IPC CH-65B CHINESE.pdf - 第109页
8.8.4 避 免不 需要材料的影响 测试是 不 损 坏 组件材料清洗 过 程 最优 化的关 键 。一个 方法 就 是 将这 些 组件 多次 通 过 清洗 液 。在 测试期间 , 使 用 最 长的 循 环 , 最 高 清洗 剂 浓 度 ,在清洗 过 程中能 想 象 的 最 高压 力和 最 高温 度 。 直 观 的、 空间 的、 重 量 或者 电学的 测 量都能用 于 判 定 结 果 。 最简 单的 就 是 通 过/ 失 败 。 撕 起 …

8.7.1.4 使⽤低残留免清洗助焊剂的阻焊膜吸收 当使用干膜阻焊膜及低残留助焊剂时,湿气的吸收
是很有影响的。波峰焊助焊剂和热量会分解,并使干膜掩膜膨胀。这可能是由于单板制造时粘性固
化和最终固化引起的。当单板经过预热区和焊料波峰时,干膜上的气孔张开并扩展。低残留助焊剂
中的挥发性溶剂被吸收进阻焊膜里。单板表面过波峰焊后,掩膜形成了一种白色
残留物。白色混浊
斑点通过将热风返修工具的温度设定在400° C[752° F]去除。温度会使低残留助焊剂活化并去除白色
膜。
8.7.1.5 低挥发性有机化合物助焊剂 低挥发性有机化合物助焊剂通常热稳定性较差。这些材料被配
成有更强的助焊能力和助焊强度。卤素活性物质,经常在低挥发性有机化合物助焊剂中,在去除金
属氧化膜方面,改善了助焊剂的效能。
16
高活性的助焊剂会产生金属卤盐,如果未被去除,它就会持
续的反应。由于这些特性,助焊剂残留物在焊接后被清洗掉。由于较差的热稳定性,形成的铅盐和
锡盐极难被清洗掉。这会导致残留物,需要更高水平的皂化作用去除残留物。
8.7.1.6 蒸汽冷凝 具有高挥发性的清洗溶剂,比如实验台上的异丙醇,暴露后的蒸汽去垢溶剂的挥
发和闪蒸
。由于这些清洗溶剂快速的蒸发速率,所以它们只能给予部分清洁的局面。溶剂蒸汽和/或
者溶解可溶的树脂结构,但是以白色残留物的形式留下不溶解的盐。这经常在蒸汽去垢过程或者在
水准点高程中发生。在蒸汽去垢中,蒸汽膜提取出可溶解的松香,但是留下不溶解的盐。
9
这发生在
浸没到液体前,局部放进清洗液并暴露在蒸汽中。在水准点高程中,溶剂喷淋到待清洗的区域。当
溶剂在局部流动时,可溶解的树脂被提取出来,留下白色不溶解的盐。上述两个实例中的白色残留
物都有潜在的变成具有导电性和吸湿性。
12
一旦这种不溶解的盐暴露出来,清洗液在将这些白色残留
物去除方面就做得很差。
8.7.1.7 ⽩⾊残留物风险因⼦ 当考虑白色残留物是否会产生可靠性风险时,关键是要考虑残留物是
否吸湿、离子化的,在湿气和偏压的存在下,是否 会有潜在的腐蚀。白色残留物趋向于吸湿和导
电,这会在敏感电路上,潜在的造成电流泄漏和杂散电压失效。
10
助焊剂活性物质,如果它们在白色
残留物中没有失去活性并一直存在白色残留物中,如果有湿气存在的话,它们就会分离,导致电化
学迁移。
11
8.7.1.8 选择性波峰焊(载具) 选择性波峰焊就是有选择的焊接PCB上元器件的过程。在选择性波
峰焊过程中,使用的助焊剂能铺展到焊接路径之外,这些地方没有焊接-清洗动作去去除它或者激发
助焊剂使它无害。
13
问题是助焊剂铺展到离开托盘开口的电子器件终端的表面上。当使用低残留助焊
剂时,活性物质必须要被激发并且密封。在选择焊设备中,助焊剂离开焊接位置的铺展是不起作用
的,由于托盘的热保护,结果就会表现出一种可靠性风险。在湿气和偏压存在的情况下,离子污染
物电化学迁移并形 成树枝状结晶的白色残留物。为解决这种风险因子,选择焊后的单板应
该要清
洗,即使焊接时使用的是低残留的助焊剂。
13
8.8 清洗过程控制
8.8.1 过程参数 当设计清洗过程时,清洗剂的选择、洗涤时间、洗涤浓度、洗涤温度、水的质量
和冲击能都是很普通的过程参数。
8.8.2 清洗剂 一般用于清洗印制线路组件的清洗剂技术都是溶剂型、半水基和水基产品设计。最
好的实际情况就是清洗剂与确定的污物和加工设备的匹配。
8.8.3 设定过程控制极限 需要过程控制技术去维持一个窄的工作窗口。在更低浓度设定极
限下,
允许洗涤槽浓度的漂移会增加使人不满意清洗效果的潜在性。过程控制系统被设计成维持清洗材料
的浓度在一个特定的范围之内,减少可变性。相似地,其它机器控制参数,比如时间、温度和压力
都需要被维持在设定的工作极限内。推荐统计过程控制极限和干预水平。
IPC-CH-65B-C 2011年7月
94
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
8.8.4 避免不需要材料的影响 测试是不损坏组件材料清洗过程最优化的关键。一个方法就是将这
些组件多次通过清洗液。在测试期间,使用最长的循环,最高清洗剂浓度,在清洗过程中能想象的
最高压力和最高温度。
直观的、空间的、重量或者电学的测量都能用于判定结果。最简单的就是通过/失败。撕起标签或者
人造橡胶膨胀影响或者不影响元器件?如果影响,能否
通过过程参数的调整来消除这种影响?是否
有可替代的元器件?可替代的元器件能否在清洗后被加进去?如果这些都无法实现的话,清洗剂就
应该被换掉。
8.9 清洗设备考虑要点
8.9.1 驱动⼒时间、温度、浓度和能量 一个最佳的清洗过程能通过控制清洗剂、洗涤浓度、洗涤
温度及分散在清洗过程中的能量获得。时间、温度、浓度和能量在清洗最优化过程中都是相互关联
的。一旦设备和清洗剂被选定,清洗
过程的最优化就应该被实行。决定什么是重要的。最快的速度
通常会得到最低的成本。其它因素比如人工投入线性平衡法,化学品的消耗和装置也必须要考虑进
来。
8.9.2 静态和动态清洗能量 过程清洗速率定理认为静态速率(化学力)加上动态清洗速率(机械
力)等于过程清洗速率。静态清洗速率,用简单的术语来说,就是清洗剂溶解再流后助焊剂残留物
的能力。动态清洗速率包括将清洗剂传递到污物
上的能力。这包括需要用于去除助焊剂残留物的热
能及冲击能。
8.9.3 动态能量效能改善 清洗过程中加入动态能量会引起更快的清洗速率以及改善的清洗结果。
有几种不同的动态能量的来源能用于加速和改善清洗过程。选择合适的一种取决于所选择的设备和
清洗剂。下表8-3提供了与焊接后清洗过程相关联的动态能量类型。
在手洗操作中,利用刷洗和擦拭能极大地改善暴露的残留物
的清洗效果。然而,这对清洗被夹裹在
元器件下面的助焊剂没有多大的帮助。蒸汽去垢通常利用空气喷射棒给予需要的物理能来冲洗元器
件下面,通常能加速清洗的过程。“浸渍槽”或者“浸入槽”通常安装有超声能发生器或者在浸入
喷嘴下的喷雾以增加能量。对绝大多数的水基或者半水基批清洗或者在线清洗去除助焊剂来说,高
速冲击的“空气喷射”是很普遍的。除了加
速助焊剂的去除过程,清洗过程中加入的动能也能帮助
去除颗粒物质,比如焊料球、污物、灰尘和来自电路板上的玻纤布。
8.9.4 过剩能量 绝大多数组件过程残留物的清洗都是时间-温度-溶解的关系。增加的温度和持续
时间通常能改善清洗,但是这个概念需要花太多的精力去理解。当洗涤温度开始爬升超
过150° F
(65.5° C)时,化学保护性膜将会受到攻击,一些金属将会变色。在非常狭窄间隙的元器件下面,
通常需要更长的洗涤时间,但是从对材料兼容性的立场上来说,这可能会有有害的影响。增加洗涤
喷射压力(动能)以增加动态清洗,通常会导致更差的清洗效果,因为在洗涤媒质变得有效前,它
已经弹离表面,更多并不一定就更好。
表8-3 与焊接清洗过程相关联的动态能量
助焊剂清洗过程 常规的动态能量来源
手工清洗 刷洗、擦拭、空气吹洗
蒸汽去垢 汽化槽、浸入喷淋、超声波能量
浸渍槽浸渍、发泡、浸入喷淋、超声作用
水基/半水基批清洗 空气喷射冲击、离心作用、浸没式喷淋
水基/半水基在线清洗 空气喷射冲击、浸没式喷淋
2011年7月 IPC-CH-65B-C
95
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
8.10 监控洗涤槽
8.10.1 滴定 在水基清洗槽里,对碱助剂的酸滴定能确定清洗剂的浓度。在清洗液中,一种能改变
颜色的指示剂通过中和一种已知含量的标准酸溶液,能用于测定碱助剂的含量。这种方法主要用于
较旧的皂化剂。
滴定也能用于确定游离碱度和总碱度。通常指的是百万当量,游离碱度滴定到滴定终点为pH等于
8.3,总碱度滴定
到pH等于4.0。这步骤能用于确定清洗槽的使用寿命,并且比较不同清洗剂的碱度水
平。
8.10.2 折射率 在引入现代水基清洗技术之前(20世纪90年代),用户大都被限定在使用滴定方法
中。随着折射率技术的引进,用户可以选择另外一种切实可行的方法。折射率总的来说可以通过光
的折射来测定有机和碱的成分(如果后者是液体
的话)。在工业上有手工和自动两种体系。
媒质的折射率是测量在媒质里光速(或者波,比如声波)减少多少。例如,典型的苏打石灰玻璃的
折射率是1.5,这意味着在玻璃里,光传播的速率是真空中传播速率的1/1.5=0.67倍。玻璃的两种通用
属性和其它透明材料与它们的折射率直接有关。首先,当光通过从空气到材料的界面时,
光改变方
向,这是在透镜中使用的一个效果。其次,光在与周围材料有不同折射率的表面进行部分的反射。
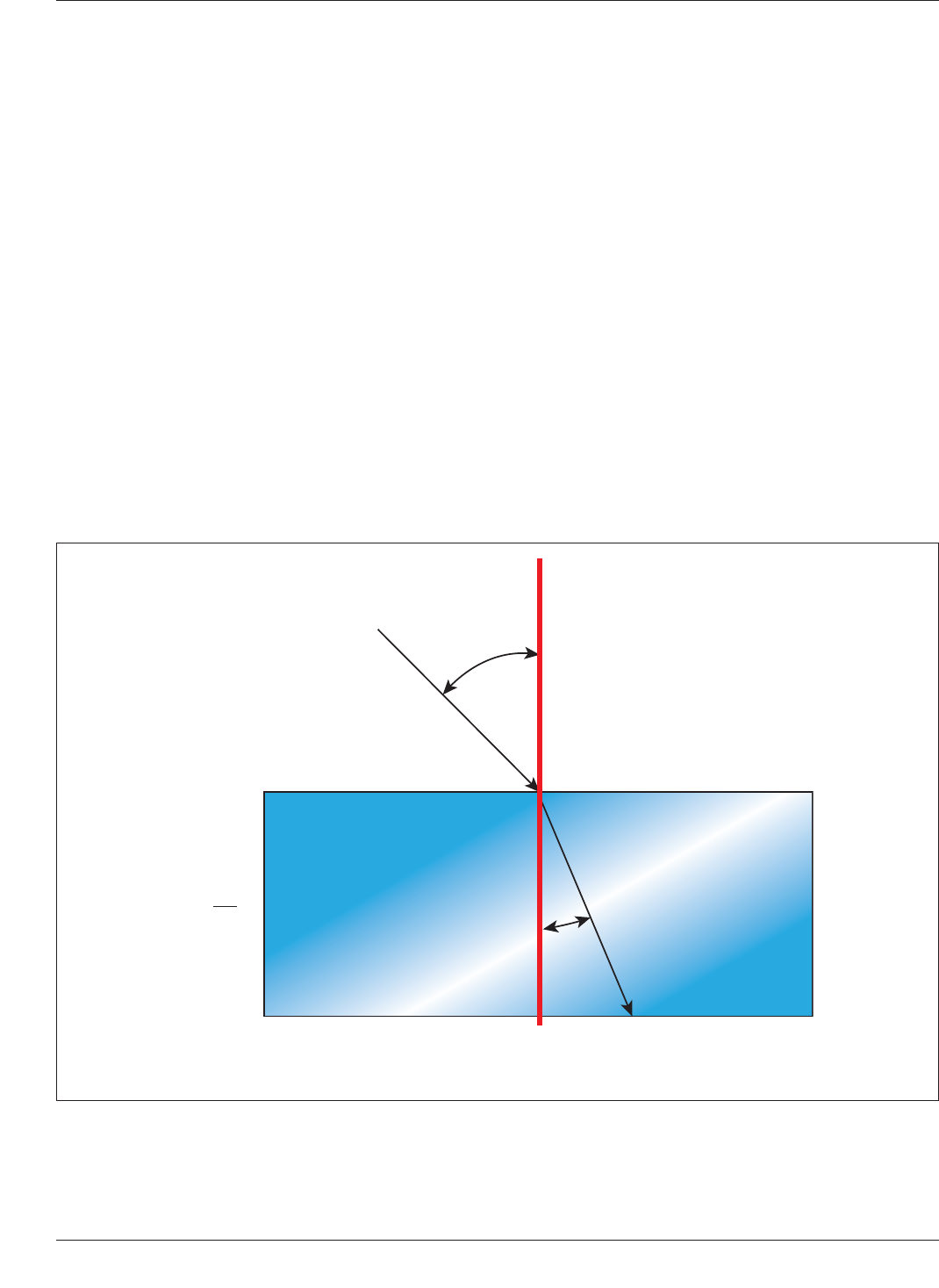
媒质的折射率(n)被定义成比如参考媒质(图8-5)中的光波或者声波波动现象的相速度(c)与媒
质自身相速度(υp)之比。
因为折射率是物质一个最基本的物理性质,它经常用于识别特别的物质,去确认它的纯度或者测定
它的浓
度。折射率用于测定固体物质(玻璃和宝石类)、液体和气体。在工业界,折射率用于测定水
基溶液中溶质的浓度。折射计是用于测定折射率的一个手动工具。当谈到糖水溶液时,折射率可以
ޕሴ䀂α
ᣈሴ䀂β
ᣈሴ⦷n
1
ᣈሴ⦷n
2
n=
c
υ
p
n
1
sine α = n
2
sine β
图8-5 折射率
IPC-CH-65B-C 2011年7月
96
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---