00193161-01.pdf - 第38页
Best ü cken von 0402-Bauelementen Handbuch S-20/S-23 HM/S-25 HM/F4/F5 HM/HS-50 Ausgabe 03/2001 38 10 L ö ten Beim L ö te n von klein en Bau elementen besteht di e Gefahr des T ombston ings, d.h. die Baueleme nte rich ten…
Handbuch S-20/S-23 HM/S-25 HM/F4/F5 HM/HS-50 Bestücken von 0402-Bauelementen
Ausgabe 03/2001
37
HINWEIS:
Wenn Sie keine lasergeschnittenen Metallschablonen verwenden und die Faustregel für die
Durchbruchsgeometrie nicht beachten, kann es zur Zipfelbildung der Lotpaste beim Abheben der
Schablone kommen. 9
In der Regel beträgt die Lotpastendicke etwa 125 µm (5 mil). Bei ungünstiger
Durchbruchsgeometrie oder rauher Wandfläche des Durchbruchs verstärkt sich die
Adhäsionskraft der Lotpaste. Beim Abheben der Schablone lässt sich die Lotpaste nicht mehr
leicht von der Wandoberfläche des Durchbruchs lösen. Die Lotpaste wird mit der Schablone
hochgezogen. Dabei können sich Zipfel bis zu einer Höhe von 300 µm bilden, bis die Lotpaste
schließlich von der Schablone abreißt.
Zu dicke Schablonen können zur Klumpenbildung von Lotpaste (Solderballing) und somit zu
Kurzschlüssen führen.
Empfehlungen für:
Schablonendicke/Lotpastendicke 150 µm (= 6 mil)
Schablonendicke/Lotpastendicke 125 µm (= 5 mil) 9
9.3 Lotpaste
Normale Lotpaste hat in der Regel eine Korngröße von 45 - 75 µm (Typ 3). Im Interesse eines
problemlosen Bestückprozesses empfehlen wir eine Fine-Pitch-Paste mit einer Korngröße von
20 - 45 µm zu verwenden (Typ 4).
Bestücken von 0402-Bauelementen Handbuch S-20/S-23 HM/S-25 HM/F4/F5 HM/HS-50
Ausgabe 03/2001
38
10 Löten
Beim Löten von kleinen Bauelementen besteht die Gefahr des Tombstonings, d.h. die
Bauelemente richten sich an einer Seite wie Grabsteine (tombstone) auf. Als Ursachen für
Tombstoning kommen vor allem Bestückversatz in Längsrichtung, ungleichmäßige Erwärmung
der Lötstelle oder ein ungünstiges Padlayout in Betracht.
10.1 Grundsätzliches zum Lötprozess
Beide BE-Anschlüsse und das betreffende Lotpastendepot sollen gleichmäßig erwärmt werden
und zur selben Zeit den Schmelzpunkt erreichen. Das handelsübliche Lot (Sn63Pb37) verflüssigt
sich bei einem fixen Schmelzpunkt von 183°C und nicht in einem Schmelzbereich von
beispielsweise 183°C - 190°C, wie dies für Sn60Pb40 der Fall ist. Erreichen beide Lötstellen nicht
gleichzeitig die Schmelztemperatur, so verflüssigt sich das Lot auf der heißeren Seite zuerst. Die
dabei entstehende Oberflächenspannung des flüssigen Lots richtet dann das Bauelement wie
einen Grabstein auf.
Bei Kondensatoren tritt dieser Effekt noch stärker in Erscheinung als bei Widerständen, da sich
die Bauelemente aufgrund ihrer vergrößerten Stirnfläche leichter aufrichten.
10.2 Was Sie beim Lötvorgang beachten sollten
Achten Sie beim Lötvorgang darauf, die Luftströmung eines Zwangskonvektionsofens sowohl an
der Ober- als auch an der Unterseite gleichmäßig über die Leiterplatte zu verteilen, um
Temperaturdifferenzen zu minimieren.
Handbuch S-20/S-23 HM/S-25 HM/F4/F5 HM/HS-50 Bestücken von 0402-Bauelementen
Ausgabe 03/2001
39
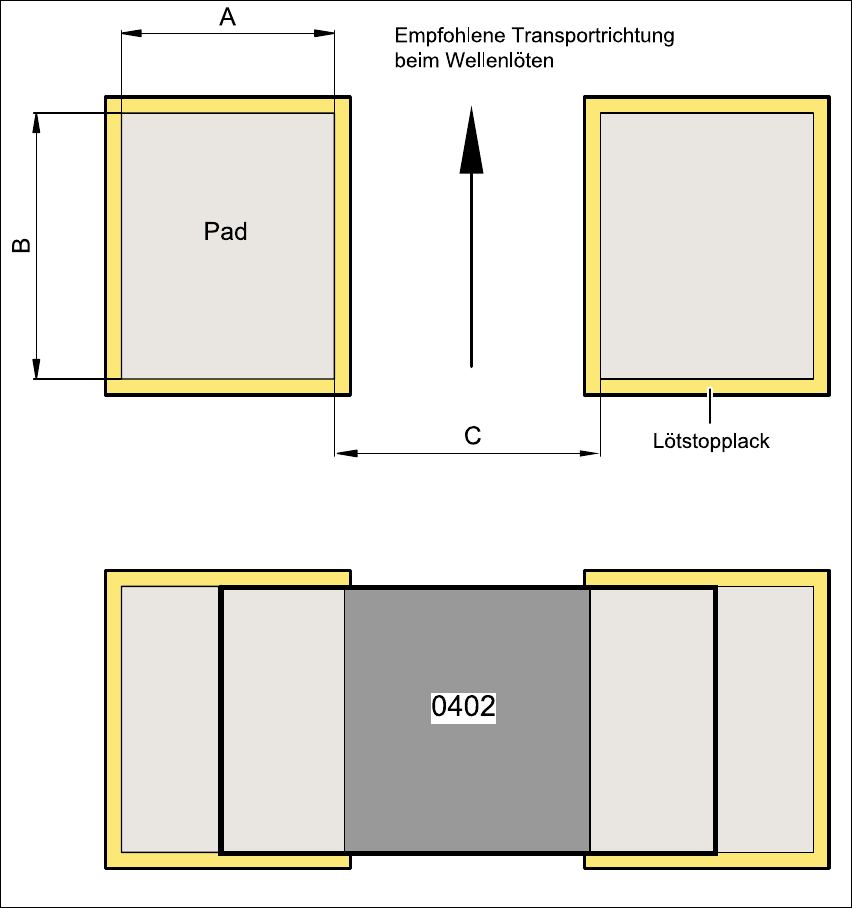
10.3 Padlayout
Durch ein gutes Padlayout lässt sich die Gefahr des Tombstoning erheblich reduzieren.
Verwenden Sie keine quadratischen Pads sondern Pads, wie sie in der nachstehenden
Zeichnung dargestellt sind.
Abb. 10 - 1 Padlayout für 0402-Bauelemente