00193937-02.pdf - 第214页
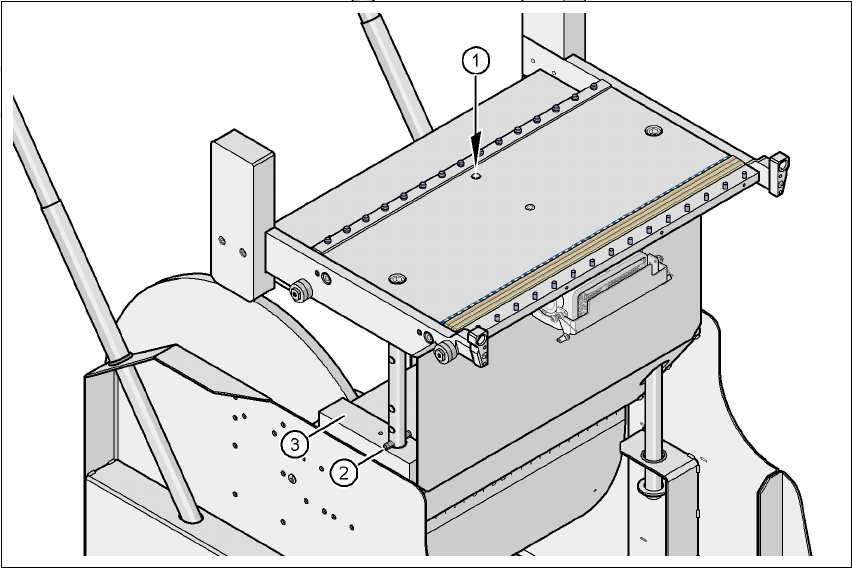
4 셋업 및 작동 사용자 매뉴얼 SIPLACE HF 시리즈 4.6 PCB 전송 높이에 맞게 컴포넌트 트롤리 조 절 소프트웨어 버전 SR.505.xx 2004 년 7 월 미국판 214 4 그림 4.6 - 2 아이 볼트 및 플랜지 볼트의 위치 (1) 아 이 볼 트를 위한 M12 구 멍 (2) 나선형 클 램핑 핀 , DIN 7343, 8x40 - St, 2 개 (3) 지지 블 록 , 2 개
사용자 매뉴얼 SIPLACE HF 시리즈 4 셋업 및 작동
소프트웨어 버전 SR.505.xx 2004 년 7 월 미국판 4.6 PCB 전송 높이에 맞게 컴포넌트 트롤리 조절
213
컴포넌트 피더 테이블 높이를 조절하려면 컴포넌트 테이블 베드에서 피더를 모두 떼어내십시
오.
4.6.2 도구 및 장비
컴포넌트 트롤리의 높이를 조절하려면 다음과 같은 도구 및 장비가 필요합니다.
– 해머
– 펀치, 8mm
– 컴포넌트 트롤리 테이블을 올릴 수 있도록 M12 나사산이 있는 아이 볼트
– 컴포넌트 트롤리 테이블을 들어올릴 수 있는 장치 ( 최소 운반 능력 : 80kg)
4.6.3 컴포넌트 트롤리 높이 변경
경고
컴포넌트 트롤리 베드에서 피더를 모두 들어올리십시오 .
컴퐆 넌트 트롤리 베드에 있는 M12 구멍 ( 항목 1) 에 아이 볼트를 조이십시오 .
리프팅 장치의 고리를 아이 볼트 ( 항목 2) 에 연결하십시오 .
나선형 클램핑 핀이 드러나도록 컴포넌트 트롤리 베드를 조금 들어올리십시오 .
펀치를 사용하여 양 쪽에 있는 나선형 핀을 가볍게 치십시오 .
나선형 클램핑 핀을 원하는 PCB 컨베이어 높이의 구멍에 끼우십시오(그림 4.6 - 1 참조).
나선형 클램핑 핀이 지지 블록 ( 항목 3) 에 닿을 때까지 컴포넌트 트롤리 베드를 천천히 내리십
시오 .
컴포넌트 트롤리 테이블에서 아이 볼트를 푸십시오 .
4 셋업 및 작동 사용자 매뉴얼 SIPLACE HF 시리즈
4.6 PCB 전송 높이에 맞게 컴포넌트 트롤리 조절 소프트웨어 버전 SR.505.xx 2004 년 7 월 미국판
214
4
그림 4.6 - 2 아이 볼트 및 플랜지 볼트의 위치
(1) 아이 볼트를 위한 M12 구멍
(2) 나선형 클램핑 핀 , DIN 7343, 8x40 - St, 2 개
(3) 지지 블록 , 2 개

사용자 매뉴얼 SIPLACE HF 시리즈 5 장비에 관한 작업
소프트웨어 버전 SR.505.xx 2004 년 7 월 미국판 5.1 직원 프로파일
215
5 장비에 관한 작업
이 장에는 SIPLACE 라인에서 실시되는 일상 작업 중에 사용자를 돕기 위한 많은 주제가 포함되
어 있습니다.
예를 들면 장비의 다운 타임을 최소화하여 생산 중인 SIPLACE 라인이 가능한 최고 수준의 능률
을 얻을 수 있도록 해주는 예방적 조치를 제공합니다.
그리고 이 장에는 오퍼레이터와 라인 엔지니어의 임무가 각자의 프로파일에 개별적으로 설명되
어 있습니다.
5.1 직원 프로파일
5.1.1 오퍼레이터
5.1.1.1 오퍼레이터 작업
오퍼레이터는 보통 SIPLACE 작동 교육 과정에 참여했거나 교육 받은 직원에게 교육을 받은 자
이어야 합니다.
작동 요원에게는 다음 임무가 할당됩니다.
– 피더에 대한 컴포넌트 할당 검사
→ 그리고 올바른 컴포넌트가 셋업되었는지 확인하기 위해 셋업 검사도 하루에 여러 번 , 가급
적 업무 교대를 시작할 때 실시해야 합니다.
– 피더에 충분한 컴포넌트를 공급
– 신속한 컴포넌트 보충 및 테이프의 접합
– 컴포넌트가 올바른 픽업 위치에 있는지 점검 ( 그림 5.7 - 2
참조)
– 입력 및 출력 컨베이어 위에서 재료가 PCB 로 조립되어지는 흐름의 검사
– 셋업 품질 검사
– PCB 가 납땜로로 들어가기 전 무작위 표본 추출.
– ESD 규정 준수
– 에러 방지 (226
페이지의 5.7 단원 참조)
– 스테이션의 결함 표시 및 메시지를 관찰하고 필요한 경우 라인 엔지니어에게 정보를 전달
– 예방적 유지보수 매뉴얼에 설명되어 있는 예방적 유지보수 작업의 실시