4. SM411F_Introduction(Kor_Ver5).pdf - 第132页
7-23 장비의 설치시운전 절차 7.2. Calibration 및 최종점검 1. 장비의 Calibration 을 수행해야 합니다 . 자세한 방법은 Administrator ’ s Guide 의 “제 12 장 . Machine Calibration ” 과 “제 13 장 . System Setup ” 을 참조하시어 다 음의 Calibration 을 순서대로 실시하 시기 바랍니다 . Skew …

7-22
Samsung Component Placer SM411/411N Introduction
<Inline Protocol> 영역의 In(Before)과 Out(After) 콤보박스에서 Stand
Alone, SSA Type(2접점) 그리고 SMEMA 중 하나를 선택하십시오.
S
tand Alone : 장비간 연결이 되지않고, 수동으로 작업시 설정
Busy input
only : 다음 장비에서 접점만 연결하면, PCB가 흘러가는 형
태
SMEM
A: 이전 장비에서 준비신호를 주고(24V) 다음 장비에서 접점
을 연결하는 형태
연결된 장비
간 인테페이스가 정상적으로 동작되는지 MMI의 Bypass기
능을 이용하여 확인하십시오. 이 때, 최소 PCB 3장 이상을 이용하여 테
스트를 수행하십시오.
7.1.8. Warming Up
장비의 설치를 정상적으로 완료한 후, 장비의 Warming Up 을 30분간 수행해야 합니
다.
동작 중 소음 발생 여부 및 동작 상태를 확인하십시오.
7-23
장비의
설치시운전
절차
7.2. Calibration 및 최종점검
1. 장비의 Calibration을 수행해야 합니다. 자세한 방법은 Administrator’s Guide의
“제
12
장
. Machine Calibration
”
과
“제
13
장
. System Setup
”
을 참조하시어 다
음의 Calibration을 순서대로 실시하시기 바랍니다.
Skew Compensation
ANC Fiducial Mark Calibration
Feeder Origin
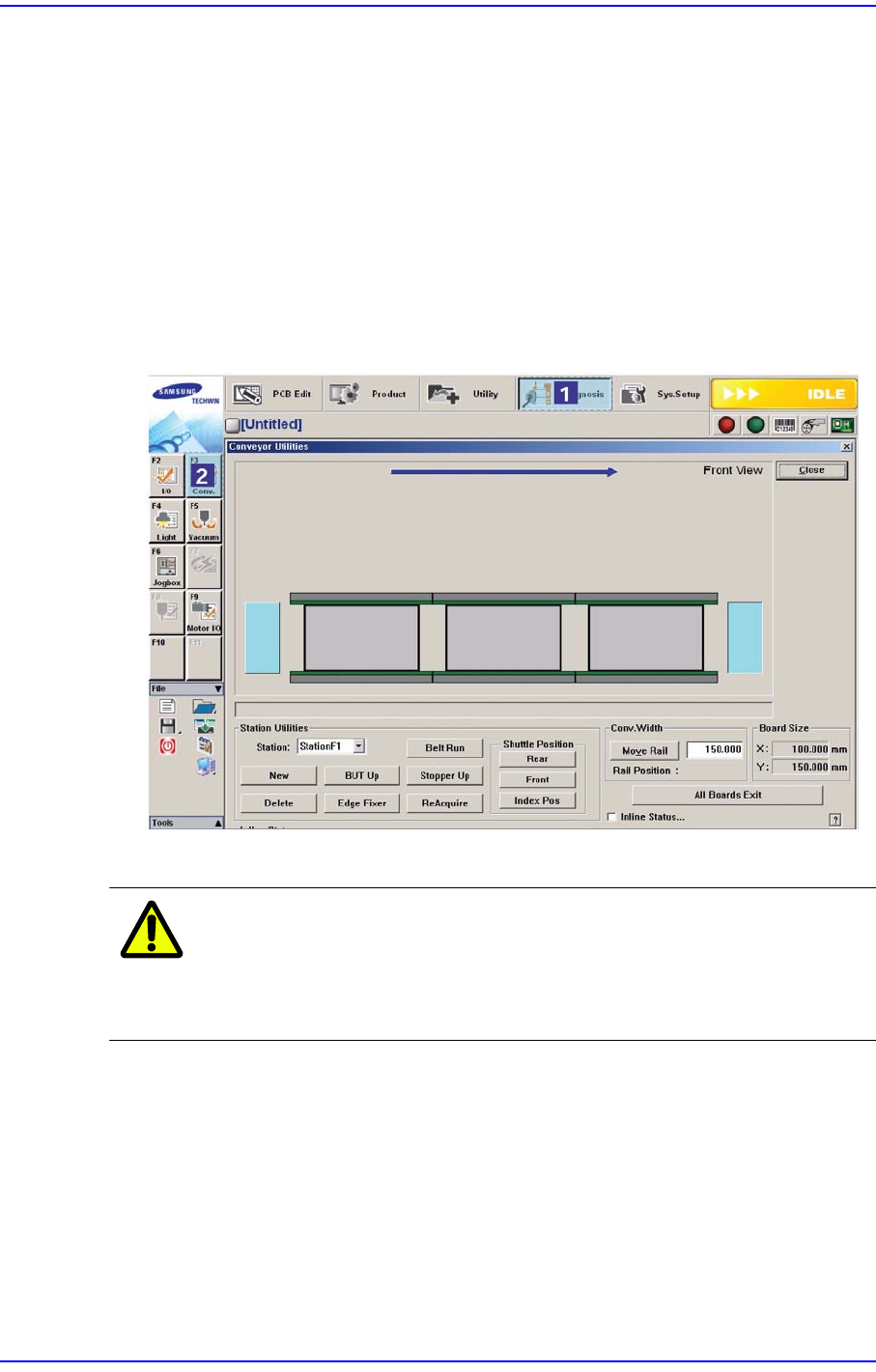
2. ‘Conveyor Utilities’ 대화상자에서 Test PCB를 투입하여 각 Station의 기판 검출
센서 및 다른 입력이 정상적으로 작동하는지 확인하십시오.
3. 정상인 경우 생산 절차에 따라서 장비를 가동하십시오.
주 의 장비의 위치를 옮기려면, 먼저 장비의PC를 종료하고 주 전원스
위치를 Off 하고 설치과정의 역순으로 장비를 포장합니다. 장비
의 이동이 완료된 후, 다시 설치과정을 반복하십시오.
7.3. 부품공급장치 준비
Tape Feeder, Multi Tray Feeder 등 공정 중에 부품을 공급하는 장치들을 생산 기판
에 맞게 준비합니다.
각 부품공급 장치의 설치는 해당 부품 공급장치의 매뉴얼을 참조하십시오.
7-24
Samsung Component Placer SM411/411N Introduction
7.4. 컨베이어 설정
컨베이어의 폭을 적절히 조정합니다.
이때 컨베이어 폭은 기판을 넣었을 때 전체 약 1mm정도 여유 있게 하는 것이 좋
습니다.
주 의 컨베이어의 폭을 지나치게 크게 설정할 경우 Edge Fixer를 사용
하여 기판을 고정시킬 때는 고정이 약하게 되는 경우가 있으므
로 주의하십시오.
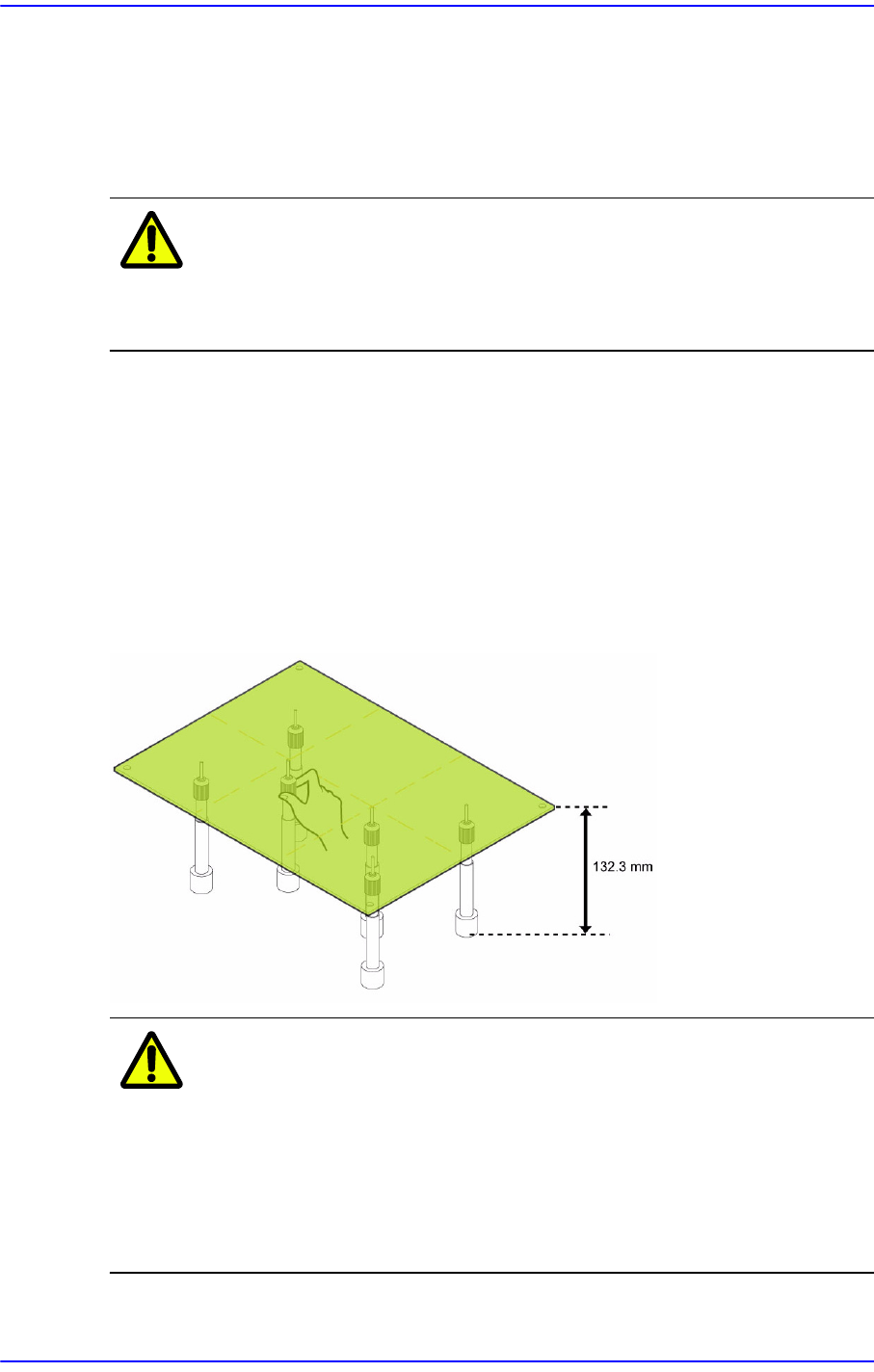
7.5. Backup Pin 설정
Backup Pin의 높이는 132.3mm 셋팅한 후 Nut를 최대한 조여주십시오 . PCB 또는
PCB JIG 아랫면의 조건에 따라 백업핀 Nut를 풀어 길이를 조절하여 사용하십시오.
자세한 사항은 Operation Handbook의 “Part VI. 기타 점검 사항”의 “Backup Pin 설
정하기”를 참조하십시오.
그림
7.2 Backup Pin
의
위치
주 의 기판의 하부를 지지하도록 Back Up Pin을 적절히 배치하십시오
.
Back Up Table을 상승 시킨 상태에서 Back Up Pin을 배치하지
않으면 Back Up Pin 배치 시 기판 검출센서와 충돌 할 수 있습니
다. 반드시 Back Up Table 을 상승 시킨 상태에서 배치하도록 하
십시오.