JM-50_QA表.pdf - 第37页
QA表 NO. 13 (1/2) NO. 13 (2/ 2) 机种 调整方法 将L侧的ZA导向滑块(上下)抵住贴装头板组装。 R侧的ZA导向滑块先任其自由。 使用治具插入导轨。 将L侧ZA导向滑块抵住贴装头板组装。 在滑动顺畅的状态下固定R侧的ZA导向滑块。 R侧滑块使用治具组装。 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 40206650 贴装头板J1 対象部品 品番 品名 関連する品質特性 40194753 LM…
QA表 NO. 12 (1/2) NO. 12
(2/2)
机种
调整方法
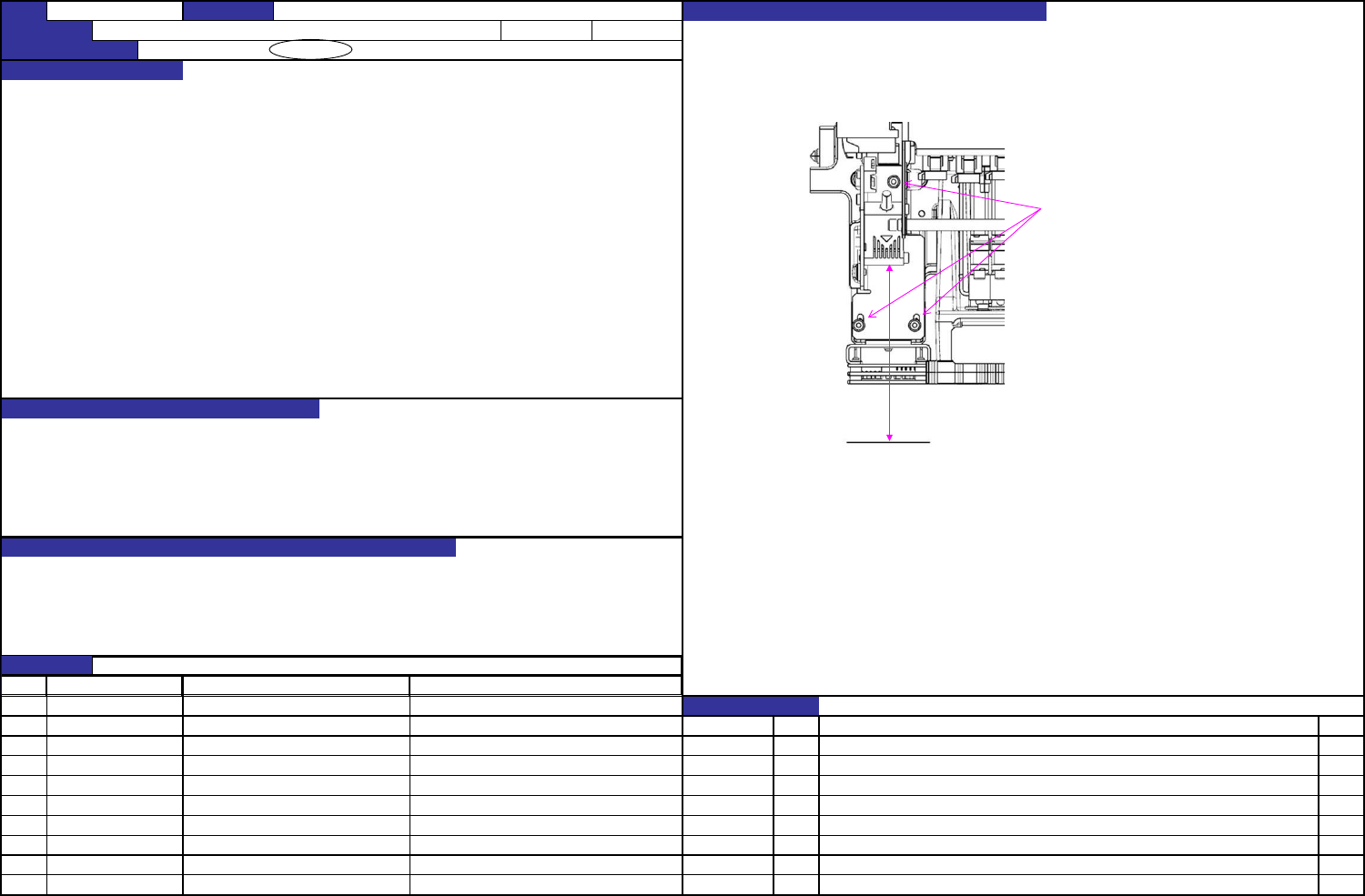
向CAL块上移动HMS传感器,拧松3处的螺丝cap,
把传感器下面和CAL块上面的距离调整成规格值,
垂直传感器下面和CAL部上面的距离 拧紧螺丝cap,进行固定。
→ 100±0.2mm
・高度测定错误
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
装置名称
贴装头
功能名称
HMS传感器高度调整
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
JM-100
确认方法及调整方法(故障处理方法)
品番
品名
関連する品質特性
40205724
HMS SENSOR ASM
变更履历
日期
内容
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
预想故障(应规格调整值不良而发生的故障)
対象部品
100±0.2
CAL块上面
螺钉
NO
对象元件
货号
品名
有关质量特性
2-12
QA表 NO. 13 (1/2) NO. 13
(2/2)
机种
调整方法
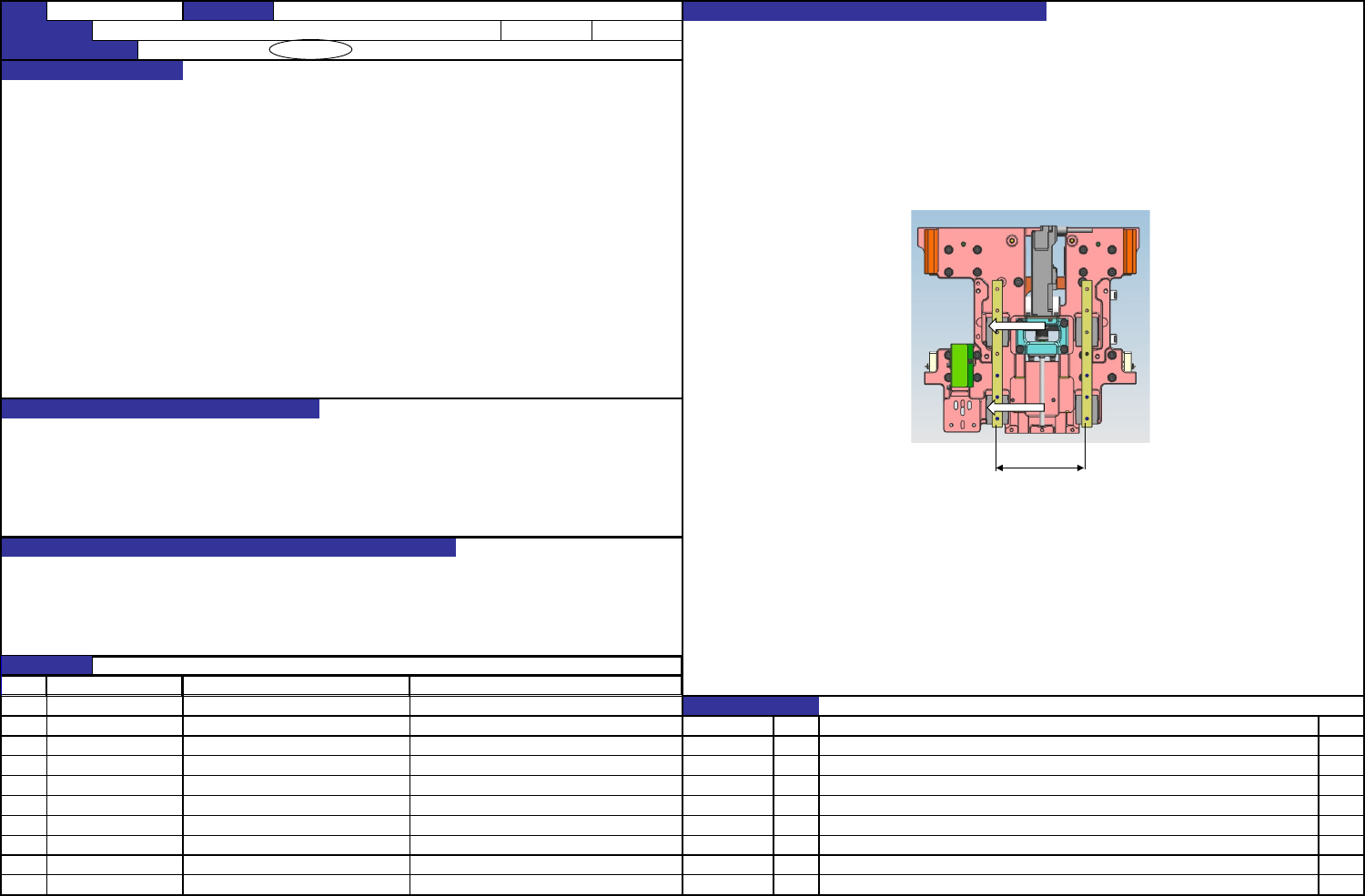
将L侧的ZA导向滑块(上下)抵住贴装头板组装。
R侧的ZA导向滑块先任其自由。
使用治具插入导轨。
将L侧ZA导向滑块抵住贴装头板组装。 在滑动顺畅的状态下固定R侧的ZA导向滑块。
R侧滑块使用治具组装。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
40206650
贴装头板J1
対象部品
品番
品名
関連する品質特性
40194753
LM导轨(ML12)
变更履历
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
预想故障(应规格调整值不良而发生的故障)
日期
内容
调整ZA轴导向滑块平行度
功能名称
确认方法及调整方法(故障处理方法)
贴装头
装置名称
JM-100
106±0.1
NO
对象元件
货号
品名
有关质量特性
2-13
QA表 NO. 14 (1/2) NO. 14
(2/2)
机种
调整方法
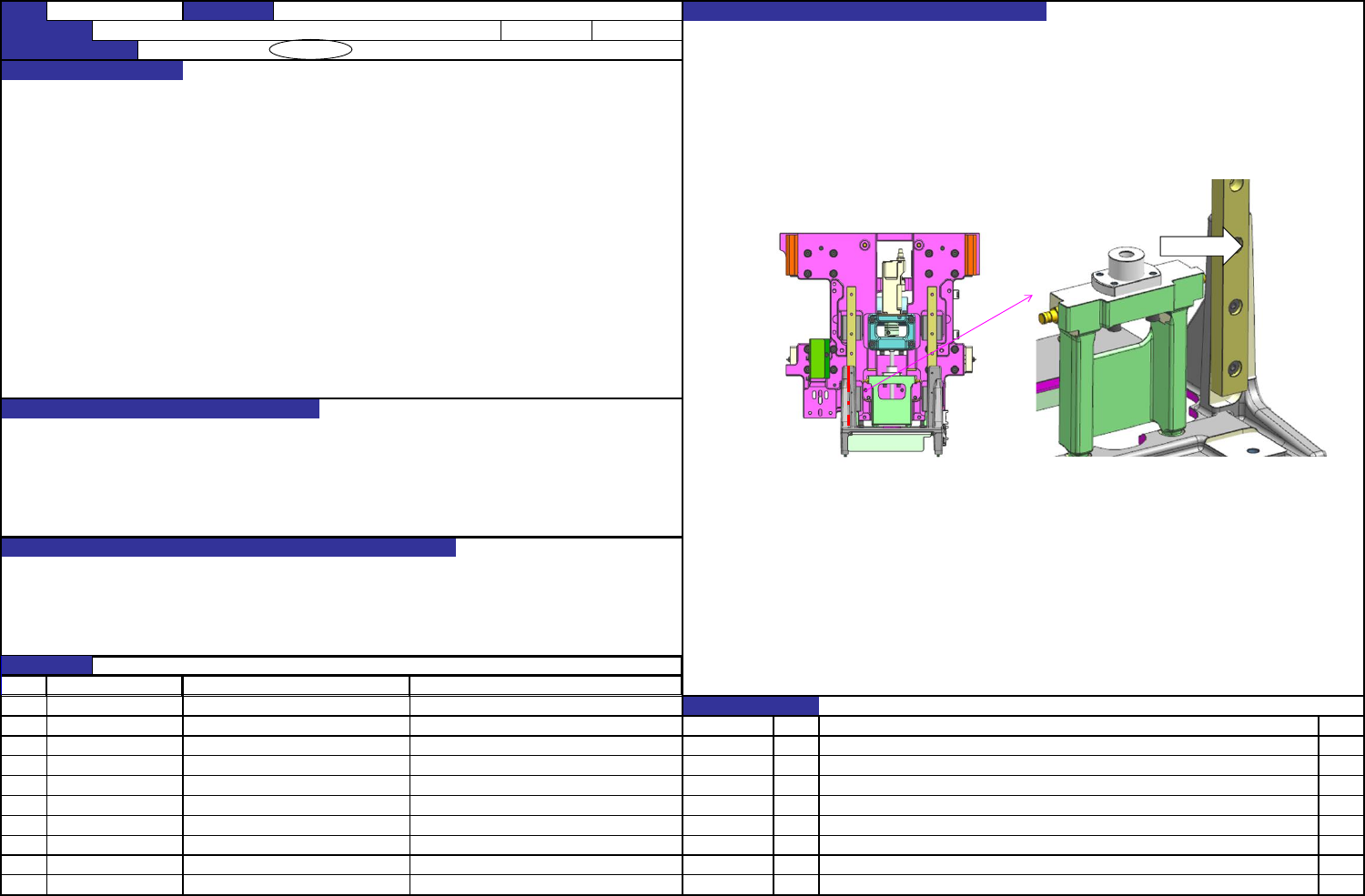
将L侧ZA导轨抵住LNC滑动轴托架组装。
将LNC托架抵住导轨组装,以此确保LNC的垂直度。 组装R侧ZA导轨和LNC滑动轴托架。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
40194753
LM导轨(ML12)
变更履历
40206634
LNC滑动轴托架
日期
対象部品
品番
品名
関連する品質特性
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
预想故障(应规格调整值不良而发生的故障)
这是确保LNC对吸嘴垂直度的作业,因此组装后要用垫隙片确认LNC托架与贴装头板下面的平行度在0.1mm以内,当
超出规格值时请重新进行调整。
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
功能名称
LNC直角调整
JM-100
装置名称
贴装头
确认方法及调整方法(故障处理方法)
背面图
NO
对象元件
货号
品名
有关质量特性
2-14