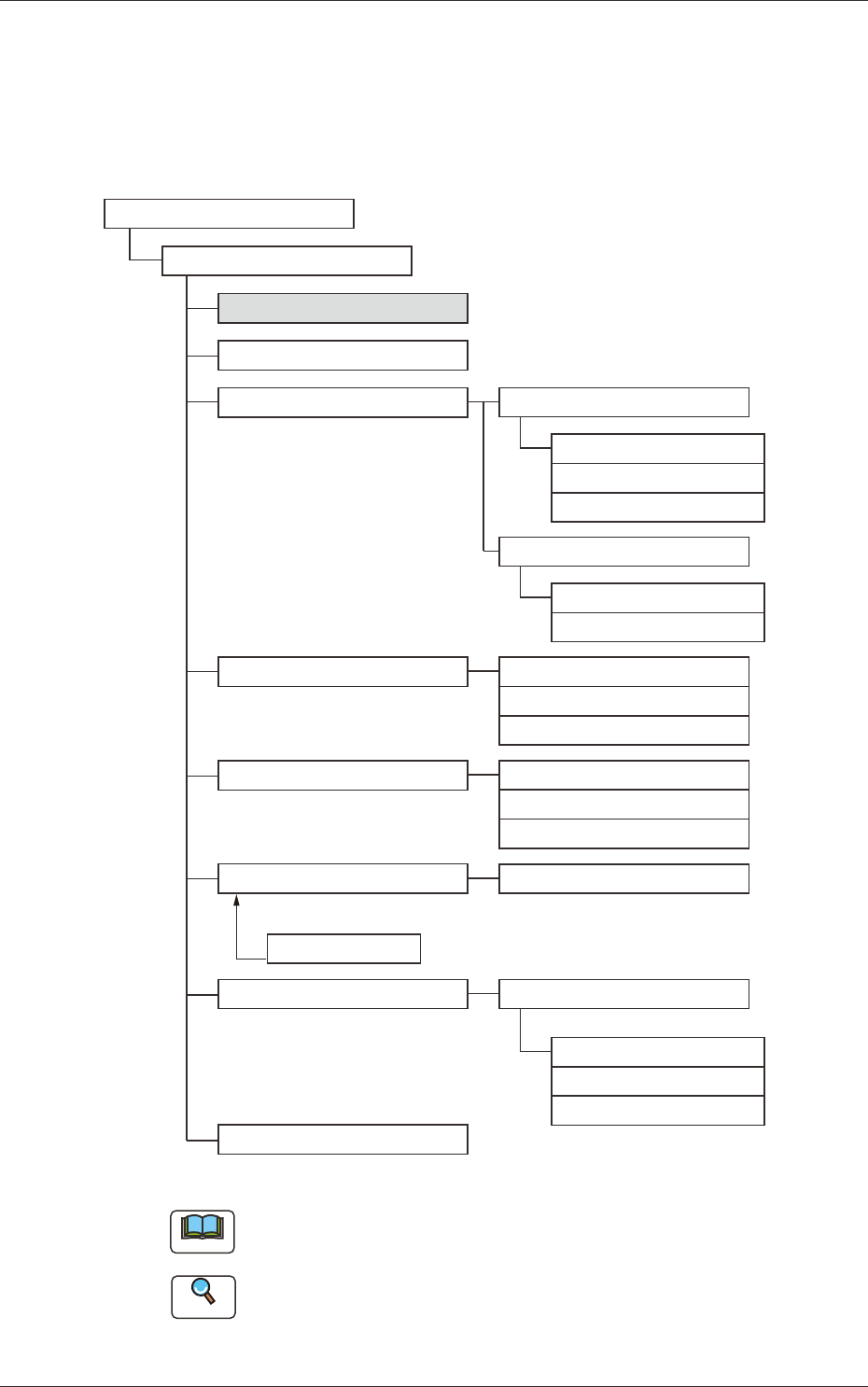
12.1 线路板程序的构成
双重搬送用线路板程序由如下数据构成。
线路板程序
线路板程序名
共通
线路板
操作
控制
吸嘴配置
元件配置
元件数据库
元件 ID
贴装
线路板识别
控制
线路板位置定位
搬送速度
吸嘴配置
吸嘴贮备器 1
吸嘴贮备器 2
机能 ( 功能 )
线路板识别标记
动作
设定
设定
支撑针 ( 支撑销 )
模块 1(2)
Un
补正值
P 数据
O 数据
吸取贴装顺序
线路板程序构成图F22
Note
涂成灰色的部分是双重搬送对应中有变更的项目。
Reference
有关双重搬送对应以外的说明请参照
“
SIGMA-G5第二卷第二章线路板程
序
”
章节。