KD-2077_MS参数.pdf - 第40页
Rev.1.1 MS 参数 4-9 < 操作 ・4/4> 设定结束。 选择了确认之后,返回初期設置画面。 取得后,在完成 MS 参数保存后,请进行 原点复位。 4-2-2-4.MSP 允许值 MSP 值不良时 No 项目 M S P 允许值 异常点 检查 ( 更换 ) 项目 1 原点偏差 A ±180° 装贴精度不良 点胶头装置组装 精度 θ 轴调整顺序 ① 通过操作 3/4 进行调整使 θ 轴和 X 轴平行。 通过 HOD 使 θ 轴…
Rev.1.1
MS 参数
4-8
4-2-2. θ轴原点偏差
4-2-2-1.功能
测定各点胶头的组装角度。
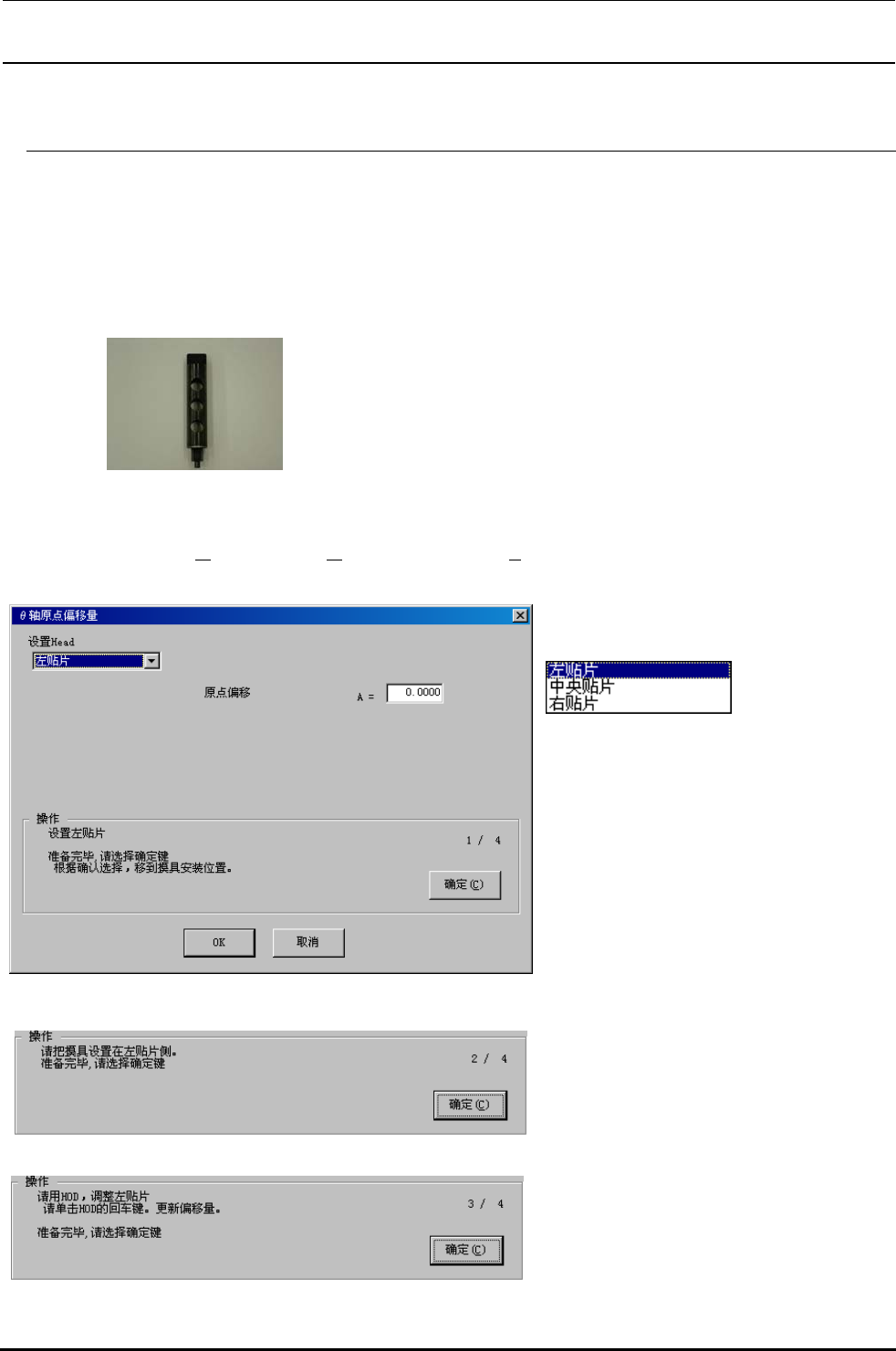
4-2-2-2.使用治具
・θ调整治具(E2653998000)
4-2-2-3.操作
选择了[偏差设定(O
)][Head 偏差(H)][θ轴原点偏移量(T)...]之后,显示出下面的θ轴原点偏差设定画
面。
<操作・1/4>
按 Alt +↓键,显示出下列一览。
(KD-2077)
请选择设定对象点胶头。
不影响机器设置的“使用装置”的设定。
没有检查(设定为不使用)装值也可以选
择。
准备完毕后,请选择确认键。选择确认后,
设定点胶头将移到治具安装位置处。
<操作・2/4>
请在设定点胶头内调整治具。
准备完毕后,请选择确认键。
<操作・3/4>
用示教将治具的平面调至与 X 轴平行。
示教后算出偏差值,进行更新。
・使用工具
将磁性台
千分表
Rev.1.1
MS 参数
4-9
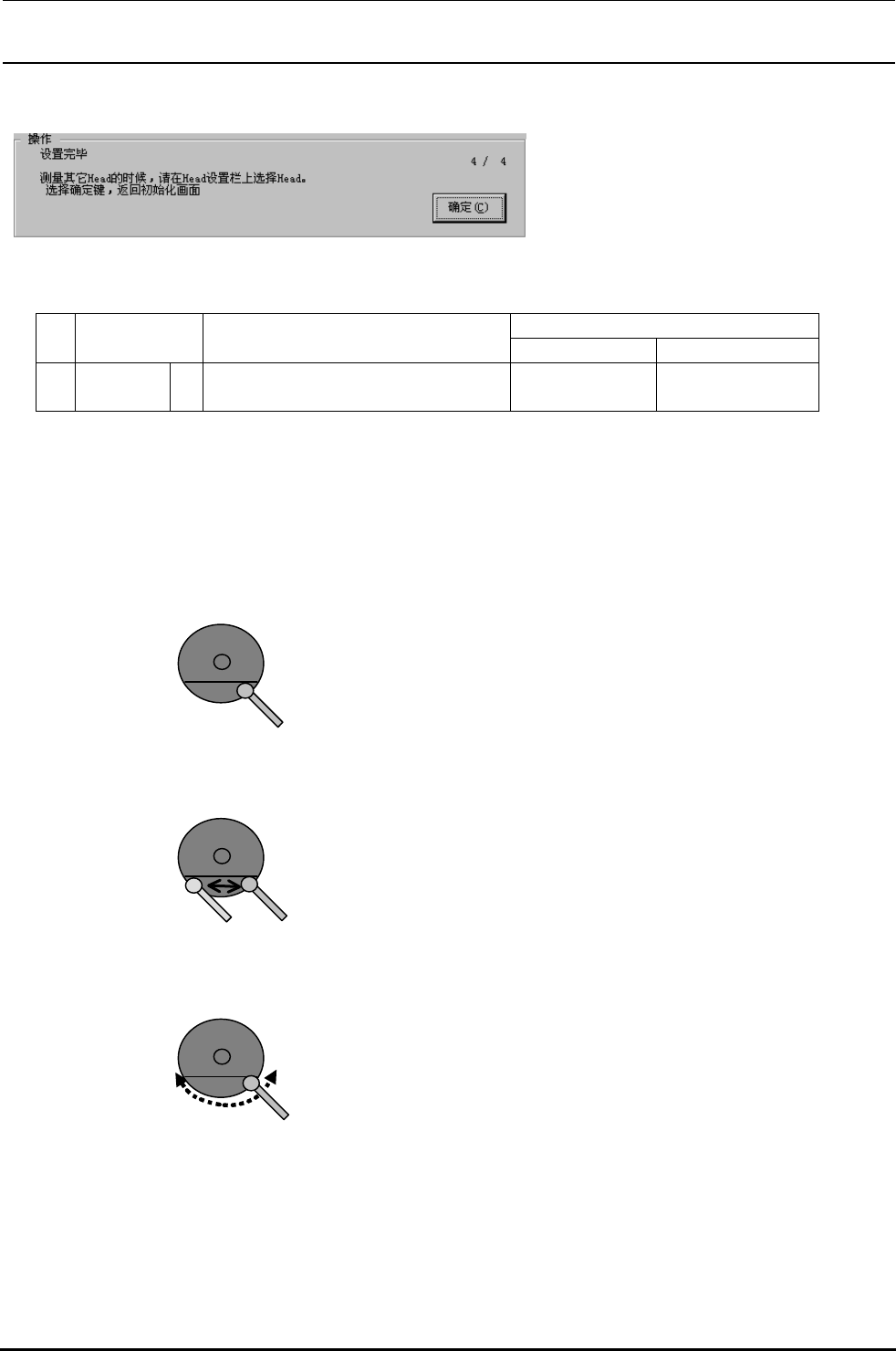
<操作・4/4>
设定结束。
选择了确认之后,返回初期設置画面。
取得后,在完成 MS 参数保存后,请进行
原点复位。
4-2-2-4.MSP 允许值
MSP 值不良时
No 项目 MSP允许值
异常点 检查(更换)项目
1 原点偏差 A ±180°
装贴精度不良 点胶头装置组装
精度
θ轴调整顺序
① 通过操作 3/4 进行调整使θ轴和 X 轴平行。
通过 HOD 使θ轴运动,使得θ调整治具的平面部和传送导轨大致成平行状态。
② 将磁性台(千分表)安装到试胶单元上,使θ调整治具的平面部贴着千分表。
③ 通过 HOD 使点胶头朝 X 轴方向移动,可以看到千分表的摆动。
这种摆动就是θ轴相对于 X 轴的倾斜度。
④ 通过 HOD 选择调整点胶头的θ轴动作。
通过 HOD 对θ轴进行操作使千分表的摆动大致达到一半。
⑤ 重复③和④的操作,请最终使千分表的摆动尽可能的接近 0mm。
多少有些摆动因偏差而被补正,但是大致的目标请保持在 0.02mm 以内。
⑥ 按下 HOD 的 ENTER 键后θ轴的值将被取得。(请一定要用 ENTER 键进行结束。)
按下画面的确认键后调整结束。
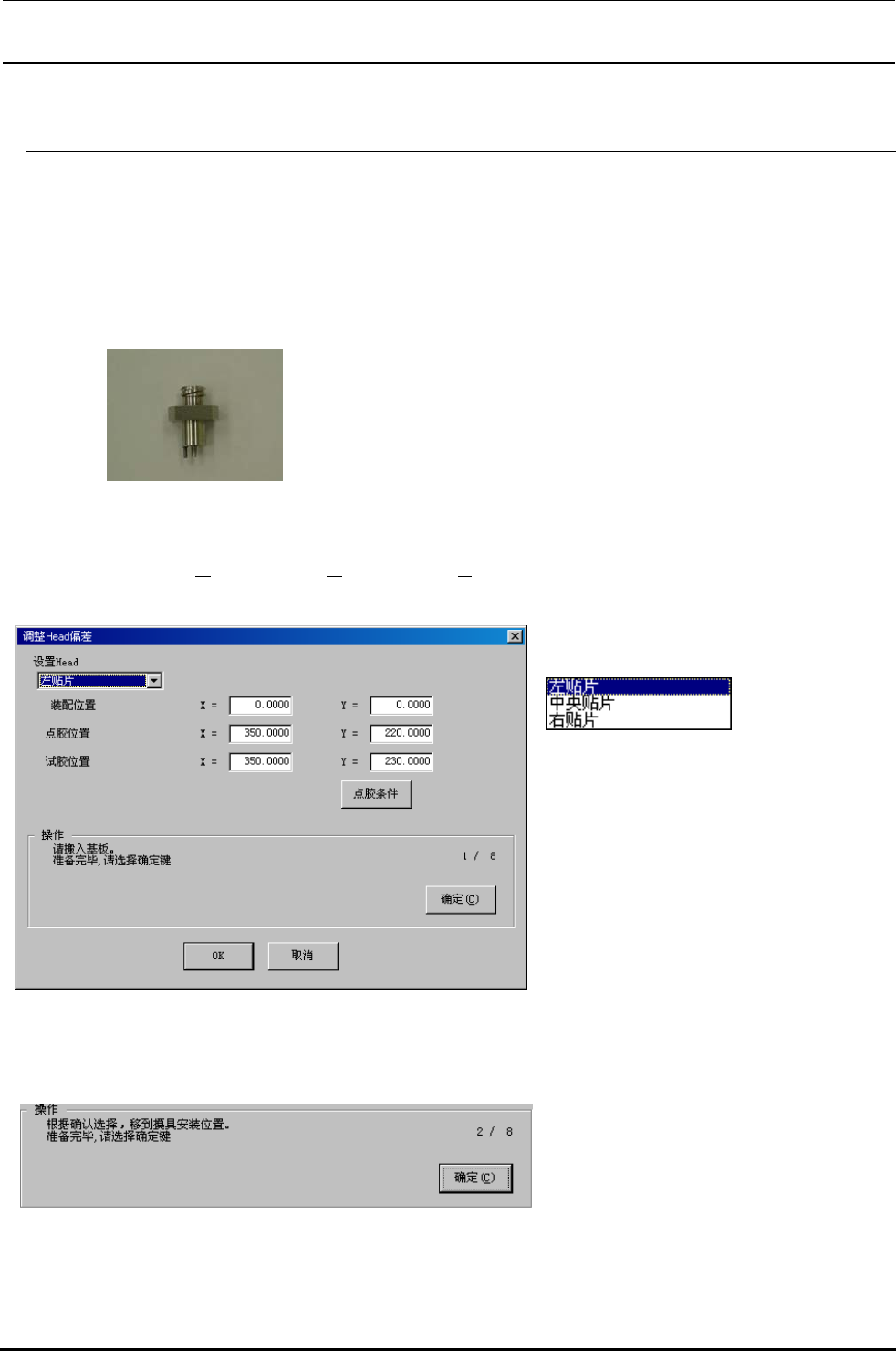
MS 参数
点胶头偏差
功能
测定各点胶头的 的组装位置。
使用治具
治具针()
操作
选择了偏差设定
偏差 偏差之后,显示出下面的点胶头偏差设定画面。
操作
按 ↓键,显示出下列一览。
请选择设定对象点胶头。
不影响机器设置的“使用装置”的设定。
没有检查(设定为不使用)装值也可以选
择。
请用控制菜单搬入基板。
准备完毕后,请选择确认键。
操作
准备完毕后,请选择确认键。
选择确认后,设定点胶头将移到治具安装
位置处。