JM-50_QA表.pdf - 第22页
QA 表 机种 1. XY 校正系数的取得 ① 通过 MSP 设置要领书的 “3.5 直角调整 ” ,取得 XY 校正系数。 治具基板的 BOC 标记位置与标记识别结果之差: ±20μm 以内 2. 检验方法 ① 进行原点复归动作。 ② 读入贴片精度检验用的生产程序,执行玻璃治具基板的 BOC 标记识别。 ③ 将标记识别结果输入精度检验表( Excel )时,确认下列网状部分的值在规格之内。 1.影响贴装精度的XY。 2.影响吸附可靠性…

QA表
机种
1. X
轴弯曲校正系数的取得
①
通过贴片精度最后工序中的精度检验表(
Excel
)的计算,取得校正系数。
②
读入在
MSP
设置要领书的
“3.6 X
轴弯曲修正
”
中取得的值。
1.影响Y方向的贴装精度。
2.特别是同时吸附时,影响吸附可靠性。
1.贴装精度恶化
2.发生吸附异常
3.由于吸附不良,发生芯片跳起,激光异常。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
JM-50
装置名称
XY装置
确认方法及调整方法(故障处理方法)
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
X轴的真直
编制日期
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
对象元件
内容
日期
变更履历
货号
品名
有关质量特性
1-16
QA表
机种
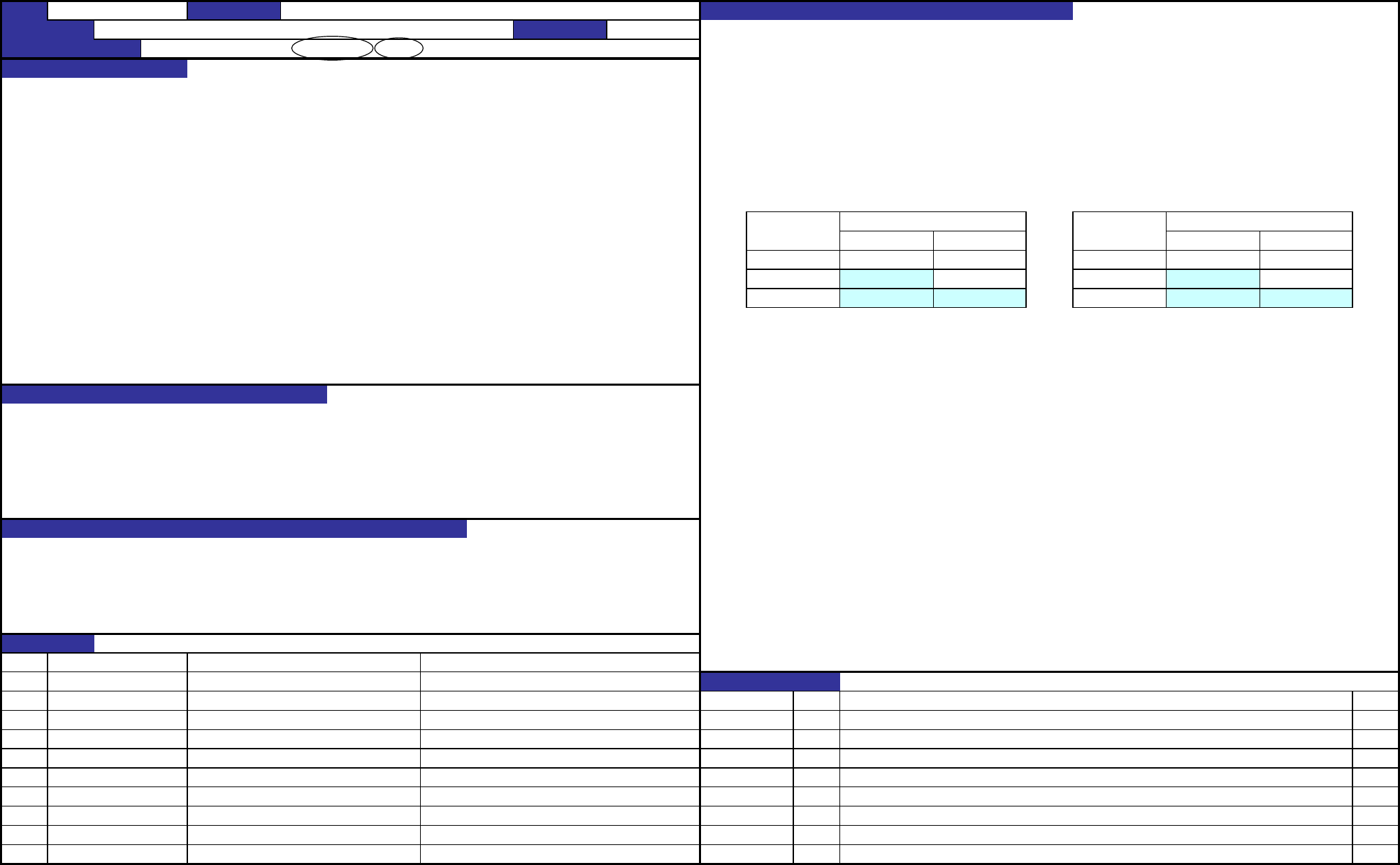
1. XY
校正系数的取得
①
通过
MSP
设置要领书的
“3.5
直角调整
”
,取得
XY
校正系数。
治具基板的
BOC
标记位置与标记识别结果之差:
±20μm
以内
2.
检验方法
① 进行原点复归动作。
② 读入贴片精度检验用的生产程序,执行玻璃治具基板的BOC标记识别。
③ 将标记识别结果输入精度检验表(Excel)时,确认下列网状部分的值在规格之内。
1.影响贴装精度的XY。
2.影响吸附可靠性。
1.贴装精度恶化
2.吸附可靠性降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
日期
№
1
0.00
0.00
№
2 374
±
0
.
02
0.00
№
3 0
±
0
.
02 324
±
0
.
02214
±
0
.
02
№
3
L
基板规格
BOC
校正值
X
Y
JM-50
装置名称
XY装置
确认方法及调整方法(故障处理方法)
№
2
0.00
0.00
294
±
0
.
02
0.00
功能作用(规格调整值的意义)
质量特性(规格调整值)
BOC
校正值
M
基板规格
X
Y
№
1
功能名称
XY轴的修正系数
编制日期
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
0
±
0
.
02
预想故障(应规格调整值不良而发生的故障)
品名
有关质量特性
内容
对象元件
变更履历
货号
1-17
QA表
机种
1.L-wideOP
的设置
・仅在
L
规格时在
MS
参数中设置于
LwideOP
。
规格值:
・针对机器初始设置中取得的外形基准位置
X
方向值,按以下所示进行设置。
ΔX
:
15μm
请把下述数值加上当前已设置的数值。
ΔY:15μm
左→右 右→左
+50mm
-50mm
2.执行生产程序
・为M基板规格时使用40点识别的生产程序
・
为L基板规格时使用50点识别的生产程序
3.
反映到参数
・把取得的
BOC
数据读入
Excel
表格,确认属于规格值以内。
・超出规格值时,输出修正值反映到
MSS
参数。
・反映到
MS
参数后,再次执行
BOC
识别,将
BOC
数据读入
Excel
表格确认精度。
1.影响贴装精度的XY。
1.贴装精度恶化
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
JM-50
装置名称
XY装置
确认方法及调整方法(故障处理方法)
功能名称
OCC
弯曲校正
编制日期
对象元件
内容
日期
变更履历
货号
品名
有关质量特性
1-18