CP7 training(6.0) (1).pdf - 第133页
FK-9F98-27 CP-7 Series T raini ng T ext for Service Engineers Edition 6.0 Chapter 10. Options [6/6] 10.2 V acuum Backup Pin Adjustment 1. V erify that the electrical modification is completed and the Z-axis t able, backu…
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 10. Options [5/6]
6. Remove the blockage at the sensor and return the cam angle to 0 degrees.
Press [INSPECT] again to check that the voltage value is less than 1.5V.
7. Press [EXIT].
8. Move Holder A to station 9.5 at 0 degrees and install the nozzle reference jig.
Nozzle Reference Jig
(Jig No.: DCPJ0620)
Figure 9
9. For automatic measuring of the nozzle jig height, Press: [Maintenance] → [Calibration] → [Part
Nozzle Reference ] → [Start].
10. Check that the measurement results are within 1.00 ± 0.3 (0.7 to 1.3)
* Verify that the displayed amplifier value and the measurement results on the display are the
same value.
11. Press: [CLOSE] on the display. A message appears to save proper data, press [YES].
10.1.4 How to avoid problems while adjusting the voltage
1. Do not press the buttons on the unit while the [MODE] LED is flashing (when the raw image is
displayed). Press [MODE], and the LED will turn OFF.
2. The [DUST] LED indicates an abnormal condition. Press [DUST] at cam angle 0 degrees and
the LED will turn OFF.
10.1.5 Amplifier SW and LED functions
[MODE] Switches the monitor output display.
LED ON: Raw Image LED OFF: Memory Image
[INSPECT] Press when issuing measurement commands.
(Measurement should be carried out at 0 degrees)
[DUST] Press this button when registering the black image.(sensor blocked)
(Registered at 0 degrees) The LED will turn ON if an error occurs.
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
CS Section
10-5
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 10. Options [6/6]
10.2 Vacuum Backup Pin Adjustment
1. Verify that the electrical modification is completed and the Z-axis table, backup pins and
backup plate are arranged for vacuum type backup pins.
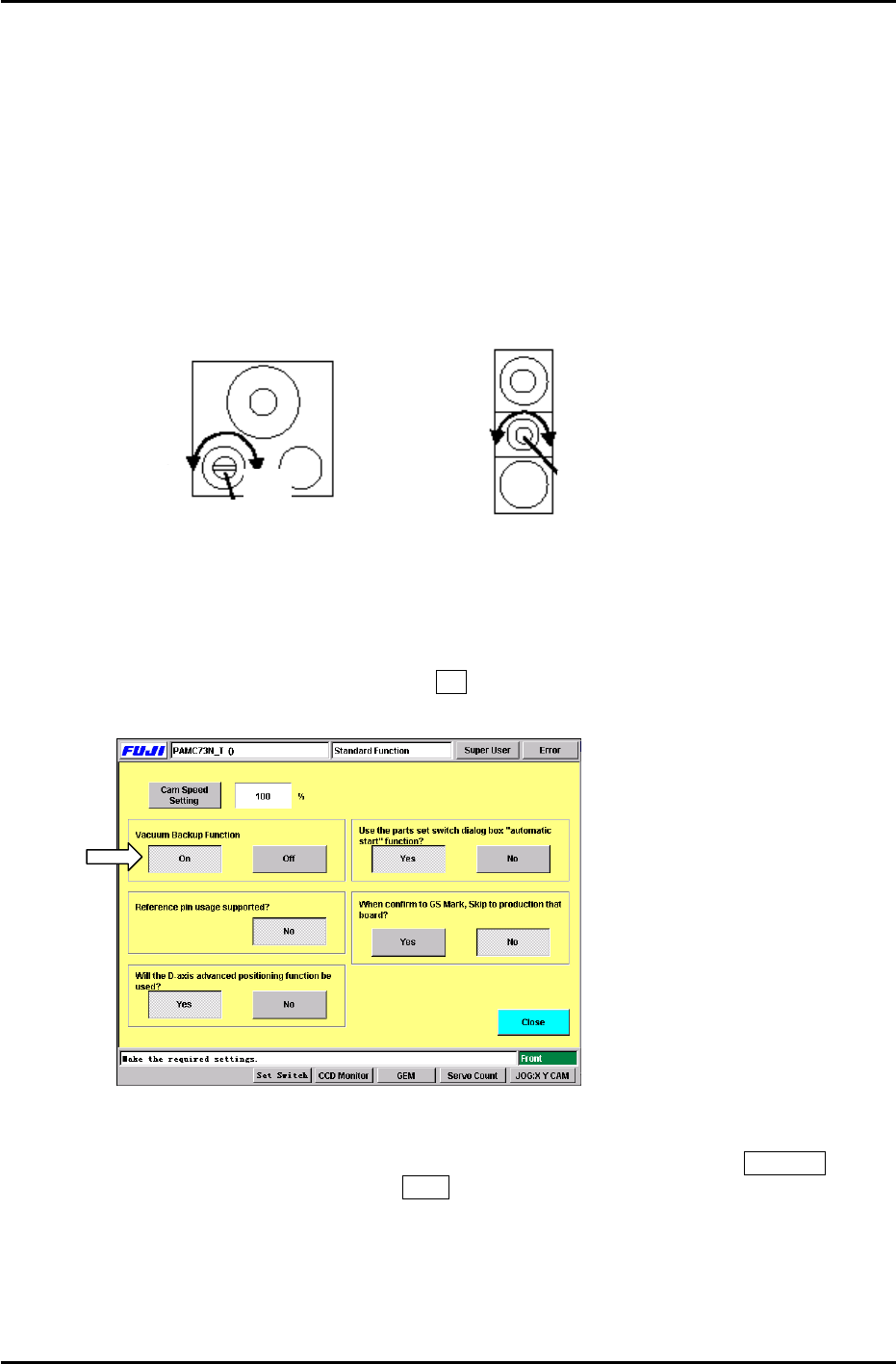
2. Adjust the positive pressure timer speed controller 3 revolutions from the fully closed
position.
3. Adjust the positive pressure speed controller to 1/4 from the fully closed position.
Turn ON I/O (Y022) with a board clamped on the XY table. If there is a lot of noise from
the vacuum generator when the vacuum is OFF, adjust the controller to where the noise is
minimal.
Low
Positive pressure timer
speed controller
Figure 10
High
Positive Pressure
speed controller
LowHigh
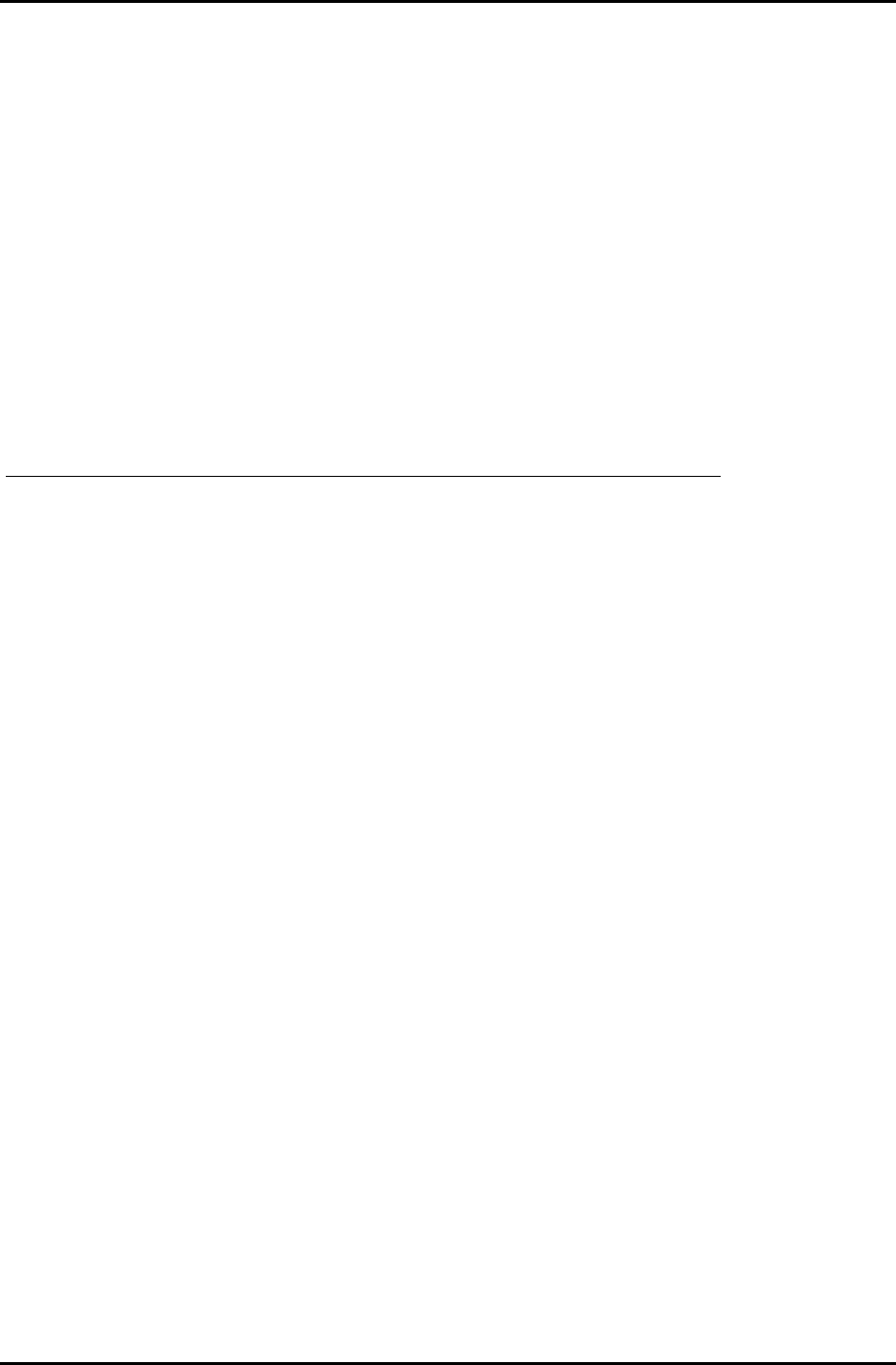
4. To enable the vacuum backup pin function, follow the command path below:
Press: [Maintenance] Æ [Configuration] Æ [Basic] Æ [Special Configuration Data] Æ
[Vacuum Backup Function] Æ ON
Note: When re- installing the system software, the default setting is set to Not Used.
Therefore, be sure to set to Used after installing the system software.
Figure 11
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
CS Section
10-6
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 11. Absolute Encoder Recovery Procedure [1/4]
Chapter 11 Absolute Encoder Recovery Procedure
Use the following procedure if one of the following errors appears at the servo pack:
(A. 81 ERROR)
An A. 81 error will occur if the encoder cable (feedback signal) is disconnected for any reason.
In this case, the motor’s rotational data is lost and the servo pack must be reset.
Example:
a. servo pack replacement
b. encoder cable replacement
c. servo motor replacement
(A. CC ERROR)
An A. CC error will occur if the servo pack parameter, Pn-205 is inadvertently changed.
(A. CC indicates that the servo motor multi-turn limit data has been changed)
For the X-, Y-, D-, Z-, NZ- axes. The standard Pn-205 value = 65535.
For the C- axis, the standard Pn-205 value = 1.
(For the PQ-, FQ-, RQ-, NC- axes, this error does not apply. The Pn-205 value = 0.)
NOTE: in any case, always refer to the servo parameter check sheet for verification.
Follow the instructions below in order to reset the servo pack error condition. This method enables
servo pack resetting without having to loosen the coupling for repositioning. (important time saver)
1. Before resetting the servo pack (clearing the error) move the axis (for which the error occurred)
against the mechanical stopper as indicated: (Y-, Z-, NZ-: minus stopper) (X-, plus stopper)
(D1-, plus stopper) (D2-, minus stopper) (Re-measuring the Calibration Data is not necessary)
Note 1: For the D-axes (CP-732/733E, CP-742/743ME) check the pulse count at the stopper and
move the table 10000 pulses away from the stopper. (For CP-742/743E, push the table against the
stopper) Then, reset the servo pack.
Note2: NC-, PQ-, FQ-, RQ-, do not require any special positioning. Just reset the alarm and
measure the associated Calibration Data using the jig. (For the C- axis, refer to the following
charts.)
2. Clearing A.81 (A.C 9) errors:
With the E-stop pressed, the display on the servo pack will read: < A. 81> → press the [Mode Set]
key to display <Fn000> → press the [UP] key to display <Fn008> → press the [DATA SHIFT] key
for more than one second → the display will read <PGCL1> → press the [UP ] key four times to
display <PGCL5> → press the [MODE SET] key and <done> will blink for one second → press
the [DATA SHIFT] key for more than one second to display <Fn008> → return to < A. 81> by
pressing the [MODE SET] key. Next, reboot the machine. (The error is canceled and <. bb> will
appear at the servo pack) (PGCL refers to Pulse Generator Clear)
3. Clearing A.CC errors:
With the E-stop pressed, the display on the servo pack will read: < A. CC> → press the [Mode
Set] key to display <Fn000> → press the [UP] key to display <Fn013> → press the [DATA
SHIFT] key for more than one second → the display will read <PGSET> → press the [MODE
SET] key and <done> will blink for one second → press the [DATA SHIFT] key for more than one
second to return the display to <A. CC> → return to < . bb> by pressing the [MODE SET] key.
Next, reboot the machine. (The error is canceled and <. bb> will display at the servo pack)
4. With the intended axis against it’s appropriate mechanical stopper, check that the pulse count at
the stopper falls within the ranges specified in Chapter 3.
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
11-1