JM-50_QA表.pdf - 第34页
QA表 NO. 10 (1/2) NO. 10 (2/ 2 ) 机种 确认方法 用张力计测量时序带 T 的张力。 调整方法 调整时序皮带T至适当的张力。 调整张力使皮带批号(打印的白字)处于下图位置,确认处于规格值内。 正式拧紧 θ 马达连接螺钉,再次测量张力值。 Weight: 0.9 g/m 张力计设定值 Weight : Width: Span: 适当张力 高处 16.6±1N ( 17.6N 以下) 影响 θ 轴整定时间(时序特…
QA表 NO. 9 (1/2) NO. 9
(2/2)
机种
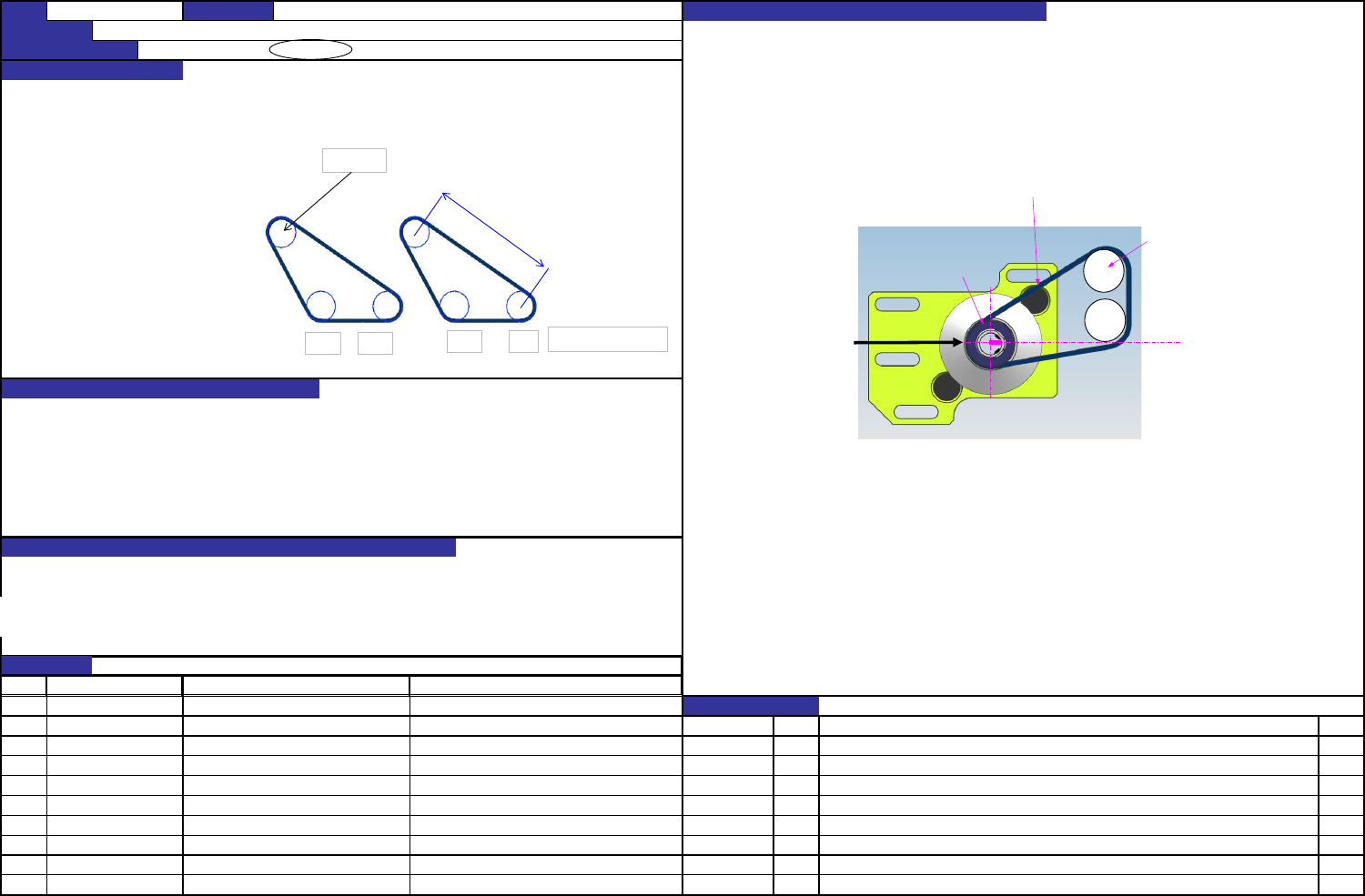
以L1为基准,以L2、L3为基准,使L4在±10°以内安装转动停止槽。
①在安装θ带时,Z滑动轴的转动停止角度是
・以L1为基准,L2为±10°进行安装。
・以L3为基准,L4为±10°进行安装。
②在MS参数「T轴转动停止偏移量」 中是
・以L1作为基准,L2为±10°。
发生卡盘类型吸嘴的识别角度异常
防止异形元件的识别异常
发生卡盘类型的吸嘴识别角度异常
异形元件的识别异常
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JM-100
确认方法及调整方法(故障处理方法)
功能名称
转动停止角度的调整
装置名称
贴装头
対象部品
预想故障(应规格调整值不良而发生的故障)
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
品番
品名
関連する品質特性
40206437
Z滑
动轴
J1
变更履历
日期
内容
※0°方向
Y
X
NO
对象元件
货号
品名
有关质量特性
转动停止槽
L1、L2
L3、L4
2-9
QA表 NO. 10 (1/2) NO. 10
(2/2
)
机种
确认方法
用张力计测量时序带
T
的张力。
调整方法
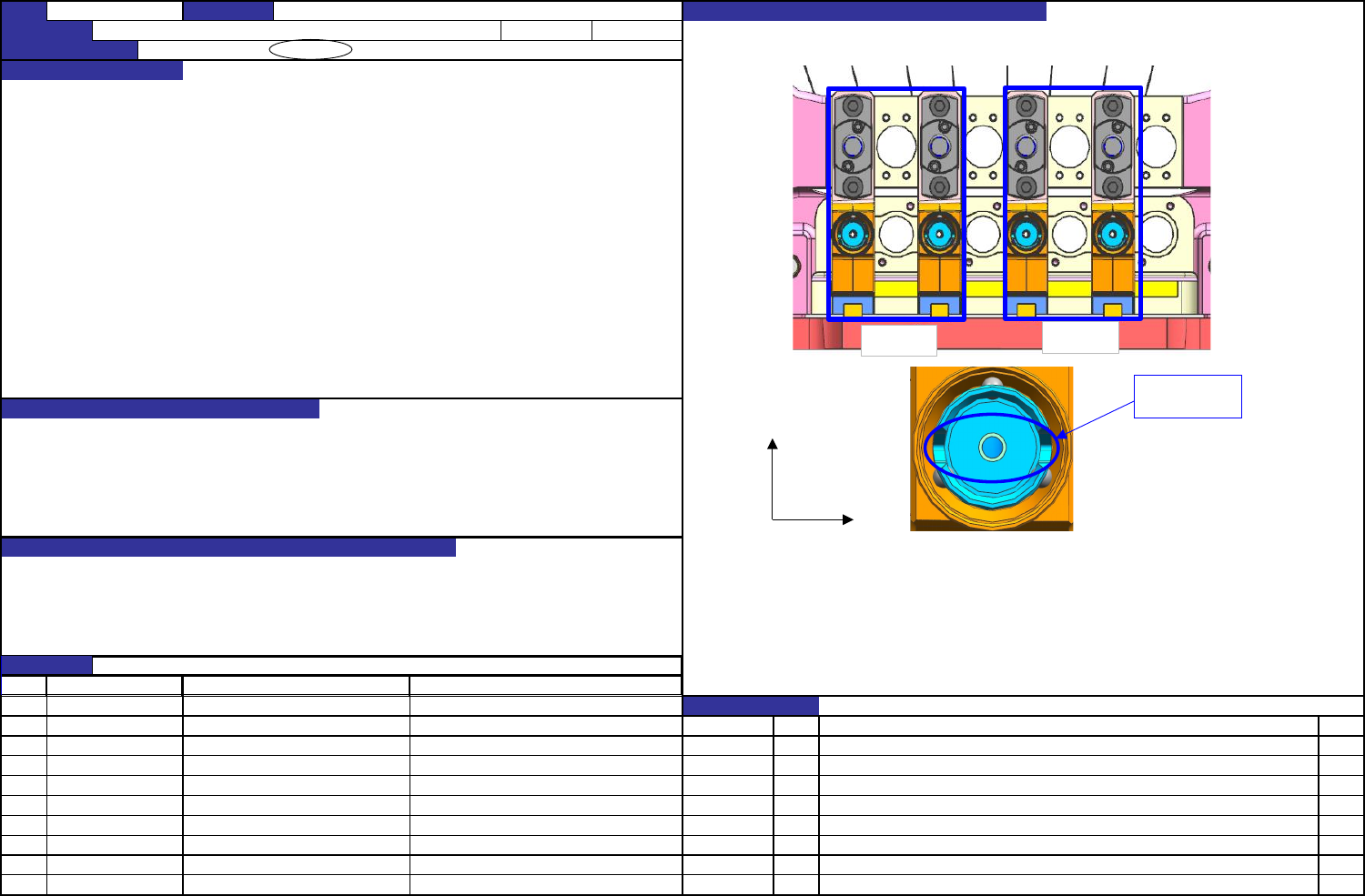
调整时序皮带T至适当的张力。 调整张力使皮带批号(打印的白字)处于下图位置,确认处于规格值内。
正式拧紧θ马达连接螺钉,再次测量张力值。
Weight: 0.9 g/m
张力计设定值
Weight:
Width:
Span:
适当张力
高处16.6±1N(17.6N以下)
影响θ轴整定时间(时序特性),对贴片精度影响很大。
贴片精度恶化
发生马达振荡
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
品名
有关质量特性
对象元件
货号
JM-100
装置名称
贴装头
确认方法及调整方法(故障处理方法)
功能名称
θ皮带张力
功能作用(规格调整值的意义)
40255503
T电动机皮带
变更履历
40136335
θ轴电动机
日期
内容
NO
对象元件
货号
品名
有关质量特性
张力测定位置
皮带批号
(印刷字)
θ马达滑轮
花键滑轮
Z1
θ马达
花键滑轮
Z2
Z3Z4
45.8
2-10
QA表
NO. 11 (1/2) NO. 11
(2/2)
机种
确认方法
调整方法
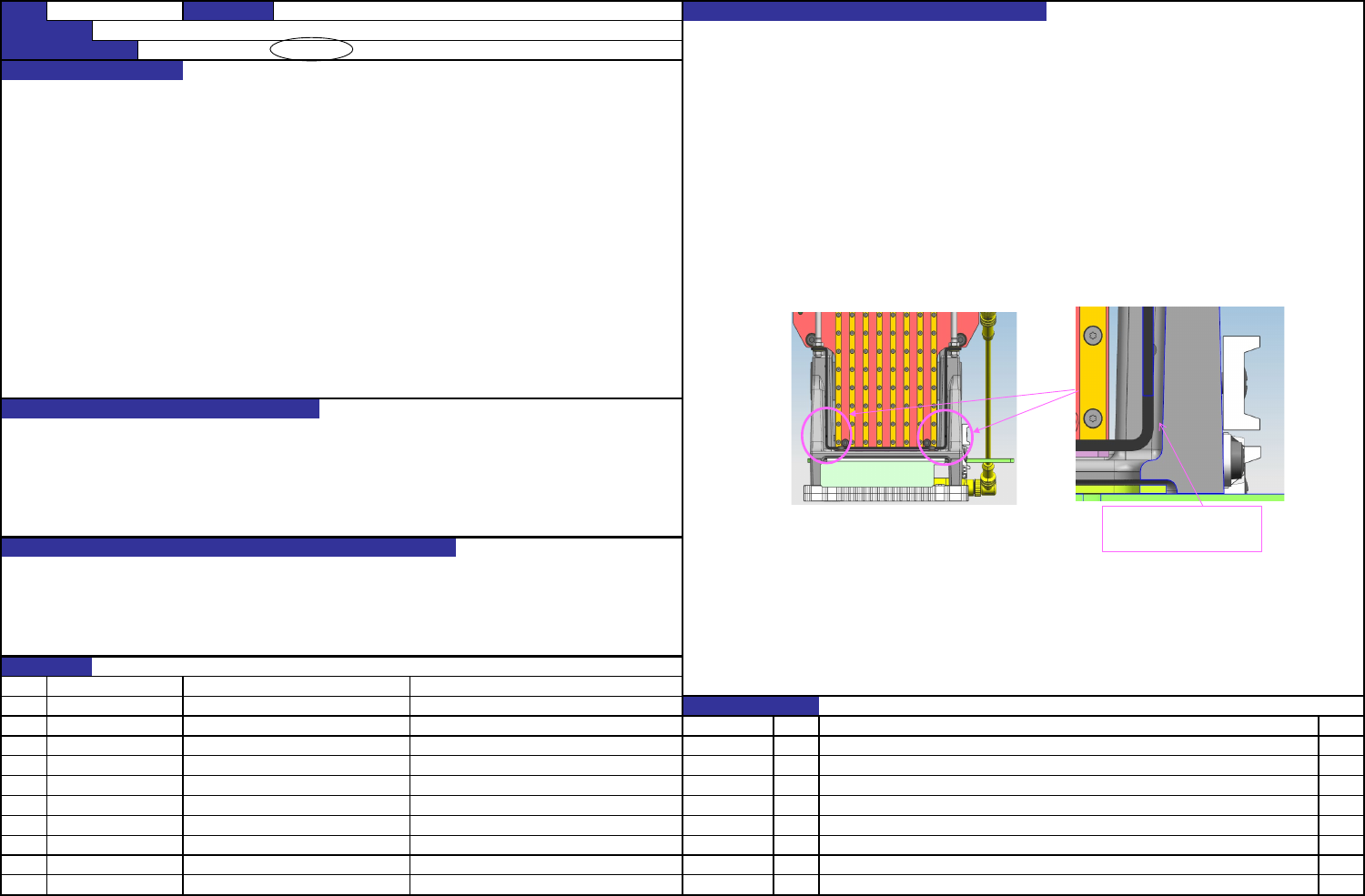
・旋转速度控制器的旋钮,使空气气缸下降时间在规格调整值范围内。
从旋钮全关闭状态旋转2圈半(逆时针方向)。
此时,旋钮的左右旋转位置的误差应在45°以内。
・将解锁杆下降至最下部时,LNC滑动支架和解锁杆的间隙应左右均等。
・调整后,固定旋钮。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JM-
50
装置名称
贴装头
货号
品名
有关质量特性
对象元件
功能名称
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
贴装头提升气缸的调整
确认方法及调整方法(故障处理方法)
日期
内容
变更履历
这里的缝隙是左右均匀的
2-11