JM-50_QA表.pdf - 第40页
QA表 NO. 16 (1/2) NO. 16 (2/ 2) 机种 调整方法。 ·X 方向。 松开并 调整下部 Z 滑 块托架和导向块固定螺钉 头部处于右侧所示状态时,基于 Z1 的每个中心 间误差的 MAX 值小于指定值。 X 方向: 0.03mm Y 方向: 0.03mm ·Y 方向。 通 过在下 Z 滑 块支架和导块之间放置垫片进行调整。 由于安装位置故障 导致部件吸入错误。 同 时更换喷嘴失败。 NO ① ② NO. 担当人 ③…
QA表 NO. 15 (1/2) NO. 15
(2/2)
机种
调整方法
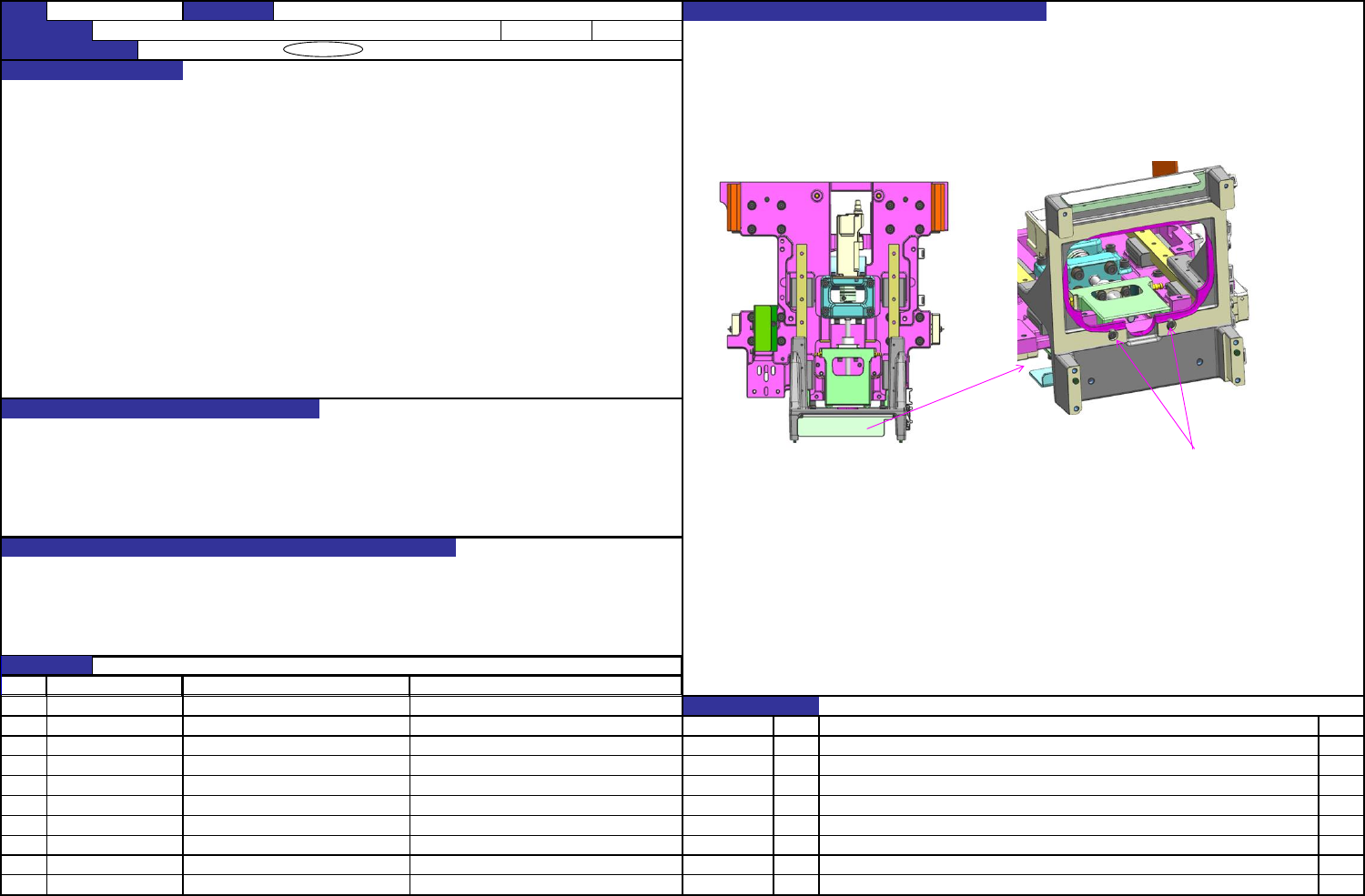
在没有LNC、扩散器的状态下组装LNC滑动轴托架。
确认ZA轴滚珠丝杠已定心。
确认靠自重会落下。
如不会落下,松开LNC滑动轴托架和LNC轴的固定螺丝进行调整。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
40194743
LNC轴
变更履历
40206634
LNC滑动轴托架J1
日期
対象部品
品番
品名
関連する品質特性
内容
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
预想故障(应规格调整值不良而发生的故障)
功能名称
调整ZA轴滚珠丝杠
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-100
装置名称
贴装头
确认方法及调整方法(故障处理方法)
螺丝
下面图
NO
对象元件
货号
品名
有关质量特性
2-15
QA表 NO. 16 (1/2) NO. 16
(2/2)
机种
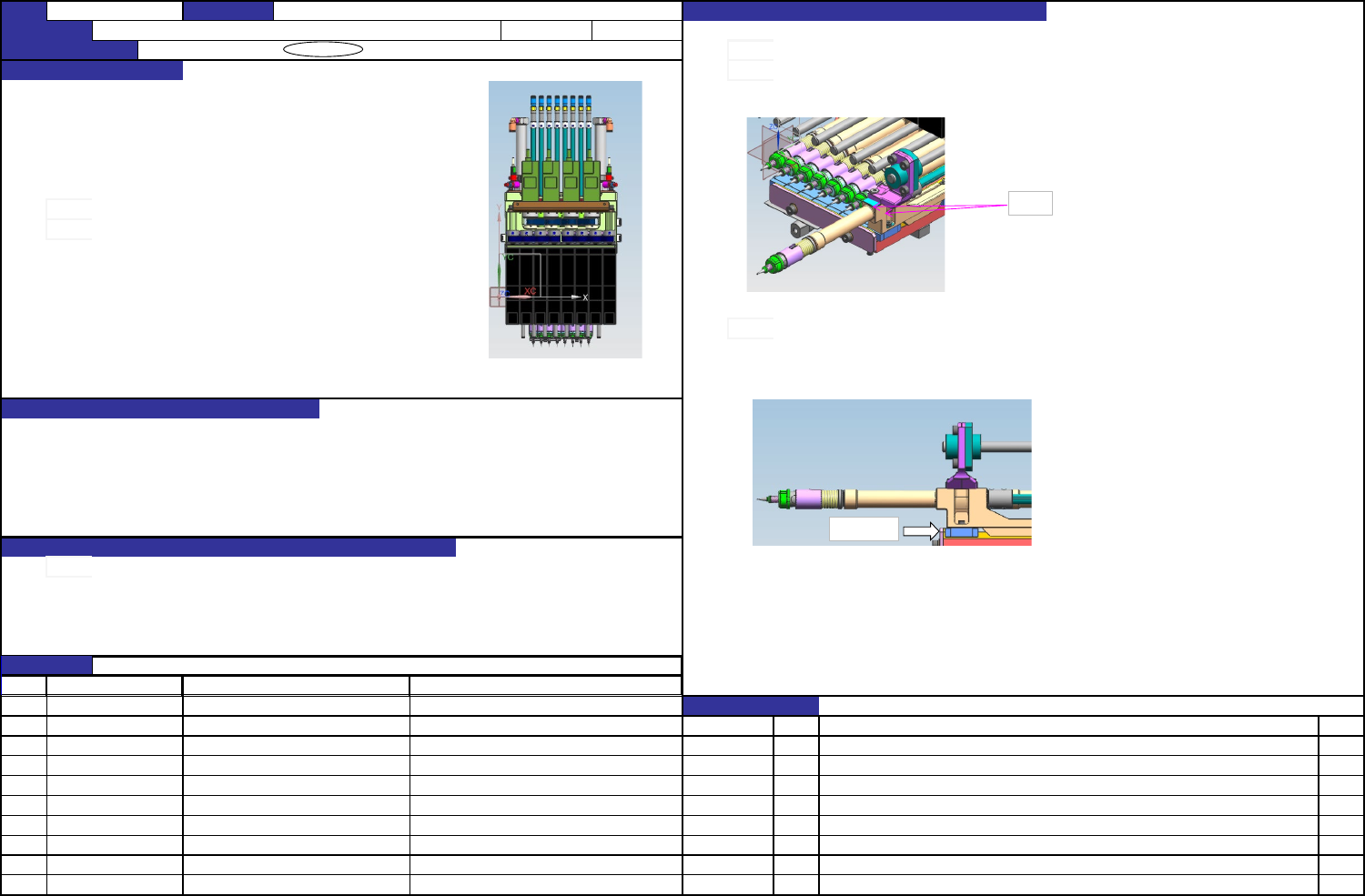
调整方法。
·X方向。
松开并调整下部Z滑块托架和导向块固定螺钉
头部处于右侧所示状态时,基于Z1的每个中心间误差的MAX值小于指定值。
X方向:0.03mm
Y方向:0.03mm
·Y方向。
通过在下Z滑块支架和导块之间放置垫片进行调整。
由于安装位置故障导致部件吸入错误。
同时更换喷嘴失败。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
40190386
Z_SLIDE_BRACKET_SHIM_5
t=0.005
变更履历
40190387
Z_SLIDE_BRACKET_SHIM_10
t=0.010
日期
内容
预想故障(应规格调整值不良而发生的故障)
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
JM-100
装置名称
贴装头
确认方法及调整方法(故障处理方法)
功能名称
检查头部XY核心
対象部品
品番
品名
関連する品質特性
螺钉
间隔垫片
NO
对象元件
货号
品名
有关质量特性
2-16
QA表
NO. 17 (1/2) NO. 17
(2/2
)
机种
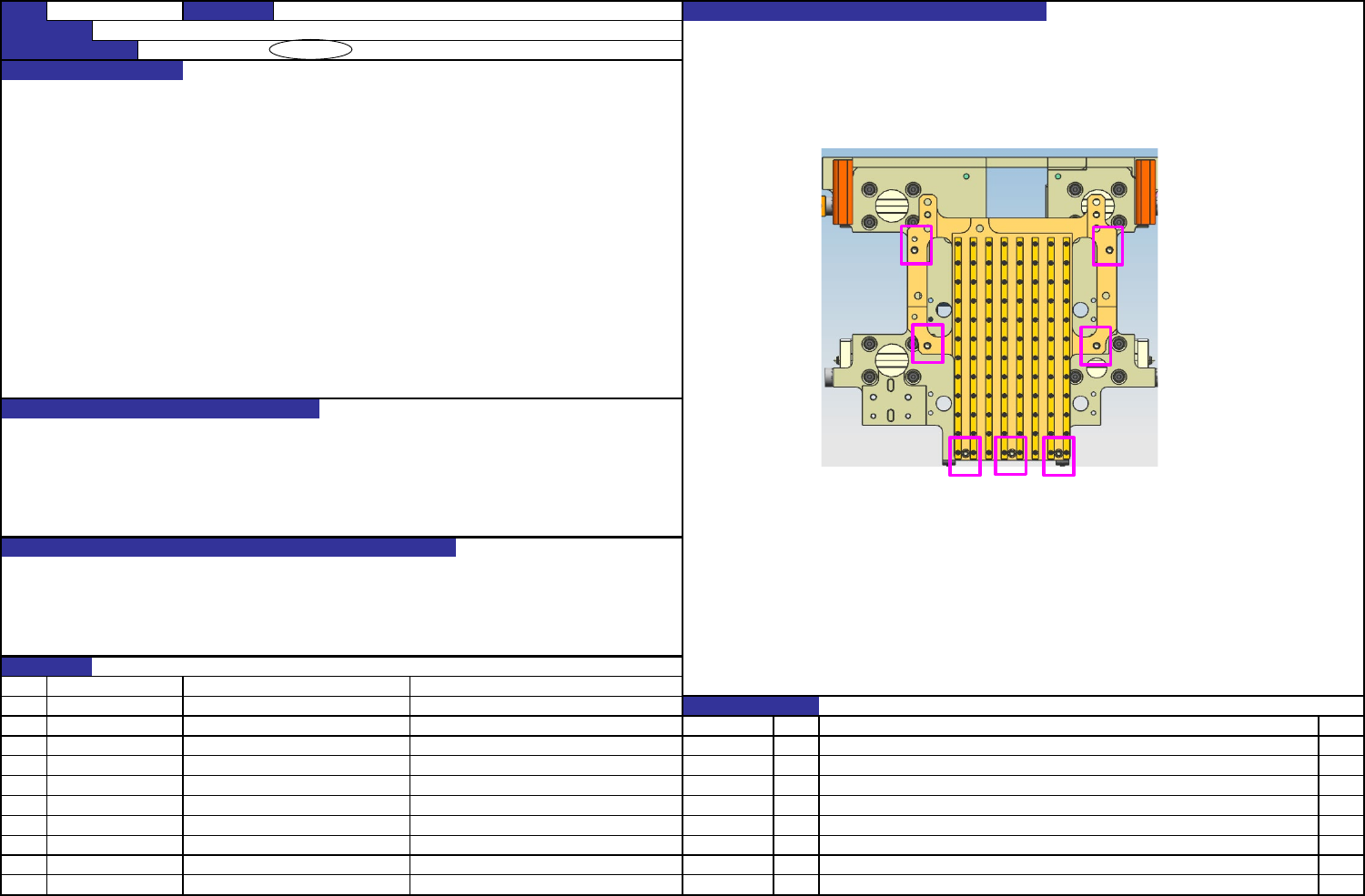
HEAD1~HEAD8的Head偏移量设置中均确认无问题。
Head偏移量值超出规格时,要将指定的垫隙片插入Head板与Head托架之间进行调整。
垫隙片要插入左右某一方的Head固定螺丝部。并且,3个部位(上/中/下)应插入相同数量的垫隙片。
所有轴的Head偏移量值规格范围,MIN~MAX为0.04mm以下。 垫隙片插入方向如下图所示(要按图所示横插入)
测定各Head的装配角度以及离OCC的装配位置
贴片位置不良所造成的部件吸取失误
吸嘴同时更换不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
预想故障(应规格调整值不良而发生的故障)
货号
品名
有关质量特性
JM-100
装置名称
贴装头
确认方法及调整方法(故障处理方法)
功能名称
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
E3047729000
贴装头中心垫隙片 D
t=0.02
变更履历
E3021721000
贴装头中心垫隙片 C
t=0.03
日期
内容
对象元件
Head偏移量
2-17