CUN7192200_YSD_Users_C.pdf - 第201页
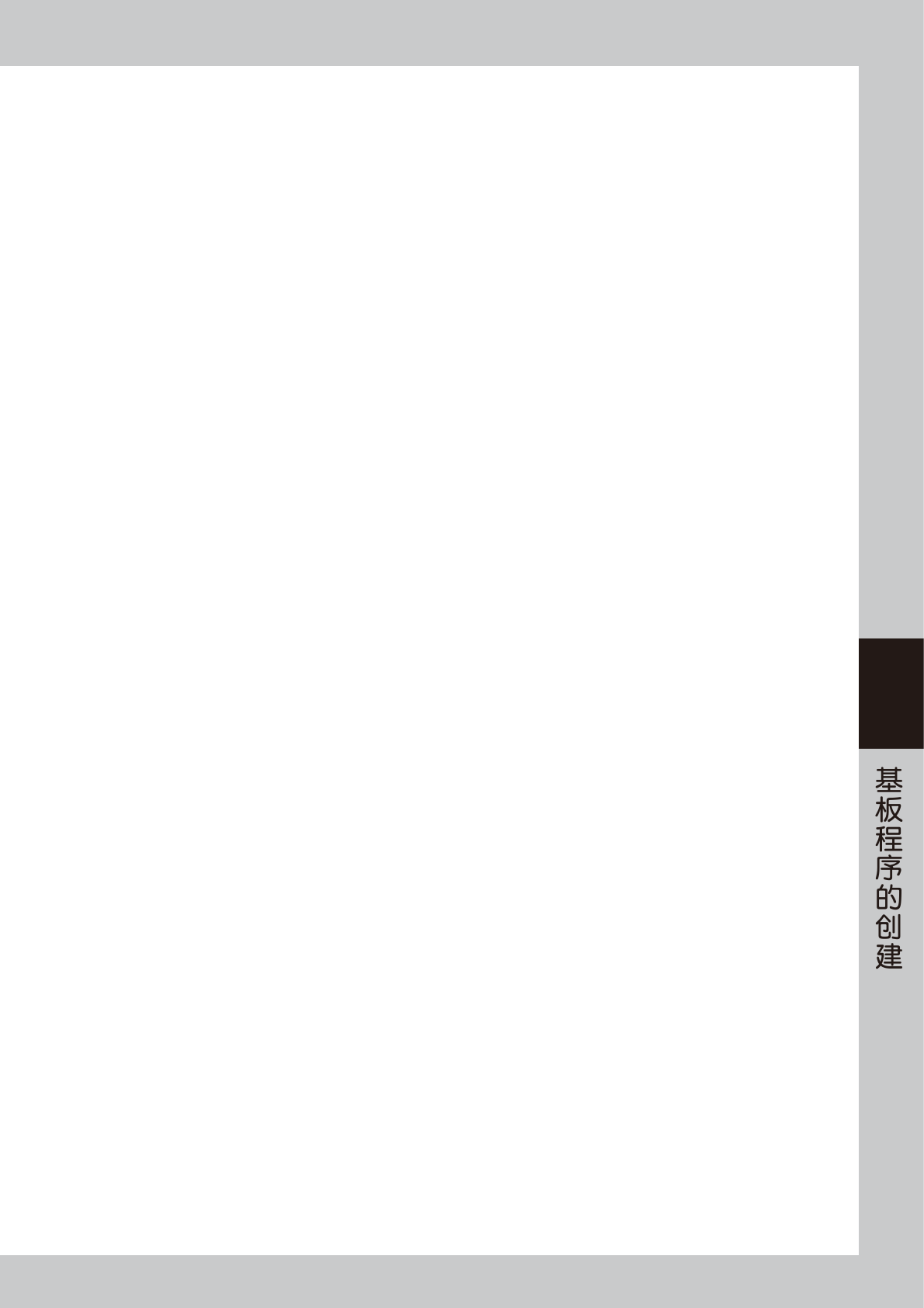
5-14 5 4.2 贴装参数 贴装参数指设置贴装位置、贴装元件号码等与贴装有关的数据。使用贴装参数,可以自动生成点胶数据。 c 注意 从贴片机复制数据之后,需删除与点胶对象无关的贴装数据。 贴装参数画面 [编辑]按钮 1 2 3 5 4 6 7 9 10 11 8 66510-N7-00 1. 执行 / 跳过 按 [ 编辑 ] 按钮可以更改设置。 2. 图样名 输入印刷在基板上的电路名 ( 例如 R12、U12 等 )。 3. 跳过 …
5-13
5
I: 预定下料张数
指定收板机的 1 个载料箱可以容纳的基板张数。完成设定张数的基板生产后,机器会中断传出基板,直到收板机更换载料箱。
如果输入 0,即使基板张数已经达到收板机可容纳的最大张数,生产也会继续进行。符合下列条件的情况,可以输入 0。
· 使用的是可以发出载料箱更换信号的收板机。
· 排列在回流焊机之前的机器。
J: 基板固定方法
一般选择“外形基准”。外形基准与顶板连动夹住基板进行固定。
K: 固定开始时间 ( 秒 )
基板通过安装在主挡板前的基板检测传感器后,机器开始固定基板的动作。
基板尺寸和传送速度不同,开始固定的最佳时机也会不同。通过该参数,可以延迟开始固定的最佳时机。
数值输入范围为 0.0 〜 1.9 秒。
L: 传出开始高度
点胶之后,顶板一下降便开始向传送部出口传送基板。如果基板背面已贴有元件,顶板不完全下降会造成元件与顶针发生碰撞。
通过该参数可以分别对各种基板指定顶板的下降高度。如果将固定基板后的顶针高度作为 0mm,则输入从此位置下降几 mm
为传送开始高度。可以在 5 〜 50mm 的范围内输入。
M: 传送空转时间
通常形状的基板设置为 0 秒。
特殊形状的基板 ( 切口、中间镂空等 ),传送部出口传感器在传出基板时容易误识别。如果设置了传送空转时间,基板检出
传感器 OFF 之后,传送带还会按指定的时间继续运转传出基板。在 0.0〜 9.9 秒的范围内输入。
N: 画像处理校正 ( 本机不使用 )
O: 负压确认 ( 本机不使用 )
P: 重新执行方式 ( 本机不使用 )
Q: 提前取料
使用指定角度检测余胶时,需将本参数设置为“执行”。否则传板周期时间会被延长。
S: 点胶检查
使用预点胶时,需设置为“执行”。
根据预先在预点胶数据中指定的标记号码,对胶点进行图像识别,并根据识别结果检查贴片胶是否已用完,点胶嘴是否被堵塞,
是否有拉丝拖尾等现象。
T: 自动试打点
在打点站进行试点胶。
详细设置方法,请参阅第 4 章“5.1.1自动试打点的设置”。
X: 传送电机的速度 (%)
设置传送电机 ( 传送基板 ) 的速度。以在“机器设置”画面中设置的数据为标准,10% 为单位,“+”侧最大为 50%,
“-”侧最大为 90% 的范围内设置。
u. 传板方法
可以按基板程序分别设置传送基板的方法。
一般,从“按机器设置”、“标准”、“高速”中选择。
‧
按机器设置
按照预先在机器设置 (Vmspec) 中设置的传板方法传送。
‧
标 准
基板的点胶完成之后,解除基板的固定状态,并开始将该基板向出口传送。当 WorkOut 传感器感应到该基板已通过的同时,
将待机位置的基板传入固定位置。
‧
高 速
基板的点胶完成之后,解除基板的固定状态,并开始将该基板向出口传送。当 WorkOut 传感器感应到该基板的同时,将待
机位置的基板传入固定位置。之后,当 WorkOut 传感器感应到该点胶完的基板已通过的同时,主挡板开始上升。
5-14
5
4.2 贴装参数
贴装参数指设置贴装位置、贴装元件号码等与贴装有关的数据。使用贴装参数,可以自动生成点胶数据。
c
注意
从贴片机复制数据之后,需删除与点胶对象无关的贴装数据。
贴装参数画面
[编辑]按钮
1
2 3 54 6 7 9 10
11
8
66510-N7-00
1. 执行 / 跳过
按 [ 编辑 ] 按钮可以更改设置。
2. 图样名
输入印刷在基板上的电路名 ( 例如 R12、U12 等 )。
3. 跳过
无需贴装的数据,勾选其选择框。
4. X、Y
如果是 1 张整块基板,输入从基板原点至贴装中心位置的坐标数据 ; 如果是拼板基板,输入从基准拼板至贴装中心位置的
坐标数据。需要通过示教输入时,请参考下图。
贴装中心位置
基板原点与贴装中心位置
基板原点
第1拼板的原点
第1拼板 第2拼板
65505-N7-00
5-15
5
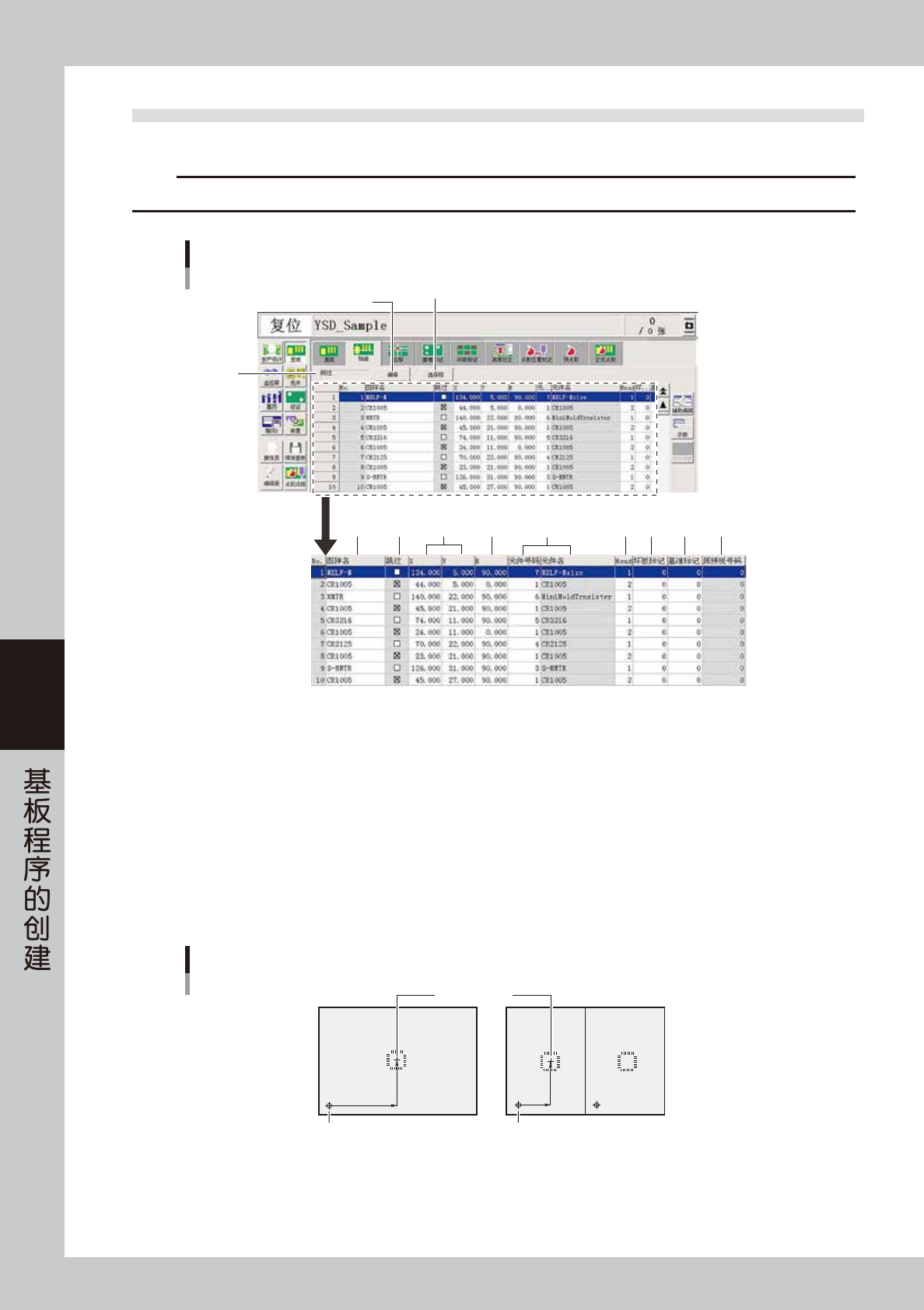
元件种类
示教方法
示教位置
不同元件的示教方法
芯片元件
单点或2点
晶体管
单点
SOP
2点或4点
QFP
2点或4点
:示教点
65506-N7-00
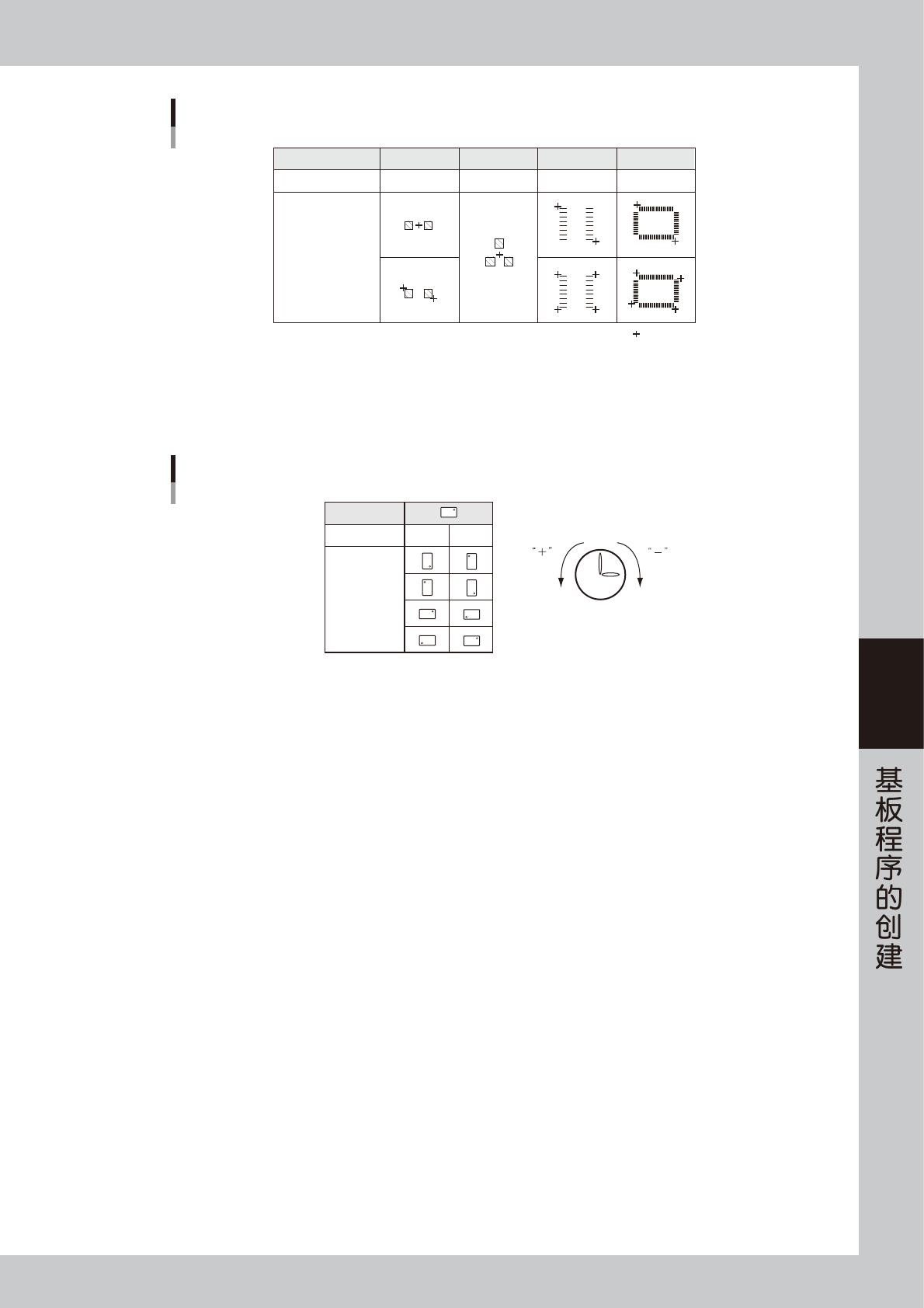
5. R 数据
输入元件贴装角度。吸附角度 ( 元件参数 ) 为 0 度时,根据元件包装外形输入旋转角度。吸附角度为 90 度或 -90 度时,参照
下表输入。下表为俯视图,逆时针方向旋转为“+”,顺时针方向旋转为“-”。
元件包装外形
吸附角度 90° -90°
贴装角度 0゚
180゚
90゚
-90゚
时钟
贴装角度
65507-N7-00
6. 元件号码、元件名
输入贴装元件的元件号码 ( 元件信息的数据 No.)。只要输入了元件号码,与之相对应的元件名便会自动输入。
7. Head
输入贴装时使用的贴装头号码。
8. 坏板标记
输入该贴装数据使用的局部坏板标记的号码。本功能只有在“坏板标记”选项卡画面将“局部”设置为“使用”时,才有效。
若不使用本功能,输入 0。
9. 基准标记
输入该贴装数据使用的点、局部、4 点基准标记的号码。本功能只有在“基准标记”选项卡画面将“局部”设置为“使用”时,
才有效。若不使用本功能,输入 0。
10. 原拼板号码
进行了拼板扩展 ( 有参考数据 ) 时,被扩展的各个拼板会自动被分配拼板号码,本栏显示该号码。有关拼板扩展 ( 有参考数据 ),
请参照第 7 章“2.2.1拼板位移的扩展”。
11. [ 选择框 ] 按钮
可以编辑跳过栏的选择框。通常,跳过项目为灰色,点击 [ 选择框 ] 按钮,即可编辑。