M4serviceManual_e.pdf - 第28页
2 Periodical Checks 2-4 Manual Check Check the followings after t urning on the main and power swit ches of the mounter. If the mounter conditions or movem ents are not normal, an error m essage will appear on the CRT. R…
2 Periodical Checks
2-3
Nozzle
Clean nozzles if dirty. Replace if deformed.
Feeder Bank
Clean front and rear feeder banks.
Make sure tape feeders are set on bank securely. If not, it may cause head
collision.
MX-20 (Optional for M4e/M4s)
Make sure no obstacles are on pallets.
MXR-20 (Optional for M4e/M4s)
Make sure no obstacles are on pallets.
MX-ST2 (Optional for M4e/M4s)
Make sure no obstacles are on pallets.
Input/Output Terminal Assembly
Check connections of connectors and air hoses.
【NOTE】 Fixed Camera and Tray Unit (MX-20, MXR-20, MX-ST2) are optional for M4e/M4s only. They are not
optional for M4a.
2 Periodical Checks
2-4
Manual Check
Check the followings after turning on the main and power switches of the mounter.
If the mounter conditions or movements are not normal, an error message will appear on the CRT. Refer to
error messages in the reference manual.
ITEM DESCRIPTION
Power switch
Check if display of MENU screen is normal after starting system.
Servo switch
Check if indicator lights when switch is pressed.
If not, turn off system and turn it on again.
EMERGENCY STOP
switch
Check function by pushing and releasing it.
Origin
Check if heads return to origin properly.
R axis (Theta axis) orientation
(See [NOTE] description
below for details.)
After “Origin” command is performed, check R axis orientation on each
head is normal.
)
3.Mechanical Section /Lubrication/ Lubrication Points for Spline
Shaft
Jog
Check if display of head coordinates is proper.
Make sure there is no unusual noise when head is traveling.
Suction
Check if negative pressures of all heads are within range.
Conveyor
Check conveyor movement by transferring PCB.
Stopper
Check stopper movement.
Clamp
Check clamp movement.
ANC
Check ANC movement.
Head
Check head movement.
Signal I/O
Check capability of sensors in Signal I/O screen.
Refer to reference manual.
Air Pressure
Check head/nozzle choke and solenoid valve failure.
)
3 Mechanical Section.
NOTE: If R-axis (Theta axis) is rotated by hand during machine power OFF or Servo OFF condition, the R-axis
origin may shift 180 degrees away after the Origin Initialization. That would not occur under normal
operation, but be sure to check the R-axis orientation at Origin if you rotated the R-axis by hand for any
purposes. In case of M4e/M4s, this problem would not occur.
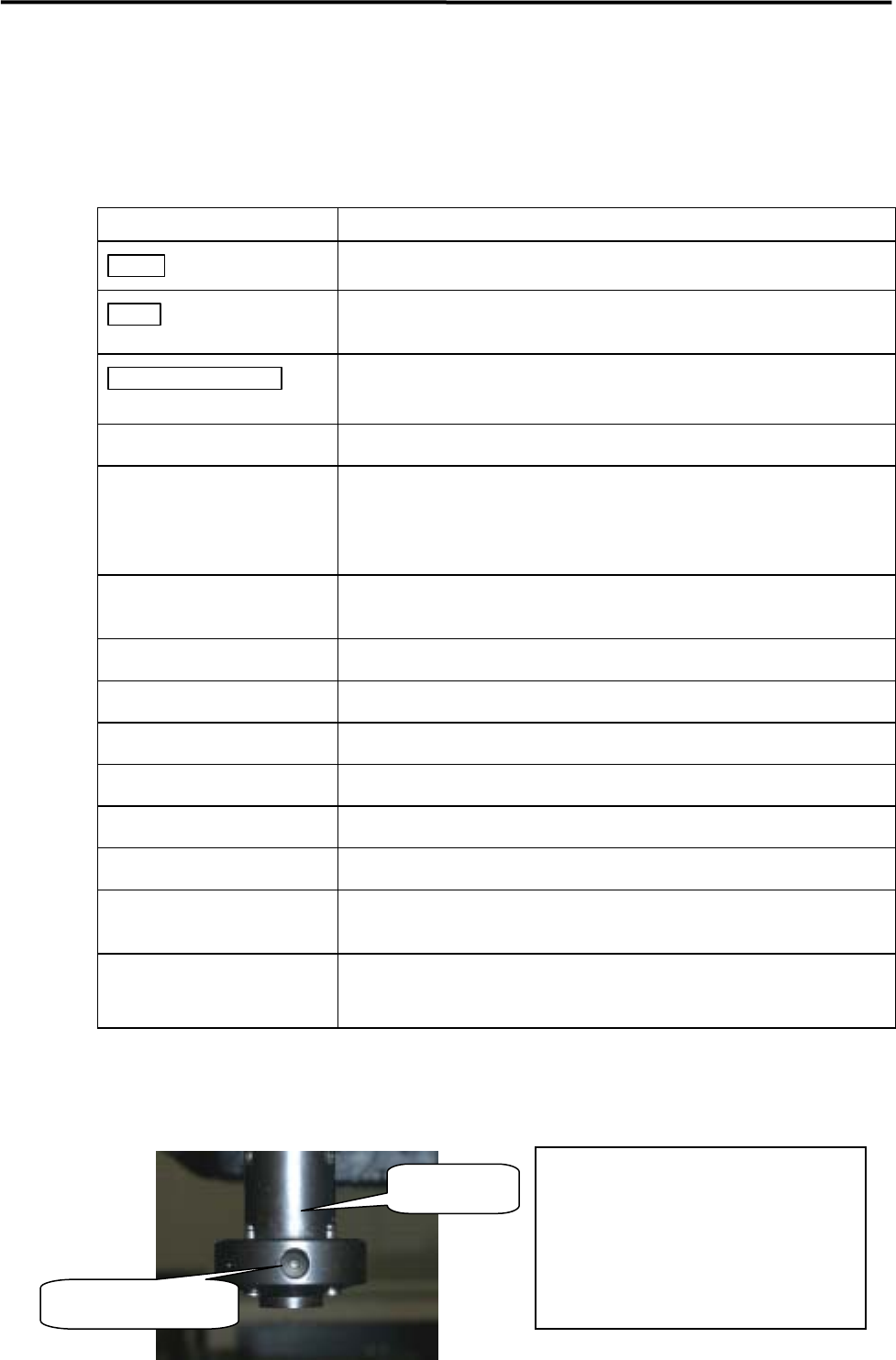
How to check R-axis origin position;
After returning R-axis to Origin, check
that the hole of origin-sign on the Nozzle
holder faces to machine front.
That is the correct orientation of R-axis at
origin.
Nozzle Holder
The hole of Origin-sign
2 Periodical Checks
2-5
Monthly Check
Check the followings once a month.
ITEM DESCRIPTION
CRT
Clean CRT screen with alcohol if dirty.
Floppy Disk Drive
Clean floppy disk drive with conventional cleaning disk.
X-Y Table
Make sure X and Y axes and ball screws do not give unusual noise when traveling
head.
Cable
Make sure screws on cable and cables supports are not loose.
Check cables in cable-support stay.
Connector
Make sure connectors are not loosened.
Air Hose
Check piping and joints. Check air hose for leakage.
X-Y motors
Make sure X and Y motors are not abnormally heated.
Theta Motor
Make sure there are no flaws on timing belt and gear.
Make sure there is no interference when head is rotating.
Make sure head torque is enough.
Z Motor
Move head up and down to make sure movement is smooth.
Push up a nozzle with your finger to check if movement is smooth.
S Motor
Make sure scan head moves smoothly.
Suction
Check negative pressure of all heads. If values of negative pressure are not proper,
clean filters in nozzle shafts. Replace filters of vacuum ejector if dirty.
Conveyor
Check conveyor movement.
Check belt tension.
Make sure conveyor has no flaws, abrasions and obstacles.
Check conveyor for lubrication.
Check movement of auto-width adjustment to maximum and minimum widths.
Check conveyor parallelism and board transfer at entrance and exit.
Stopper
Check for movement and noise.
Make sure there is no components on stopper.
Main Clamp
Check adjust plate for wear and flaw.
Side Clamp
Check for wear and flaw.
Rear Clamp
Check for wear and flaw.
Buffer Stopper
Check for wear and flaw.
ANC Clamp
Check for wear and flaw.