JM-50_QA表.pdf - 第26页
QA表 NO. 2 (1/2) NO. 2 (2/ 2) 机种 确认方法 测量从贴装头托架安装面到治具轴旋转中心之间的距离,应为29.7±0.1mm。 8个的MAX-MIN为0.01mm以下。 如下图所示,应在治具轴前端距贴装头托架面71.6mm的位置上测量。 调整方法 Y方向球螺旋轴旋转中心 29.7±0.1mm (测定吸附高度) 1.更换零件(贴装头支架) 8个的MAX-MIN为0.01mm以下。 2.调整贴装头托架与直线导轨之间的…
QA表 NO. 1 (1/2) NO. 1
(2/2)
机种
治具轴的摆动在0.04mm以下
調整方法
1.部品交換
元件吸附,激光测定会影响贴装制度。
贴装精度恶化
吸嘴更换异常
元件吸附错误
LA测定异常
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
确认方法及调整方法(故障处理方法)
内容
日期
变更履历
装置名称
贴装头
治具轴的摆动
JM-
50
功能名称
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
品名
40206437
Z滑动轴J1
対象部品
品番
40194728
Z滑
动
托架
预想故障(应规格调整值不良而发生的故障)
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
SB106000400
轴承(6-15)
関連する品質特性
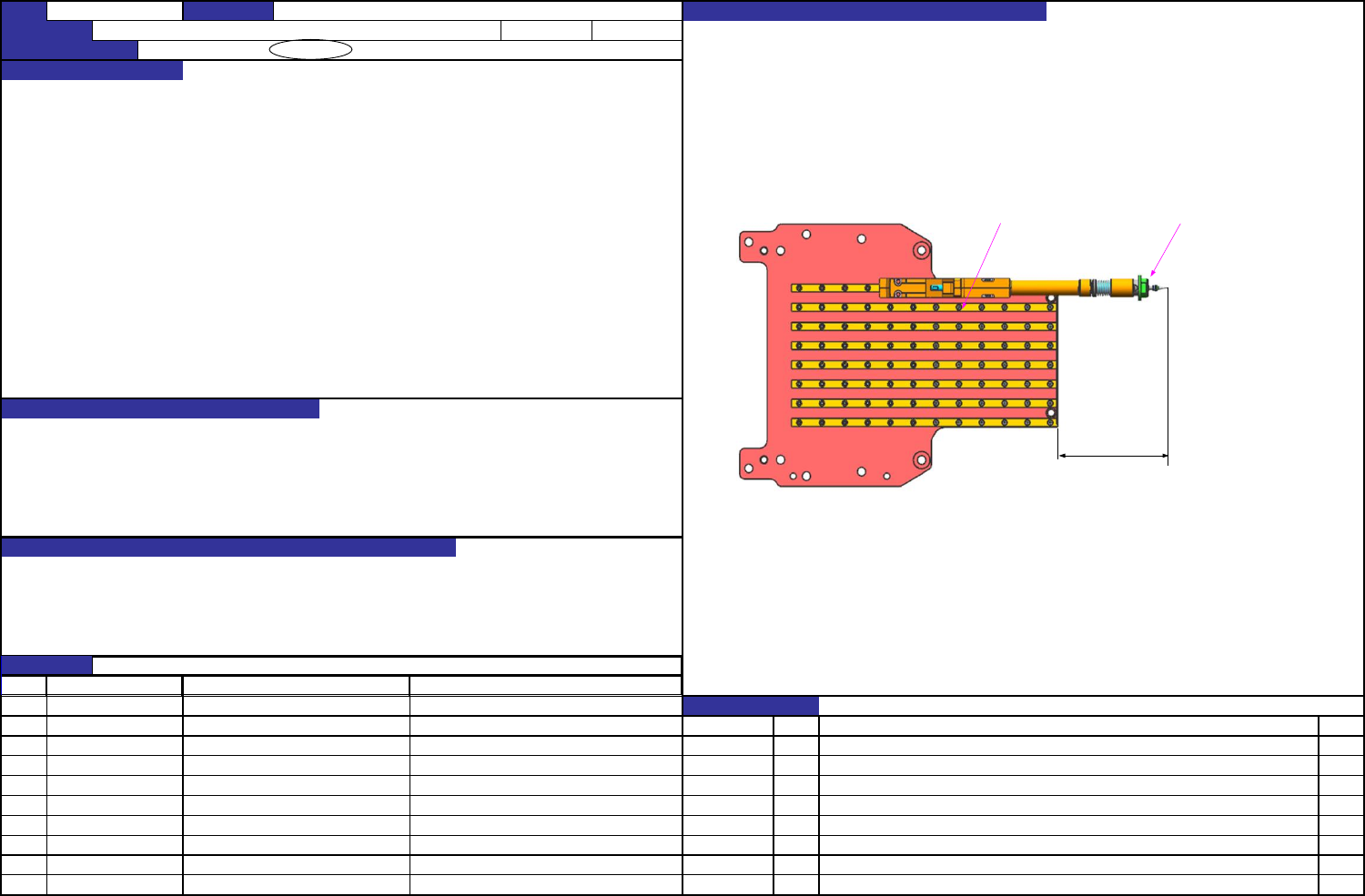
测量治具轴左右端的振摆,应不超过0.04mm。
(治具轴、推力环在安装工序中使用)
如下图所示,应在治具轴前端距滑动轨道底部71.6mm的位置上测量。
夹具推力环
Φ4夹具喷嘴
71.6
(喷嘴头末端基板高度位置位置)
NO
对象元件
货号
品名
有关质量特性
故障原因
1.Z滑动托架、轴承的零件缺陷
调整方法
1.更换零件
2-1
QA表 NO. 2 (1/2) NO. 2
(2/2)
机种
确认方法
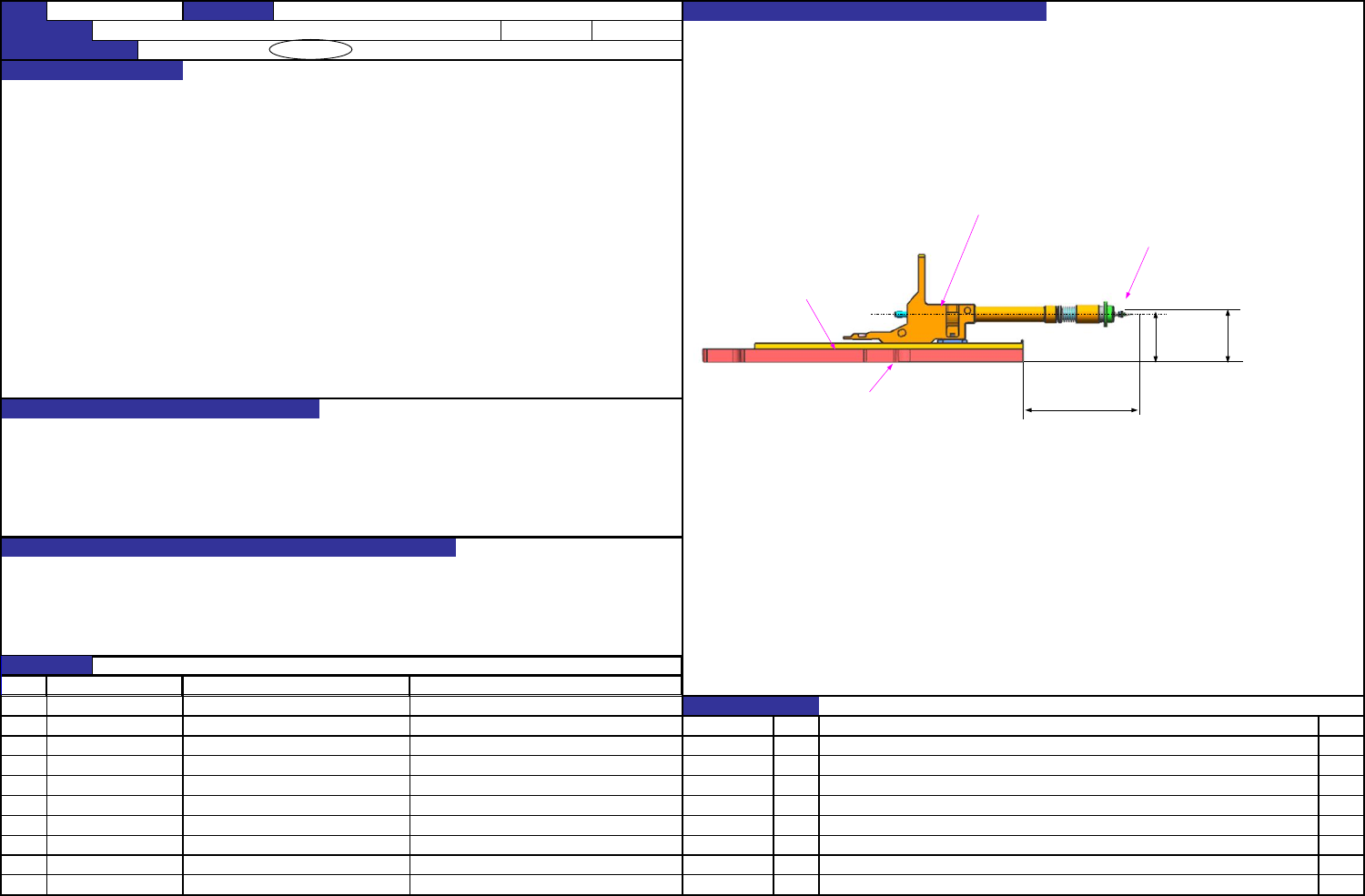
测量从贴装头托架安装面到治具轴旋转中心之间的距离,应为29.7±0.1mm。
8个的MAX-MIN为0.01mm以下。
如下图所示,应在治具轴前端距贴装头托架面71.6mm的位置上测量。
调整方法
Y方向球螺旋轴旋转中心 29.7±0.1mm (测定吸附高度) 1.更换零件(贴装头支架)
8个的MAX-MIN为0.01mm以下。 2.调整贴装头托架与直线导轨之间的垫片,使贴装头托架与Z滑动托架的轴芯高度对齐。
大大影响同时吸附时的吸附可靠性。
元件吸附异常
芯片跳起
LA识别异常
贴装精度恶化
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
対象部品
40194690
贴
装
头
支架
变更履历
品番
品名
関連する品質特性
内容
40182830
导向器隔片E_15
t=0.01mm
预想故障(应规格调整值不良而发生的故障)
JM-
50
装置名称
贴装头
确认方法及调整方法(故障处理方法)
功能名称
Y方向轴旋转中心
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
40182829
导向器隔片D_15
t=0.02mm
日期
71.6
(喷嘴头末端基板高度位置位置)
Φ4夹具喷嘴
31.7±0.1
Φ4夹具喷嘴
Z滑动轴
导向器隔片
Z滑动托架
喷嘴中心
29.7±0.1
NO
对象元件
货号
品名
有关质量特性
2-2
QA表
NO.
3 (1/2)
NO.
3 (2/2)
机种
确认方法
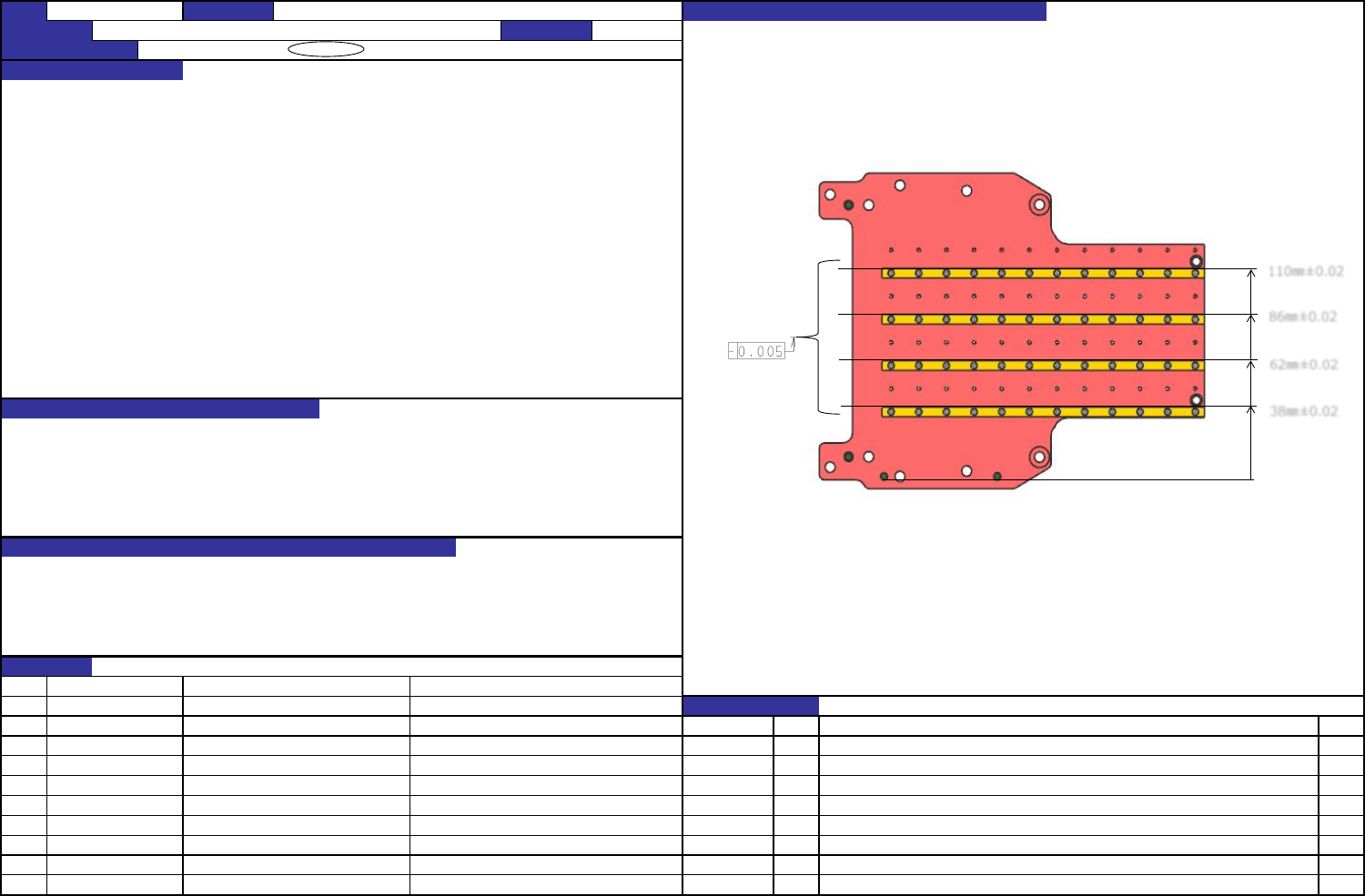
以贴片头支架针孔的下面为基准面进行组装。
轨道测量面为轨道的上表面,调整各轴的直线度为0.005,芯间距±0.1。
直线度 0.005 mm 调整方法
导轨芯间隙 ±0.1 mm 调整导轨,调整正确的直线度、芯间距。
会对同时更换吸嘴动作造成影响。
与线性导轨上施加的负载有关,会造成线性导轨破损以及寿命降低的影响。
同时更换吸嘴错误
线性导轨破损,以及寿命降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
日期
内容
对象元件
货号
品名
有关质量特性
40182828
Z
线性导轨
变更履历
2021/4/6
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品图像
质量特性
(
规格调整值
)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
JM-50
装置名称
贴片头
确认方法及调整方法(故障处理方法)
功能名称
Y方向轴旋转中心
编制日期
38㎜±
0.02
62㎜±
0.02
86㎜±0.02
110㎜±
0.02
2-3