PI-sFAB-008SSmartFAB规格说明书.pdfPDFA.pdf - 第12页
- 11 - 2.4 电路板组装标准 规格 请准备对应以下规格的 标准单元。 型号 sFAB50 组装元件 卧式 ● &立式元件、 DIP 元件、异形元件 适用元件 ※ 1 卧式元件 ● 料带宽: 52mm ,送料步幅: 5 / 10mm ,引脚直径: φ 0 .4 ~ 0.6mm( 软 钢线 ) ~0.8mm( 软 铜 线 ) , 引 脚 间距 : 5(5.08) /7.5(7.64) /10(10.16) /12.5(12.7) /…
- 10 -
2.3 SmartFAB 规格检讨流程
请准备电路板・元件以后,按照以下流程确认规格。
5搬运电路板
Step7
Step1
请确认使用哪一种Carry工作头。
3.1~3.3 各Carry工作
头规格
Step2
请确认元件的抓取方式。
※sH01/sH02可以对应需要机械夹抓取的元件。
3.4 各Tool组装的元件
Step3
根据所使用的工作头不同,Tool更换器可以收纳的
Tool数量也不同。
请确认【Step3】中决定的Tool数量是否可以收纳于
Tool更换器上。
3.5Tool存储数量
请参考这里。
Step4
请确认电路板是否在搬运规格范围内。
请确认电路板是否可以容纳于组装区域内。
Step6
如果需要液体涂敷时,请确认Process工作头规格。
4 涂敷对象
通过上述步骤确认后,用户可以知道sFAB是否可以对应生产需求以及可以对应时的
机器的大致配置。关于报价以及周期时间的测算,请另行咨询。
上述流程不符合时,也可以提出使用专用单元的方案。
Step5
请确认是否可以对应的供应形式。
6元件对应
2bVkGhBi
2bVkGhBi
Downloaded at 2015/10/08 23:10:27 by 3NEC4804 DL#tdFBqHY0
- 11 -
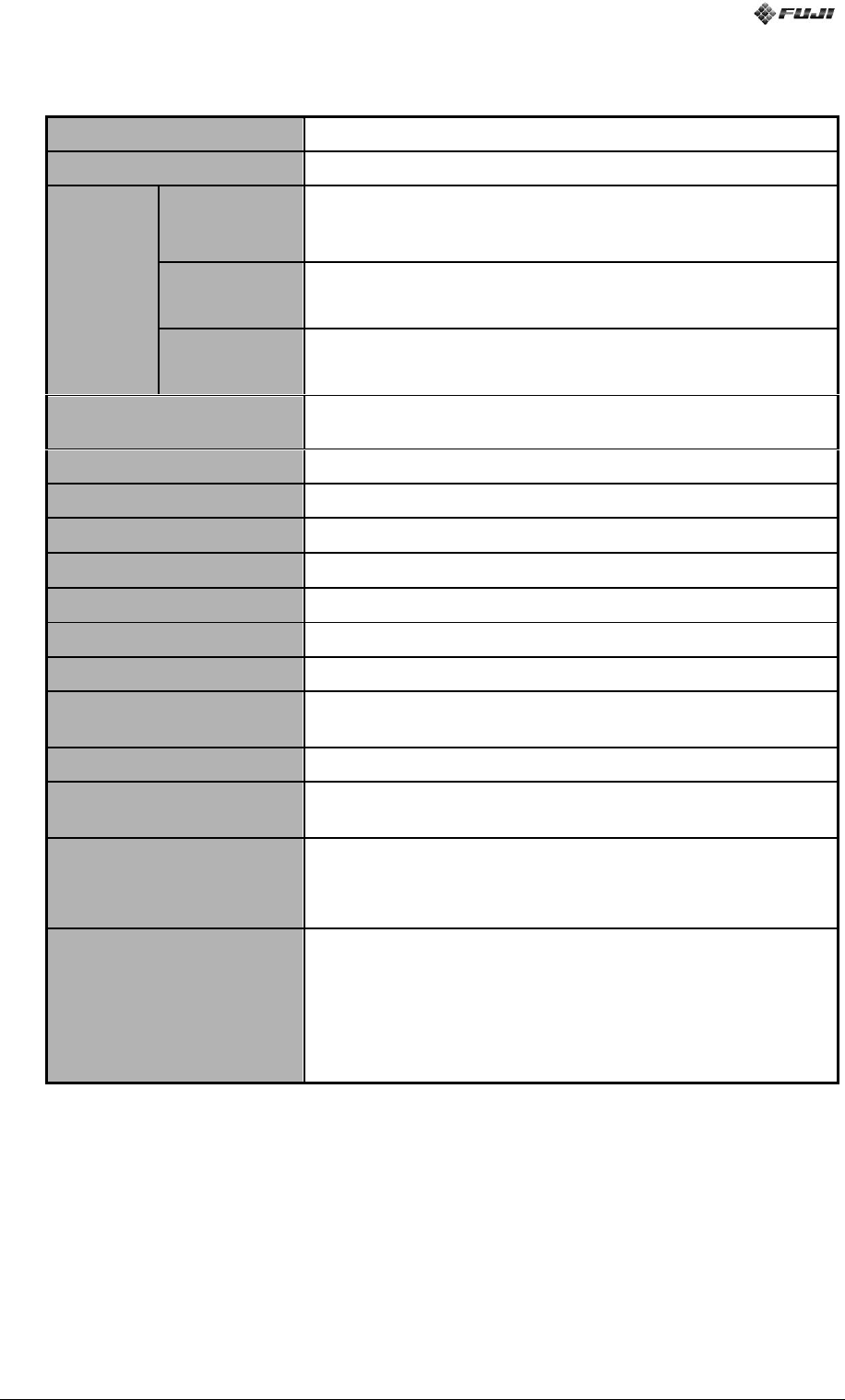
2.4 电路板组装标准规格
请准备对应以下规格的标准单元。
型号
sFAB50
组装元件
卧式
●
&立式元件、DIP元件、异形元件
适用元件
※
1
卧式元件
●
料带宽:52mm,送料步幅:5 / 10mm,引脚直径:φ0.4~0.6mm(软
钢线) ~0.8mm(软铜线),引脚间距:5(5.08) /7.5(7.64) /10(10.16)
/12.5(12.7) /15(15.24) mm(inch)
立式元件
送料步幅:12.7 / 15mm ,引脚直径:φ0.4 ~ 0.6mm( 软钢线)
~0.8mm(软铜线),引脚间距:7.5(7.64) mm(inch) 以下
DIP/异形元件
最大元件尺寸:160x160mm以下或对角线长度≤226.3mm〔标准吸嘴〕
元件种类数量
以供料单元各自的规格作为基准
(请参考第6章 供应元件)
元件插入角度
角度可以任意设置(最小单位0.01°)
元件抓取方式
吸取/引脚夹取/本体夹取
确认元件姿势
用基座相机进行影像识别
识别Pin・引脚
Pin・引脚弯曲・缺引脚
※
2
涂敷对象
●
锡膏・胶水・助焊剂等、适用粘度 50~300,000mPa・s
适用电路板尺寸(L×W )
以搬运轨道为基准 请在5搬运适用电路板中确认。
适用电路板厚度
以搬运轨道为基准 请在5搬运适用电路板中确认。
确认电路板位置
读取Fiducial mark/基准孔
读取时间大约0.8sec (读取2处时)
电路板送入送出时间
※
3
5秒
电路板搬运高度
900(+15,-5)mm(912,920,930,935,940,950(+15,-5)mm)
购买机器时,可以选择机器规格。
产能
※
3
立式元件:2100CPH(1.7sec/part)
接 插 件:1900CPH(1.9sec/part)
芯片元件:3200CPH(1.2sec/part)
Option
切割&弯脚●
废料盒
相关软件
创建 Job(Job 编辑器或 Fuji Flexa)
收集生产信息(生产信息查看器或 Fuji Flexa)
验证元件(Local verify 或 Fujitrax)
元件追溯・工序管理系统(Fujitrax)
● 表示处于研发阶段
※1 根据工作头种类不同,可以搭载的元件尺寸有所不同。
※2 需要侧光相机。
※3 这是本公司在指定条件下用单轨测试后得出的结果。
2bVkGhBi
2bVkGhBi
Downloaded at 2015/10/08 23:10:27 by 3NEC4804 DL#tdFBqHY0
- 12 -
3. 组装元件
根据不同的Carry工作头,组装的元件也有所不同。
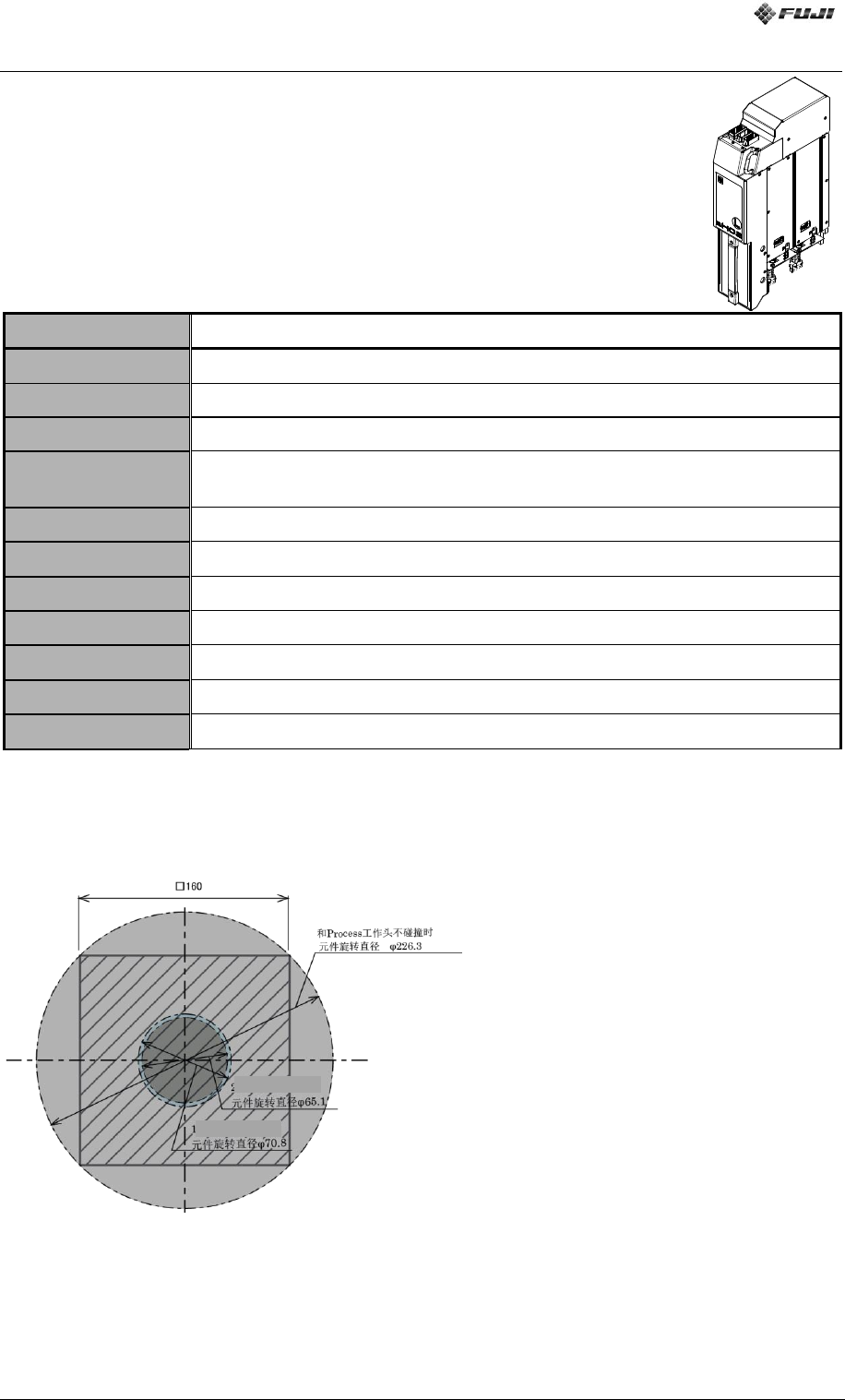
3.1 sH02 工作头
固定型2吸嘴工作头。对应从小型元件到大型元件。吸嘴、元件躯干夹、引脚元
件夹都可以用于这款工作头。sH02工作头的用途非常广泛。适用于多品种元件
的组装。
3.1.1 工作头规格
项目
sH02
Tool数量
2
Tool种类
吸嘴 /元件躯干夹 / 引脚元件夹
元件种类
可以通过吸嘴吸取或机械夹夹取,同时元件尺寸在如下范围内。
元件尺寸
※
1
双Tool模式:1608 ~ 46x46mm(对角线长65.1mm)
单Tool模式:1608 ~ 50x50mm(对角线长70.8mm)
元件高度
※
1
Max. 75mm
先行贴装元件的高度
※
1
Max. 110mm (含电路板高度)
元件重量
※
2
MAX. 200g
贴装精度
*3
±0.050mm (3σ) Cpk≧1.00
自动切换Tool
可以
最小工作头间距
*4
95mm
对应基座相机
标准相机 / 侧光相机 / 广角相机
※1 如果将要贴装的元件或先行贴装元件的高度超过65mm,则会影响电路板定位点的读取。关于详细内容,请参考5.3.1机
械手相机规格
如果Process工作头选用仿真头(=不和Process工作头碰撞),则可以对应的元件尺寸上限为160x160mm(对角线长
226.3mm)。长吸嘴可以抓取最大尺寸为200x200mm(对角线长282.9mm)的元件。(使用长吸嘴时,先行贴装元件的高度上
限为88mm)。
单位:mm
※2 搬运某些元件时需要放慢搬运速度。
※3 这是本公司在指定条件下测试后所获得的结果。
※4 如果没有特殊规定,请使用上表中的间距。
单Tool时的
双Tool时的
2bVkGhBi
2bVkGhBi
Downloaded at 2015/10/08 23:10:27 by 3NEC4804 DL#tdFBqHY0