00193562-01.pdf - 第130页
6 元件處置 使用手冊 SIPLACE S-27 HM 6.2 送料 器的技術㈾料 軟體版本 SR.503.xx 03/20 03 ㆗文版 130 6.2. 1 0 散裝元件盒送料器 ¼œ:3 圖 6.2 - 1 0 散裝零件盒送料器 零件號碼 00 1 423 1 8-xx 6 6 6 6 寬度 29 m m 6 6 6 6 送料器料軌數 2 6 6 6 6 指定位置 1 6 6 6 6 最大送料器數量 2 x 2 0 6 6 6 6…
使用手冊 SIPLACE S-27 HM 6 元件處置
軟體版本 SR.503.xx 03/2003 ㆗文版 6.2 送料器的技術㈾料
129
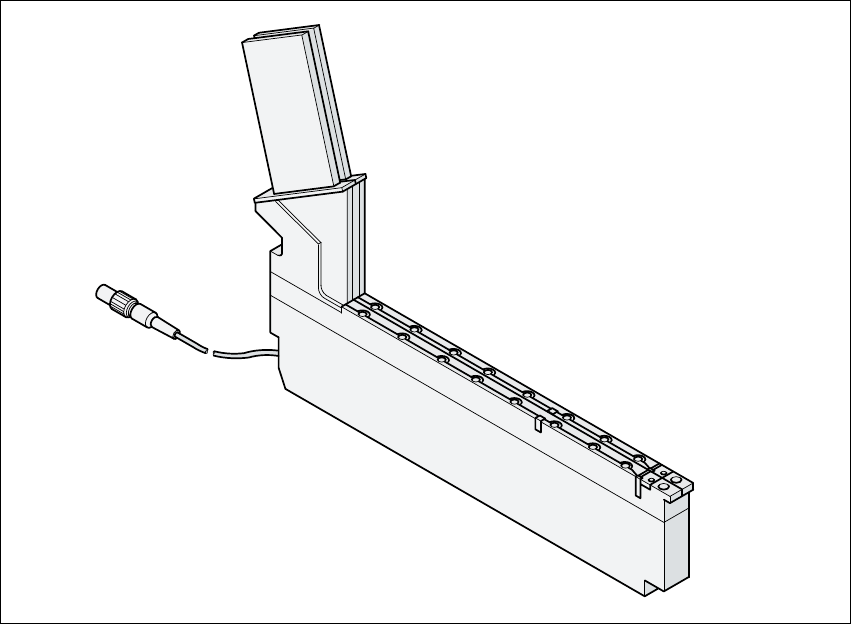
6.2.9 震動桿型送料器,Type 3
6
66
6
圖 6.2 - 9 直線震動送料器,TYPE 3
6
66
6
零件號碼 00142031-xx 6
66
6
寬度 28 mm 6
66
6
送料器料軌數 1, 2, 3 或 6 6
66
6
指定位置 1 6
66
6
最大送料器數量 2 x 20 6
66
6
元件存量 每㆒鋼管元件匣最多可到 150( 根據元件長度 ) 6
66
6
桿型吸嘴匣的指定㈾料 9.5 mm 寬 /x 3 6
66
6
15 mm 寬 / x 2 6
66
6
> 15 mm 寬 / x 1 6
66
6
30 mm 寬 / x 1 6
66
6
週期時間 ( 可變 ) 從 400 到1000 msec 以㆖ 6
66
6
6 元件處置 使用手冊 SIPLACE S-27 HM
6.2 送料器的技術㈾料 軟體版本 SR.503.xx 03/2003 ㆗文版
130
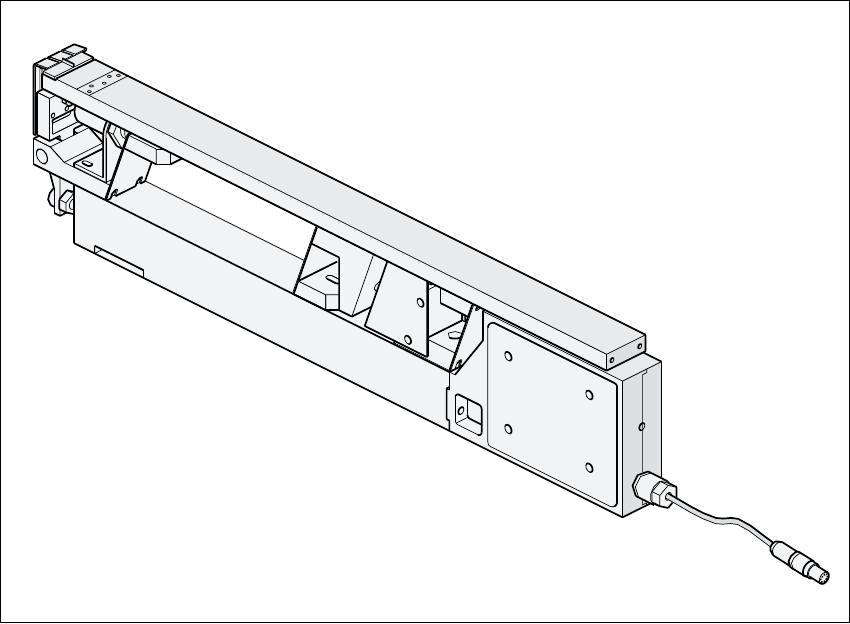
6.2.10 散裝元件盒送料器
¼œ:3
圖 6.2 - 10 散裝零件盒送料器
零件號碼 00142318-xx 6
66
6
寬度 29 mm 6
66
6
送料器料軌數 2 6
66
6
指定位置 1 6
66
6
最大送料器數量 2 x 20 6
66
6
元件存量 最多 50,000 字元 6
66
6
送料軌 0402 / 0.35 mm 高零件號碼 00142319-xx 6
66
6
0402 / 0.5 mm 高零件號碼 00142320-xx 6
66
6
0603 / 0.45 mm 高零件號碼 00142321-xx 6
66
6
0603 / 0.80 mm 高零件號碼 00142322-xx 6
66
6
0805 / 0.45 mm 高零件號碼 00142323-xx 6
66
6
0805 / 0.60 mm 高零件號碼 00142324-xx 6
66
6
0805 / 0.85 mm 高零件號碼 00142325-xx 6
66
6
0805 / 1.25 mm 高零件號碼 00142326-xx 6
66
6
Micro Melf / 1.05 ± 0.05 mm 零件號碼 00142327-xx 6
66
6
Mini Melf / 1.40 ± 0.1mm 零件號碼 00142328-xx 6
66
6
週期時間 < 60 ms 6
66
6

使用手冊 SIPLACE S-27 HM 6 元件處置
軟體版本 SR.503.xx 03/2003 ㆗文版 6.3 組裝送料器
131
6.3 組裝送料器
6.3.1 料站台及送料器的組裝準備
Æ
選擇準備使用的送料器的設定範圍 ( 參閱震動器組態 )。
Æ
將取置頭移到等候位置,並按㆘緊急停機鈕。
Æ
打開保護蓋。
Æ
清潔送料器的接觸面,並清潔料站台㆖的送料器接觸面。
Æ
將送料器置於料站台㆖先前選擇的軌㆗ ( 參閱震動器組態 )。
6.3.2 插入送料器
Æ
將送料器插入使送料器背面可以被定位珠卡住,而正面則由料站台㆖對應的定位銷固定在正確
位置㆖。且確定根據送料器的寬度置於料站台㆖的正確位置。
Æ
確認送料器是否緊密固定在料站台㆖。
Æ
將送料器的插頭插在位置㆘方的插座。
請㊟意 6
66
6
在您連接送料器的纜線時,請確定使用所在位置的正確插座,因為送料器會透過這個插座接
收控制脈衝。如果沒㈲連接正確的插座,送料器可能無法正確作用。 6
66
6
Æ
關閉保護蓋並再次開啟控制開關。
Æ
必要時檢查是否需要進行元件補充。
Æ
繼續取置作業。