JM-50_QA表.pdf - 第41页
QA表 NO. 17 (1/2) NO. 17 (2/ 2 ) 机种 HEAD1~HEAD8的Head偏移量设置中均确认无问题。 Head偏移量值超出规格时,要将指定的垫隙片插入Head板与Head托架之间进行调整。 垫隙片要插入左右某一方的Head固定螺丝部。并且,3个部位(上/中/下)应插入相同数量的垫隙片。 所有轴的Head偏移量值规格范围,MIN~MAX为0.04mm以下。 垫隙片插入方向如下图所示(要按图所示横插入) 测定各H…
QA表 NO. 16 (1/2) NO. 16
(2/2)
机种
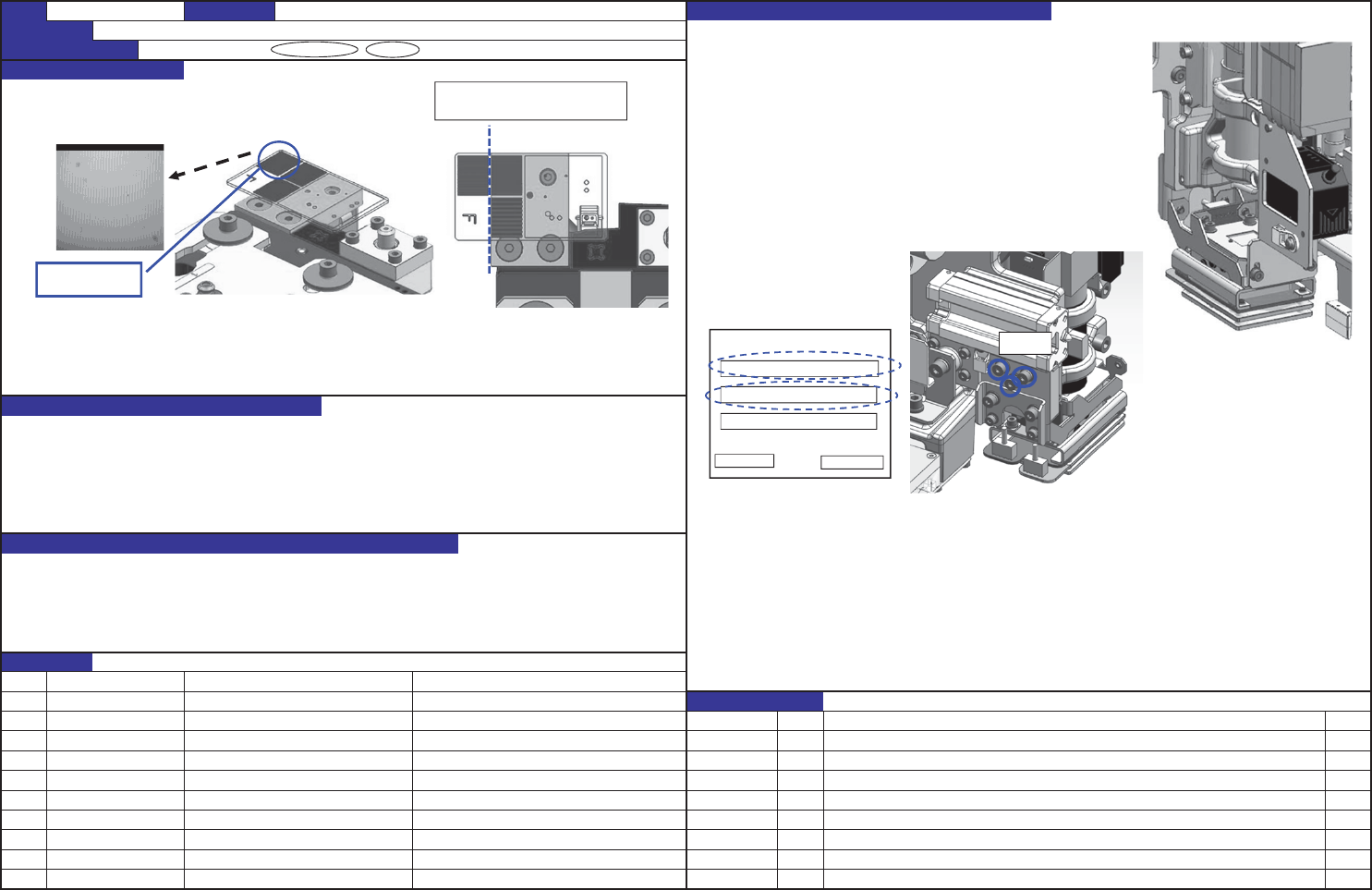
调整方法。
·X方向。
松开并调整下部Z滑块托架和导向块固定螺钉
头部处于右侧所示状态时,基于Z1的每个中心间误差的MAX值小于指定值。
X方向:0.03mm
Y方向:0.03mm
·Y方向。
通过在下Z滑块支架和导块之间放置垫片进行调整。
由于安装位置故障导致部件吸入错误。
同时更换喷嘴失败。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
40190386
Z_SLIDE_BRACKET_SHIM_5
t=0.005
变更履历
40190387
Z_SLIDE_BRACKET_SHIM_10
t=0.010
日期
内容
预想故障(应规格调整值不良而发生的故障)
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
JM-100
装置名称
贴装头
确认方法及调整方法(故障处理方法)
功能名称
检查头部XY核心
対象部品
品番
品名
関連する品質特性
螺钉
间隔垫片
NO
对象元件
货号
品名
有关质量特性
2-16
QA表
NO. 17 (1/2) NO. 17
(2/2
)
机种
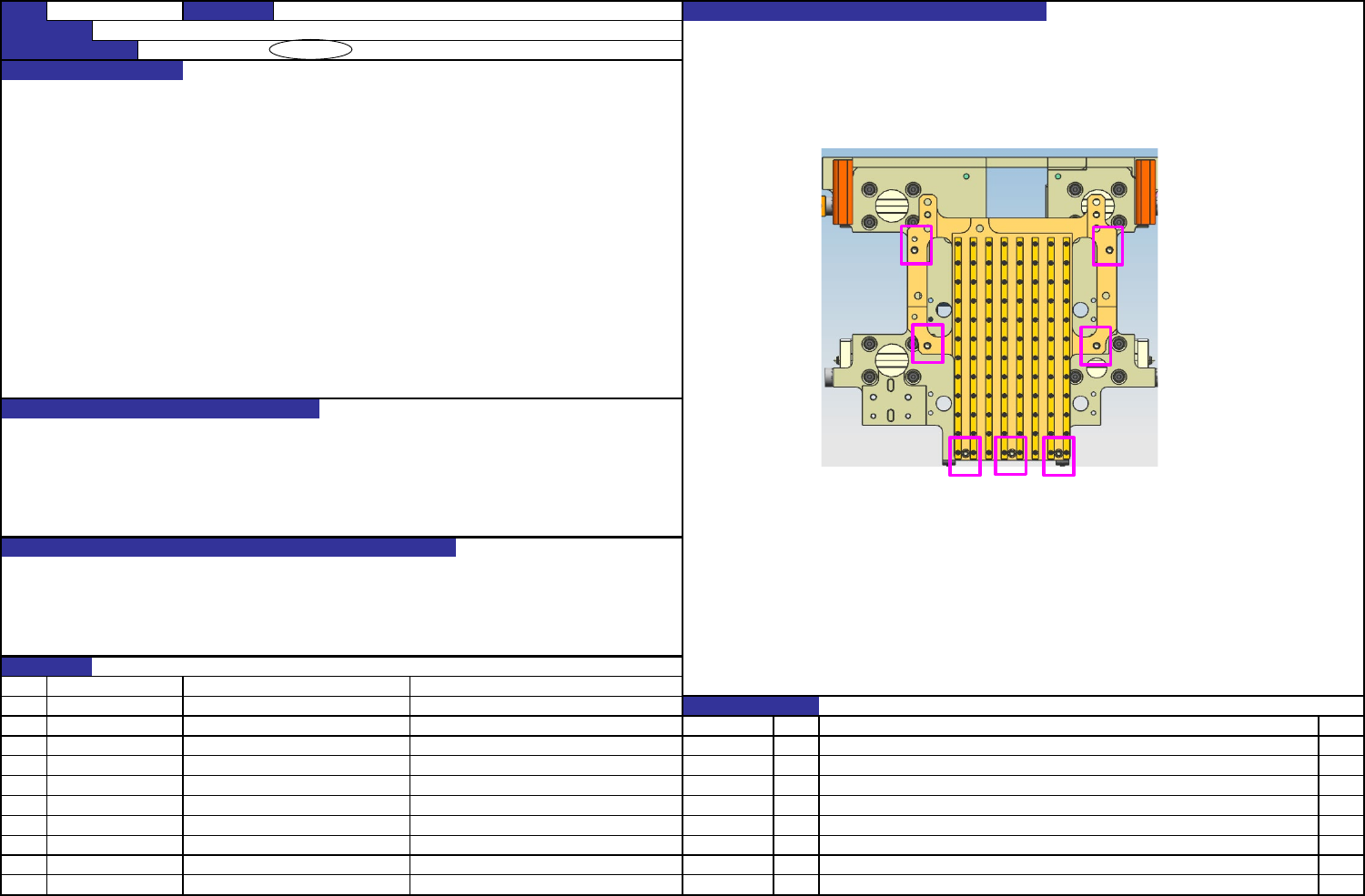
HEAD1~HEAD8的Head偏移量设置中均确认无问题。
Head偏移量值超出规格时,要将指定的垫隙片插入Head板与Head托架之间进行调整。
垫隙片要插入左右某一方的Head固定螺丝部。并且,3个部位(上/中/下)应插入相同数量的垫隙片。
所有轴的Head偏移量值规格范围,MIN~MAX为0.04mm以下。 垫隙片插入方向如下图所示(要按图所示横插入)
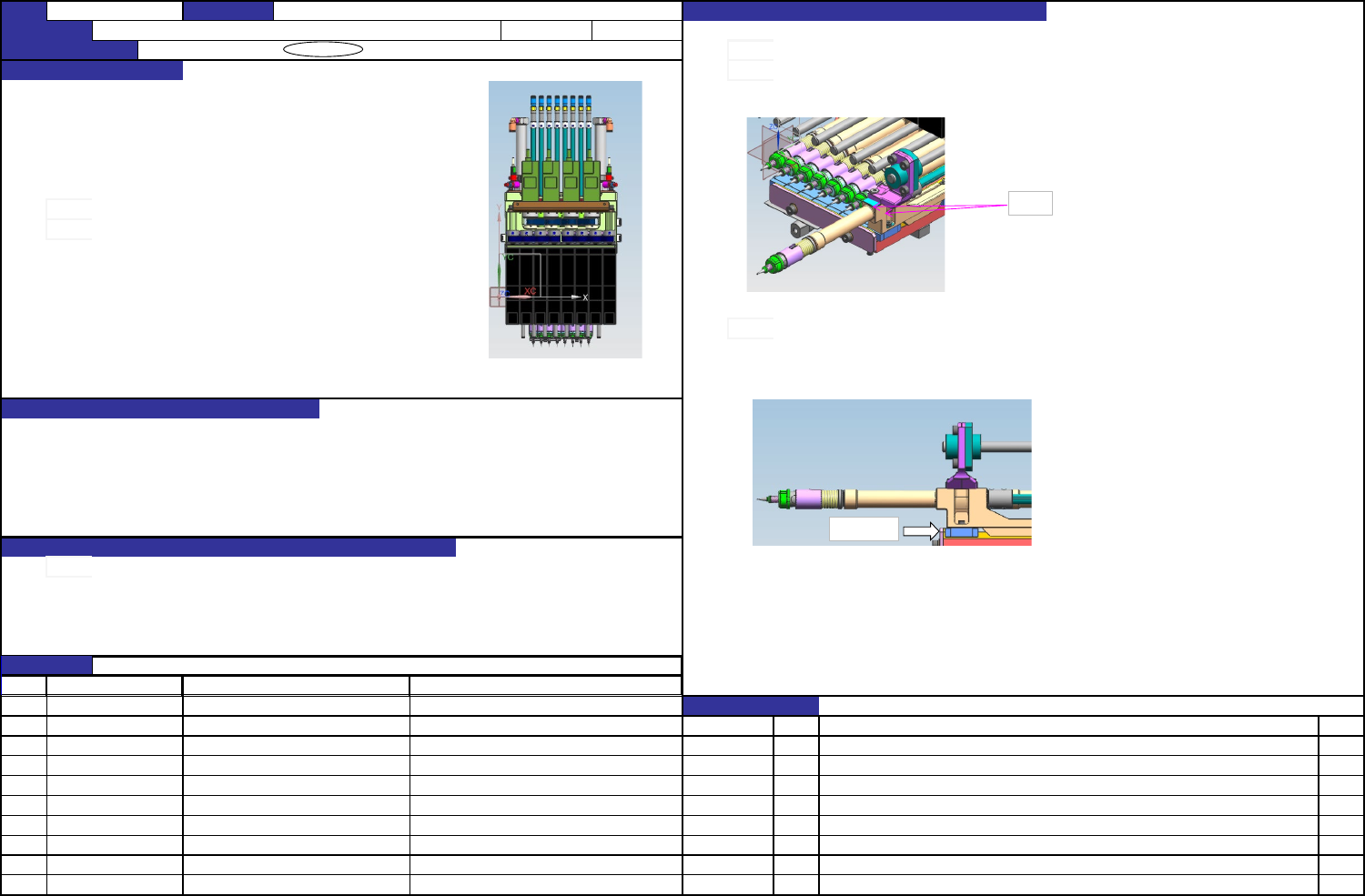
测定各Head的装配角度以及离OCC的装配位置
贴片位置不良所造成的部件吸取失误
吸嘴同时更换不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
货号
品名
有关质量特性
JM-100
装置名称
贴装头
确认方法及调整方法(故障处理方法)
功能名称
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
E3047729000
贴装头中心垫隙片 D
t=0.02
变更履历
E3021721000
贴装头中心垫隙片 C
t=0.03
日期
内容
对象元件
Head偏移量
2-17
4$㺞
ᵰ〃
2&&᩺܅ཪ❜⛯䈹᮪亰ᓅ
ᣀ᩺܅ᵰ䈹㢸⋱ޭޭᆿ㻻൞ṗඍрȾ
ᣀ2&&᩺܅ᵰ〱ࣞࡦ᩺܅ᵰ䈹㢸⋱ޭδᢁࣞȽ㠠ࣞεȾ
❜⛯⣬ᘷᱴ⽰ ⧦൞ٲૂᴶཝٲะᵢੂ ➝᱄⭞ะ➝᱄⛯Ӥθࣞ❜⛯ᱴ⽰⣬ᘷȾ
ᤝᶴ2&&Ⲻ㓺㻻㷰䪿༺θрсមម〱ࣞȾ
δ㣧ཝ㓜〈䫕Ⲻᰬ䰪ᇂᡆᴶс⛯Įᴶр⛯Ƚᴶр⛯Įᴶс⛯Ⲻ〱ࣞε
䈹᮪2&&Ⲻ儎ᓜֵ❜⛯⣬ᘷᱴ⽰Ⲻᴶཝٲૂ⧦൞ٲⲺٲะᵢੂθ
❬രᇐ㓺㻻㷰䪿Ⱦ⧦൞ٲᴶཝٲ ԛр
➺⚣➝᱄⚥θ㔉ᶕ❜⛯⣬ᘷᱴ⽰Ⱦ
・ީ㌱ࡦ᩺܅ᵰⲺ䇼ࡡ㋴ᓜθཝཝᖧଃ䍪㻻㋴ᓜθݹԬ੮䱺ਥ䶖ᙝȾ
・ֵ⭞%2&ḽ䇦䍪㻻㋴ᓜᚬौȾ
・בᯏಞ䇼ࡡ㋴ᓜθ╊⽰㋴ᓜᚬौθᕋ䎭੮䱺ਥ䶖ᙝ䲃քȾ
Ϛϛ
Ś
ś
Ϛϛκ ᖉӰ
Ŝ
ŝ
Ş
ş
Š
š
Ţ
ţ
ᇯ
2&&B/(16B$66<
ᴪኛ়
&$0(5$B$'-867B3/$7(
ᰛᵕ
䍝ਭ ᴿީ䍞䠅⢯ᙝ
ሯ䊗ݹԬ
-0
㻻㖤〦
2&&㻻䞃
⺤䇚ᯯ⌋䈹᮪ᯯ⌋δ᭻䳒༺⨼ᯯ⌋ε
ࣕ㜳〦
᩺܅ᵰ❜⛯䈹᮪
人ᜩ᭻䳒δᓊ㿺Ṳ䈹᮪ٲу㢥㙂ਇ⭕Ⲻ᭻䳒ε
䍞䠅ؓ䇷㊱ࡡ
ȼࣕ㜳・ᆿޞᙝȼȼਥ䶖ᙝȼȼᆿޞᙝȼȼ⢯⛯
䍞䠅⢯ᙝ㿺Ṳ䈹᮪ٲ
ࣕ㜳֒⭞δ㿺Ṳ䈹᮪ٲⲺᝅѿε
䇴㖤ᰬ㾷ሼ&$/ᶵㄥ䶘ф⋱ޭⲺᖧ㓵
䜞ㄥ䶘ᒩ
ᴶཝٲφ
⧦൞ٲφ
ᴶቅٲφ
2.
&$1&(/
䈹᮪㷰䪿
᩺܅ᵰ䈹㢸⋱ޭ
❜䐓䈹᮪ֵ⭞䜞փ
3-1