FX-3_(管理员操作说明书)Operation_Manual2_Rev00_C.pdf - 第372页
操作手册Ⅱ Rev00 4-75 No. 项目 功能内容 3 计划生产数的默认值设置为[0] 计划生产数的默认值设置为“0”。 4 更改元件尺寸时固定吸嘴选择 即使修改元件数据的元件尺寸,也可不修改吸嘴的 选择,继续使用原已设置的吸嘴。 5 基板厚度默认值为空白功能 基板数据的基板厚度不设置默认值,而显示空白。 6 准备进入信号延迟功能 在向后工序传送基板动作中的 OUT 传感器检出 ON 时,在经过 SETUP 中设置的 ReadyI…
操作手册Ⅱ Rev00
4-74
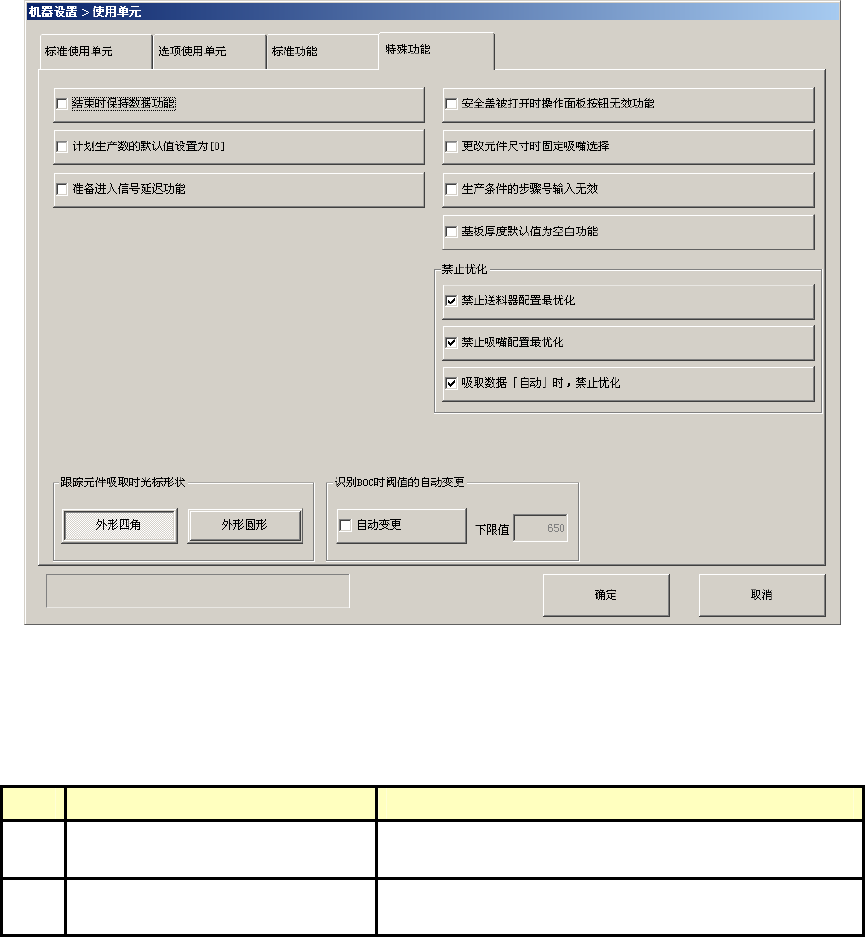
(4)特殊功能
在不同的使用条件下,可利用有效的特殊功能。
如特殊功能不适用时,可将特殊功能设为“不使用”。默认为“不使用”。
图 4-4-4-8-4 特殊功能设置画面
设置各功能的使用或不使用。
表 4-4-4-8-3 特殊功能有效时的动作内容
No. 项目 功能内容
1
结束时保持数据功能 退出桌面画面时,保存读取的生产程序信息,在下
次启动时恢复生产程序信息。
2
安全盖被打开时操作面版按钮
无效功能
打开安全盖时,除 STOP 开关有效之外,操作面板的
其他开关为无效。
操作手册Ⅱ Rev00
4-75
No. 项目 功能内容
3
计划生产数的默认值设置为[0] 计划生产数的默认值设置为“0”。
4
更改元件尺寸时固定吸嘴选择 即使修改元件数据的元件尺寸,也可不修改吸嘴的
选择,继续使用原已设置的吸嘴。
5
基板厚度默认值为空白功能 基板数据的基板厚度不设置默认值,而显示空白。
6
准备进入信号延迟功能 在向后工序传送基板动作中的 OUT 传感器检出 ON
时,在经过 SETUP 中设置的 ReadyIn 信号时间迟延
后检查 ReadyIn 信号的状态。若是 ReadyIn 信号为
ON 时,则开始向后工序搬出基板。ReadyIn 信号的
延迟时间的可设置范围为 1~300 秒。
7
生产条件的步骤号输入无效 生产条件画面的步骤号,开始行、结束行均设置为
不可输入。在此种情况下,贴片范围为步骤 1 到最
后步骤。编辑贴片数据时,变更后的贴片点数自动
反映在最后一行的值。
(设置对象为基板生产和空打生产。试打为非对象)
8
跟踪元件吸取时光标形状 选择跟踪元件吸取时光标形状是“外切四角形”、
还是“外切圆形”。
9
识别 BOC 时阈值的自动变更
因BOC标记氧化后容易造成识别错误,在不能识别
时,识别阈值会自动变更,再进行识别,直至达到
在机器设置中设置的下限值。
可在下限值编辑框中输入阈值。输入范围是 600~
900。
10
(禁止最优化)
禁止送料器配置最优化
优化时,“分割选项”的吸嘴数据固定为“自动选
择分配”。
11
(禁止最优化)
禁止吸嘴配置最优化
优化时,“分割选项”的使用的吸嘴固定为“使用
固定吸嘴”。
12
(禁止最优化)
吸取数据[自动]时,禁止优化
吸取数据设置为“自动选择”时禁止优化。
操作手册Ⅱ Rev00
4-76
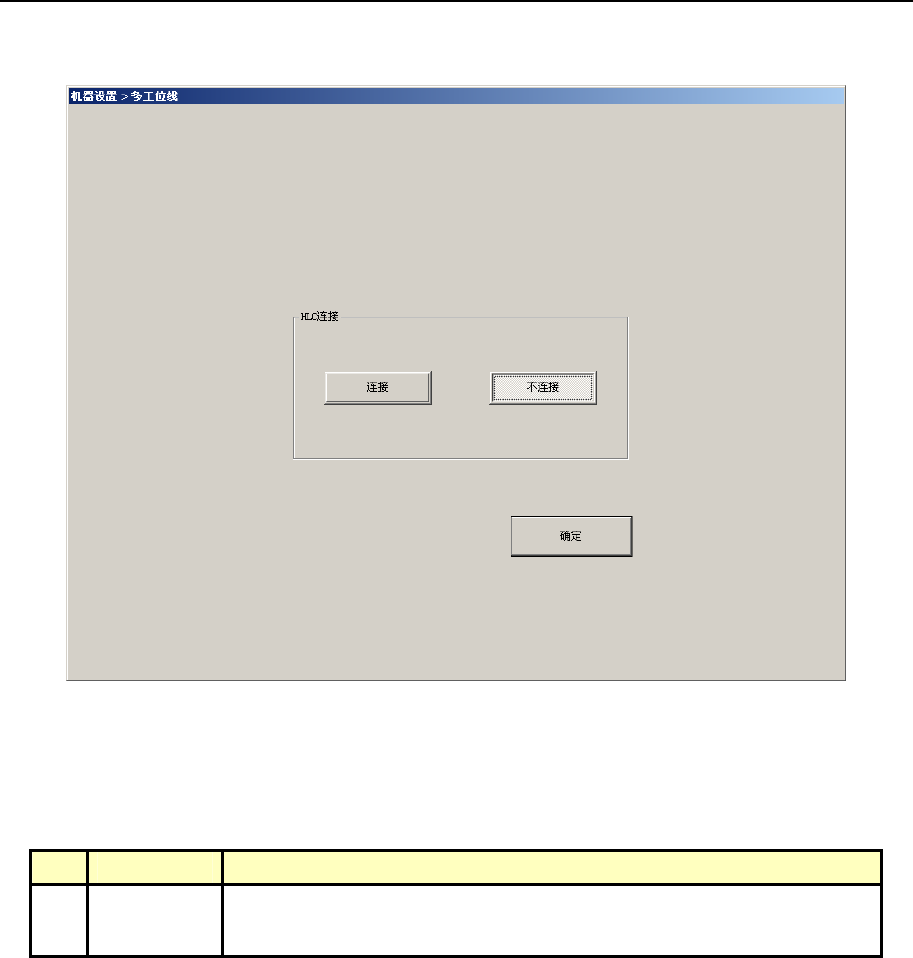
4-4-4-9 HLC 连接(多工位线)
设置是否使用HLC连接。
选择多工位线后,会显示如下多工位线的设置画面。
图 4-4-4-9-1 设置多工位线画面
表 4-4-4-9-1 设置项目
No. 项目 设置内容
1 HLC 连接
要将本设备与 HLC(选项)连接时,设置为“连接”。
选择后,按钮成为凹状态。(默认设置为不连接)