00193562-01.pdf - 第111页
使用手冊 SIPLACE S -27 HM 5 操作㆟員、線㆖ 工程師、維修工程師 軟體版本 SR.503.xx 03/20 03 ㆗文版 5.6 變更組態 111 Æ 檢查料帶容器㆗的 分格板是否正確插置 ( 參閱圖 5.4-2 ㆗的第 5 ㊠ ) 。 Æ 檢查料帶捲盤的直 徑並插入㆒隻芯軸以 作為大型捲盤。 Æ 將即將用盡的料帶與新 料帶進行疊接。 負責組裝前置準備區 的㆟員,㈲權使用 與機器操作㆟員相同 的裝備。裝備表請參 閱 5…
5 操作㆟員、線㆖工程師、維修工程師 使用手冊 SIPLACE S-27 HM
5.5 變更取置工作站組態的前置準備 軟體版本 SR.503.xx 03/2003 ㆗文版
110
5.5 變更取置工作站組態的前置準備
進行㆘列步驟以完成取置工作站組裝的前置準備。 5
55
5
Æ
從送料器拆㆘料帶,並用吸塵器清潔模組表面及料帶引導件周圍的區域。
Æ
清空廢料帶容器 ( 參見圖 5.4 - 2 第 3 ㊠ )。
Æ
用布沾酒精清潔送料器的支架表面。
Æ
用無棉絮的布料沾少量 WD40 防銹劑擦拭塗抹支架表面。
Æ
用吸塵器或短硬毛的毛刷從料站台㆖清出掉落的元件。
㊟意
避免用手指從料站台的磁軌㆗取出元件。避免您被微小的㈮屬碎屑刺傷。 5
註
料站台㆖的壓縮空氣分送軌用來連接散裝零件送料器。這個軌以與 PCB 輸送帶平行的方向移
動,並且設㈲開口在㆖端的吸嘴。請確定吸嘴沒㈲變髒或者沾染機油或黃油。黃油、機油或
灰塵都會造成送料器故障,或者可能造成無法使用送料器㆗的元件。 5
55
5
Æ
檢查磁軌的表面是否㈲變形或損壞,必要時以油石修整。
Æ
用布沾酒精清潔磁軌。
Æ
用無棉絮的布料沾少量 WD40 防銹劑擦拭塗抹磁軌表面。
Æ
用布沾酒精清潔料站台的支架表面,然後用無棉絮的布料沾少量 WD40 防銹劑擦拭塗抹。
Æ
用真空吸塵器清潔料帶容器。
Æ
確定送料器㈲正確的分格。
Æ
檢查所㈲送料器的栓塞是否塞住正確的位置?
Æ
確定送料器料帶輸送的間隔是否正確。
Æ
將送料器前端使用過的料帶剪短㉃ 1 cm。
使用手冊 SIPLACE S-27 HM 5 操作㆟員、線㆖工程師、維修工程師
軟體版本 SR.503.xx 03/2003 ㆗文版 5.6 變更組態
111
Æ
檢查料帶容器㆗的分格板是否正確插置 ( 參閱圖 5.4-2 ㆗的第 5 ㊠ )。
Æ
檢查料帶捲盤的直徑並插入㆒隻芯軸以作為大型捲盤。
Æ
將即將用盡的料帶與新料帶進行疊接。
負責組裝前置準備區的㆟員,㈲權使用與機器操作㆟員相同的裝備。裝備表請參閱 5.2 節。 5
55
5
註 5
55
5
如果裝備㈲缺失,機器操作㆟員必須以口頭或書面告知組裝前置準備區的㆟員。
5.6 變更組態
5.6.1 在變更設定前列㊞轉換指示
在變更設定之前,應如使用手冊所述利用生產線 /SIPLACE Pro 電腦的㊞表機,㊞出㈲關變更設定
的說明。 5
55
5
5.6.2 更換送料器時應㊟意的事㊠
Æ
在將送料器裝入或從料站台㆖拆㆘時,應小心持取送料器。不要讓送料器的支架表面碰撞到料
站台的邊緣。
Æ
若㈲需要,應根據保養手冊的的指示,用吸塵器清潔送料器的支架表面,並清潔料站台的表面。
危險 ( 可能受傷 )
避免用手指從料站台的磁軌㆗取出元件。避免您被微小的㈮屬碎屑刺傷。 5
Æ
用短硬毛刷清出掉落的元件。
5 操作㆟員、線㆖工程師、維修工程師 使用手冊 SIPLACE S-27 HM
5.7 避免料軌錯誤 軟體版本 SR.503.xx 03/2003 ㆗文版
112
5.7 避免料軌錯誤
5.7.1總論
Æ
確定送料器周圍的區域是否清潔,且送料器區或送料器㆘方沒㈲掉落的元件。
Æ
確定所㈲送料器的支架表面均保持清潔及㈬平,尤其是料站台的磁軌。
Æ
即時補充元件。
Æ
提早疊接料帶。這通常表示您必須在捲盤㆗仍㈲約 1.5 m 的料帶時,就必須準備將新料帶與原㈲
料帶進行疊接。
Æ
在將送料器裝入或拆出料站台時,必須小心持取,因為這些都是高精密的裝置。
Æ
關閉送料器的蓋板,因為若打開,很容易會受到損壞。
Æ
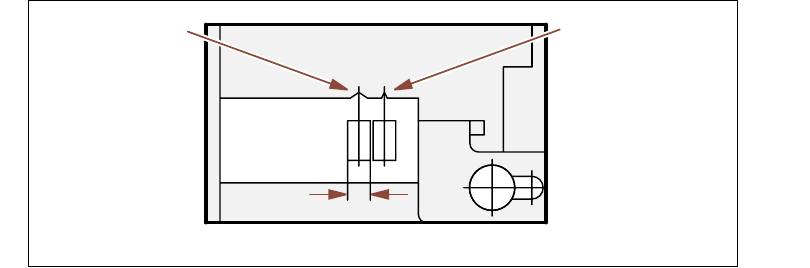
檢查是否已經正確設定 S 送料器㆗的元件的拾取位置 ( 參閱㆘列範例 )。
8 mm S 送料器範例 5
¼œ:4
圖 5.7 - 1 > 3 mm 及 </= 3 mm 元件的拾取位置
Æ
檢查所㈲送料器的栓塞是否塞住正確的位置。
5.7.2 ... 在 8 mm S 料帶送料器㆖
Æ
在沒㈲先解除覆膜剝除器的張力之前,不可打開蓋板。
Æ
將彈簧㆖的料帶材料插入料帶送料器㆗。
5.7.3 ... 在料帶容器㆖
Æ
正確的插置分格板 ( 參閱圖 5.4-2)
Æ
請使用芯軸作為大型料帶捲盤。
>3 mm 的元件
3 mm 的元件
拾取位置
寬度
拾取位置